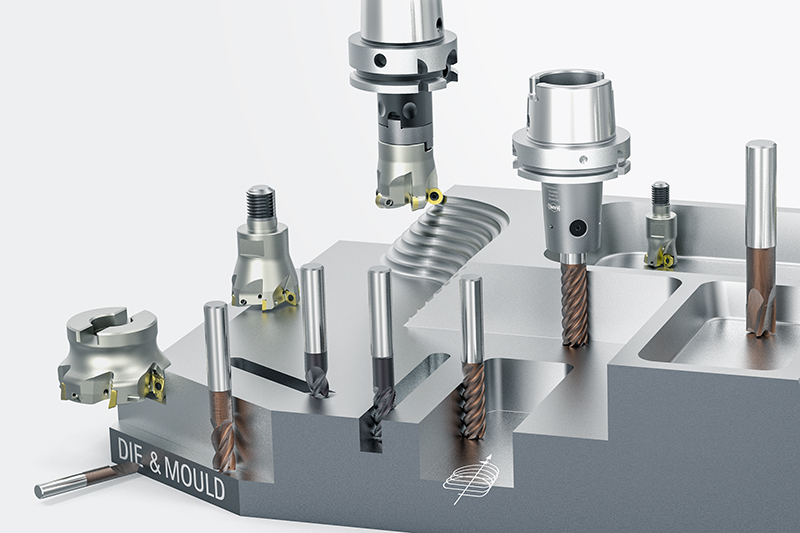
Démarrer dans la fabrication des moules et des matrices
Les moulistes attendent un haut niveau de compétence de la part des fabricants d'outils d'usinage. En effet, la durée de vie des moules à fabriquer et la précision des composants moulés sont vitales pour se démarquer de la concurrence au niveau de la production en masse. L'on exige des outils qu'ils soient hautement précis, particulièrement durables et, le plus important, sûrs.
Ce sont précisément ces aspects qui sont à la base de la popularité de MAPAL dans divers secteurs, dont l'industrie automobile, le génie mécanique et l'industrie aérospatiale. Il est donc logique que le fabricant d'outils de précision propose désormais des solutions efficaces et économiques pour l'usinage complet de moules et de matrices. Les outils haute performance précis et polyvalents ainsi que les porte-outils spéciaux avec contours fins et concentricité précise réduisent les opérations de polissage et le réusinage au minimum grâce à une qualité de surface constante lors du fraisage. Ils permettent de réaliser des économies substantielles tout au long du processus.
Programme d'outils pour la fabrication de moules
Fraises en carbure monobloc
OptiMill-3D-BN
Fraises hémisphériques
Usinage hautement précis de contours 3D
Plage ø : 0,10 - 20,00 mm
OptiMill-3D-CR
Fraises rayonnées
Fraisage avec rayon de raccordement hautement précis
Plage ø : 0,10 - 20,00 mm
OptiMill Fraises à dresser
Fraises à dresser
Idéales pour l'ébauche, la finition, le fraisage trochoïdal et le fraisage de poches
Plage ø : 2,00 - 12,00 mm
OptiMill-3D-CS
Fresas com raio de canto
Acabamento de superfícies complexas de forma livre e geometrias complicadas de peças
Gama ø: 2,00 - 12,00 mm
OptiMill-3D-HF
Fraises à grande avance
Idéales pour l'usinage grande avance avec un volume d'enlèvement de copeaux élevé pour une fiabilité des processus accrue
Plage ø : 2,00 - 16,00 mm
OptiMill-3D-Alu
Fraises rayonnées/hémisphériques
Usinage hautement précis de contours 3D
Plage ø : 1,00 - 20,00 mm
OptiMill-Graphite-MT
Fraises à dresser et hémisphériques
Fraises multidents d'ébauche pour un taux d'enlèvement élevé avec les électrodes en graphite
Plage ø : 3,00 - 16,00 mm
OptiMill-3D-Graphite
Fraises rayonnées/hémisphériques
Adaptées pour l'usinage d'électrodes en graphite
Différents modèles selon la situation d'usinage
Plage ø : 0,20 - 12,00 mm
OptiMill-3D-Copper
Fraises rayonnées/hémisphériques
Géométrie spéciale pour l'usinage d'électrodes en cuivre et d'alliages non ferreux durs
Plage ø : 0,10 - 20,00 mm
OptiMill-Diamond
Fraises à dresser, rayonnées, hémisphériques
Coupes PCD pour une durée de vie élevée
Plage ø : 3,00 - 12,00 mm
Fraises à plaquettes amovibles
NeoMill-ISO-360
Fraises à plaquettes rondes
Idéales pour l'ébauche et la semi-finition
Plage ø : 10,00 - 160,00 mm
NeoMill-3D-Finish
Fraises de finition
Idéales pour la finition des surfaces angulaires, des surfaces planes et des contours
Plage ø : 16,00 - 42,00 mm
NeoMill-3D-Ballnose/-Torus
Fraises rayonnées/hémisphériques
Un corps de base avec plaquette de coupe pour la finition et la semi-finition
Plage ø : 8,00 - 32,00 mm
NeoMill-2/4-HiFeed90
Fraises à dresser/grande avance
Système d'outil universel pour une productivité maximale
Plage de ø : 16,00 - 200,00 mm
Perçage | Chanfreinage
ECU-Drill-Steel
Foret en carbure monobloc
Foret à deux arêtes de coupe avec un très bon rapport qualité-prix
Vaste gamme d'applications
Géométrie éprouvée pour un niveau élevé de précision et de fiabilité des processus
Plage de ø : 1,00 – 20,00 mm
MEGA-Drill-Hardened
Foret en carbure monobloc ultra-puissant
Foret à deux arêtes de coupe avec revêtement et géométrie adaptés pour l'usinage fiable des matériaux durcis
Nouvelle micro et macro géométrie
Plage de ø : 2,55 – 16,00 mm
MEGA-Drill-Steel-Plus
Foret en carbure monobloc ultra-puissant
Foret à deux arêtes de coupe avec revêtement et géométrie adaptés pour l'usinage de l'acier
Géométrie de la goujure optimisée et préparation d’arêtes de coupe modifiées
Plage de ø : 3,00 – 25,00 mm
Tritan-Drill-Steel
Forets en carbure monobloc à trois arêtes de coupe
Foret à trois arêtes de coupe pour une avance maximale
Arête transversale autocentrée pour les situations de perçage difficiles
Spécialement développé pour l'usinage de l'acier
Plage de ø : 4,00 – 20,00 mm
Tritan-Spot-Drill-Steel
Foret à pointer
Foret à pointer à trois arêtes de coupe pour les situations de centrage exigeantes
Spécialement adapté aux forets à trois arêtes de coupe
Plage de ø : 4,00 – 20,00 mm
Tritan-Step-Drill
Foret étagé
Foret étagé à trois arêtes de coupe avec arête transversale autocentrée
Usinage de perçages taraudés sans mouvement pendulaire
Plage de ø : 4,25 – 14,15 mm
MEGA-Deep-Drill
Foret pour perçage profond
Fabrication fiable et efficace de perçages profonds jusqu'à 40xD
Foret pilote MEGA-Pilot-Drill
Plage de ø : 1,00 – 16,00 mm
MEGA-Drill-Reamer
Alésoir
Perçage et alésage – deux opérations réalisées par un seul outil
Arête d'alésage optimisée
Réduction des temps effectifs et non effectifs
Tolérance de perçage ≥ IT7
Plage de ø : 4,00 – 16,00 mm
Fraises à chanfreiner-noyer de précision
Fraises à pas varié
Arêtes de coupe à espacement extrêmement variable
Niveau de précision plus élevé et valeurs de surface améliorées
Réduction des forces axiales et radiales
Réduction significative des vibrations
Paramètres de coupe améliorés pour une productivité maximale
Plage de ø : 4,30 – 31,00 mm
MEGA-Drill-Reamer-Pyramid
Alésoir avec pointe pyramidale
Centrage, perçage et alésage en un seul outil
Propriétés de centrage améliorées grâce à la pointe pyramidale
Réduction des temps effectifs et non effectifs
Tolérance de perçage ≥ IT7
Plage de ø : 4,00 – 16,00 mm
Forets à plaquettes de coupe QTD
Foret avec système de tête amovible
Système économique à plaquettes de coupe interchangeables
Système de serrage par liaison de force et de forme
Maniement simple
Précision élevée de concentricité
Plage de ø : 8,10 – 49,00 mm
Alésage
FixReam – FXR
Alésoir haute performance à queue cylindrique
Alésoir haute performance en carbure monobloc
Goujure droite pour l'alésage débouchant et l'alésage borgne
Goujure oblique à gauche pour l'alésage débouchant
Plage de ø : 3,00 – 20,00 mm
CPReam – CPR
Alésoir à tête amovible
Stabilité et rigidité maximales grâce au cône et à l'appui plan
Précision de concentricité maximale de 5 µm
Maniement simple
Plage de ø : 8,00 – 40,00 mm
Alésoirs à réglage rapide – WN 50
Alésoir manuel
Alésoir à réglage rapide avec grande plage de réglage
Particulièrement adapté aux travaux de réparation
Jeux de lames de rechange disponibles
Plage de ø : 6,40 – 95,00 mm
Outils guidés
Outils avec patins de guidage
Précision maximale grâce au concept MAPAL
Patins de guidage permettant un guidage direct dans le trou d'alésage
Plaquettes réversibles rectifiées
Réglage de haute précision pour un usinage au µm près
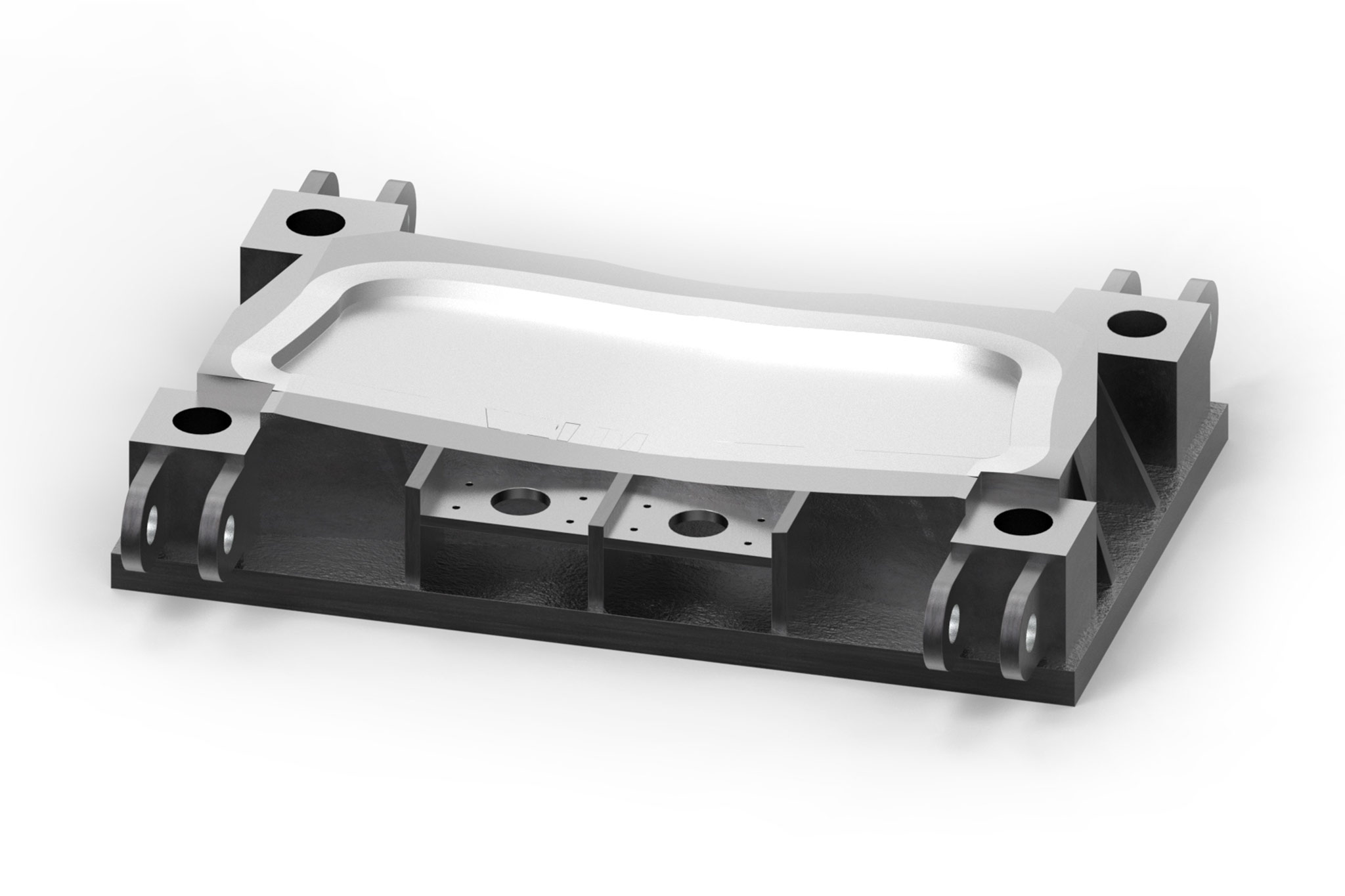
Les composants toujours plus complexes dotés de cavités et de nervures de renforcement de plus en plus profondes dans le cas du moulage par injection de pièces en plastique et du moulage sous pression obligent à utiliser des outils extra-longs présentant un diamètre en partie très réduit. Les géométries de pièce complexes et les différentes propriétés de matériau compliquent les tâches d'usinage et sollicitent fortement la résistance des outils.
Pour les moules de présérie ou de prototype, il n'est pas rare d'employer des matériaux faciles à usiner. Des alliages d'aluminium ou de résine sont fréquemment utilisés. Les outils en carbure monobloc à coupe positive et polis, ou mieux encore les outils à insert PCD, garantissent alors une productivité renforcée et de courts temps d'usinage.
Pour les moules de présérie ou de prototype, il n'est pas rare d'employer des matériaux faciles à usiner. Des alliages d'aluminium ou de résine sont fréquemment utilisés. Les outils en carbure monobloc à coupe positive et polis, ou mieux encore les outils à insert PCD, garantissent alors une productivité renforcée et de courts temps d'usinage.
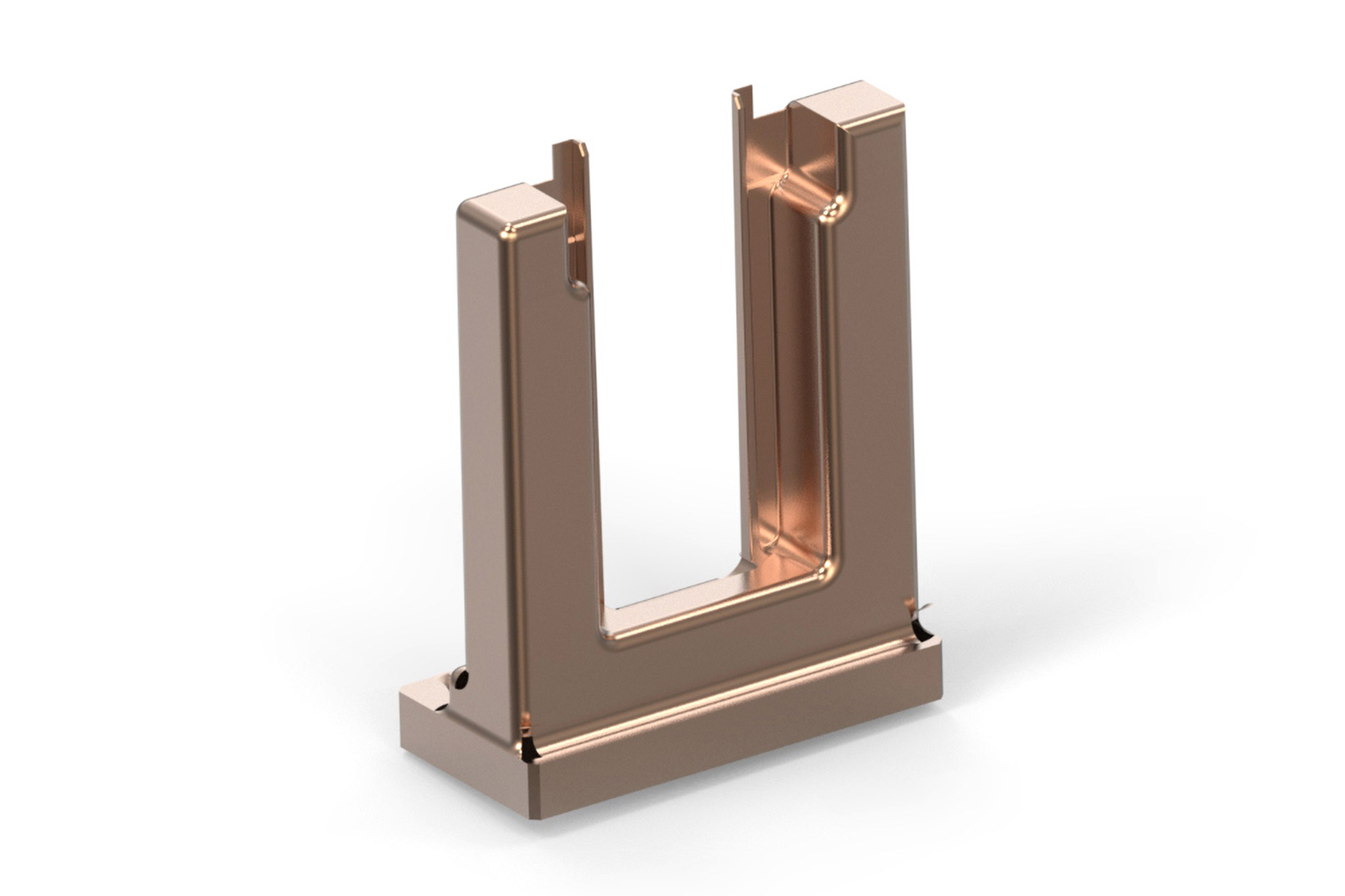
La fabrication d'électrodes pour les processus EDM nécessite l'usinage d'alliages de cuivre et de graphite. Le choix du matériau d'électrode dépend des propriétés du moule à fabriquer. Les alliages de cuivre sont relativement chers et sont généralement utilisés pour réaliser les finitions des électrodes afin d'obtenir une qualité de surface et une précision de forme élevées. Les fraises à queue en carbure monobloc avec géométrie spéciale de MAPAL garantissent des résultats d'usinage hautement précis.
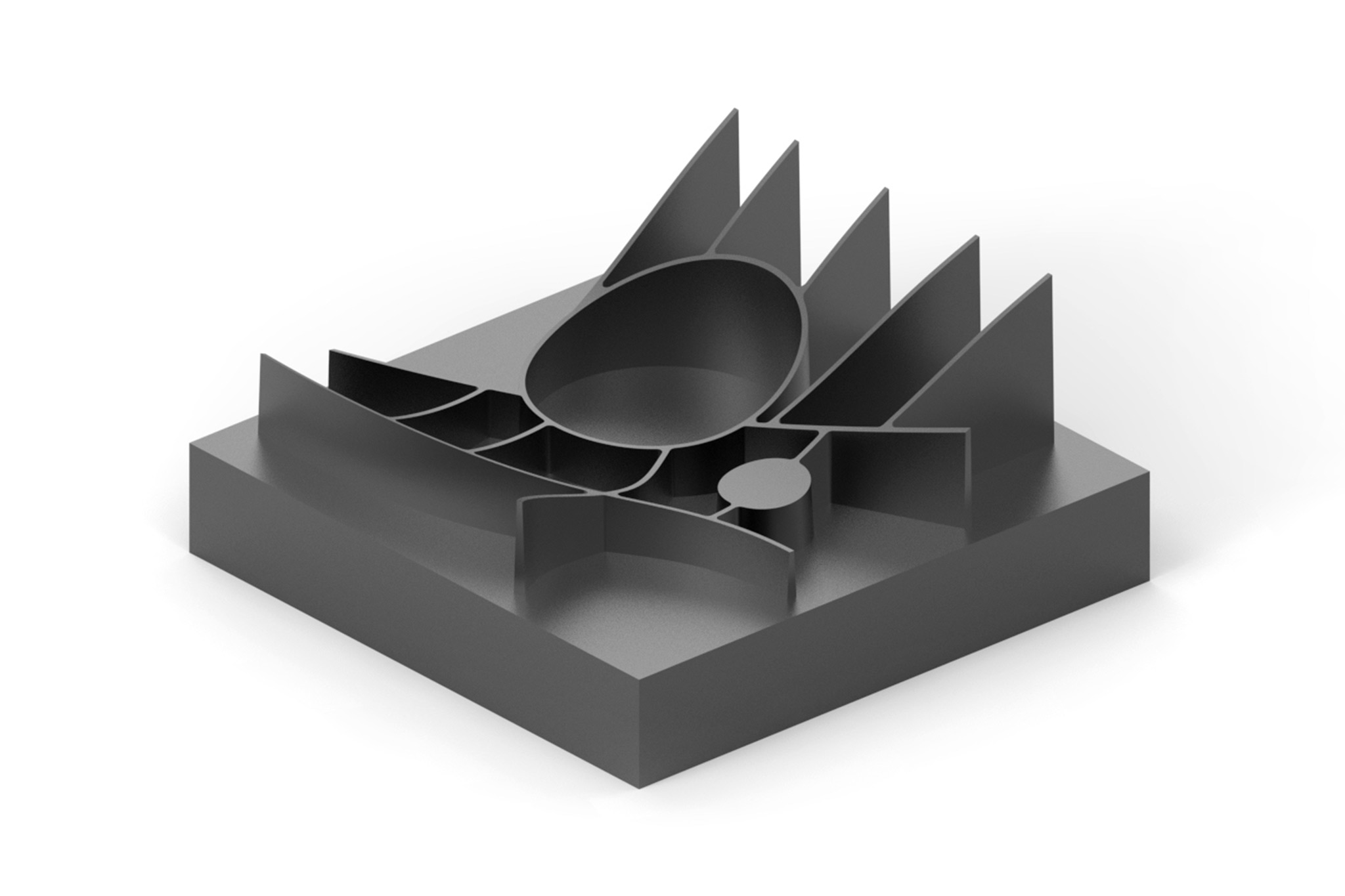
Le graphite a un effet hautement abrasif sur l'outil et use fortement les arêtes de coupe. Plus l'usure est élevée, plus le profilé à usiner risque d'éclater. Il est donc essentiel d'employer un outil avec une géométrie et un matériau de coupe adaptés. Pour l'usinage du graphite, MAPAL utilise des outils revêtus diamant en carbure monobloc ou des outils à insert PCD.
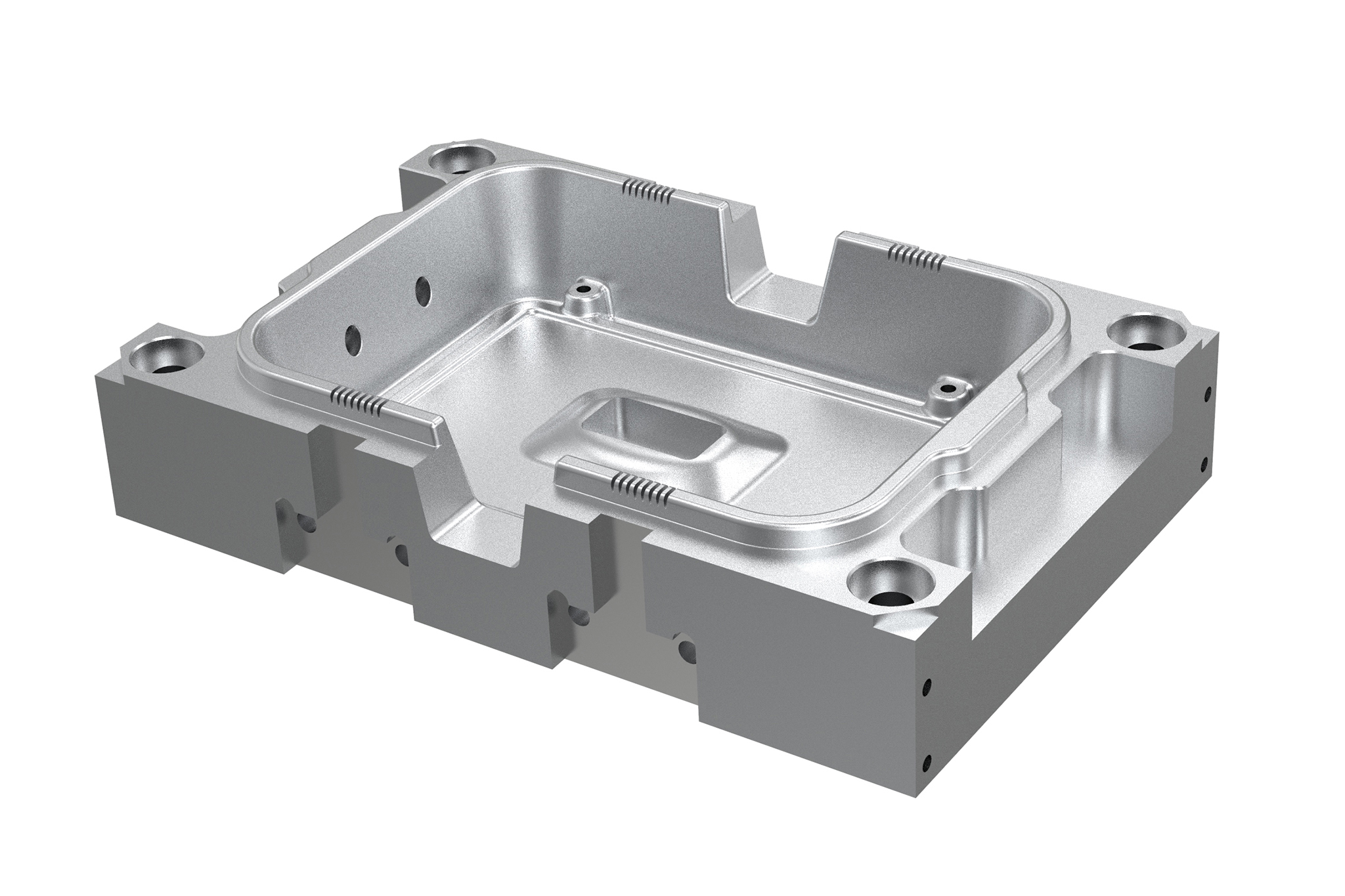
Exemple d'application :
Électrodes pour l'électroérosion (processus EDM)
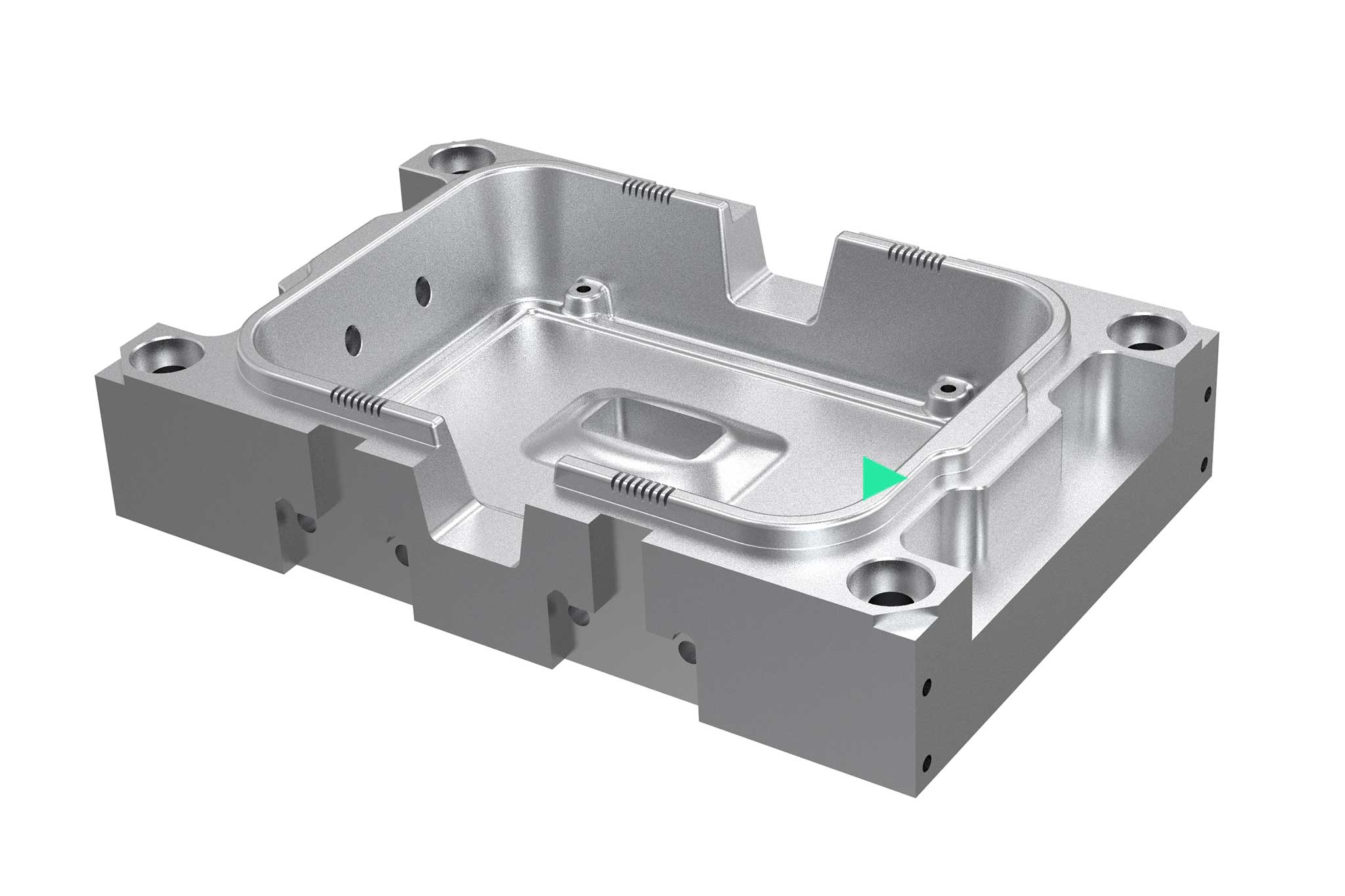
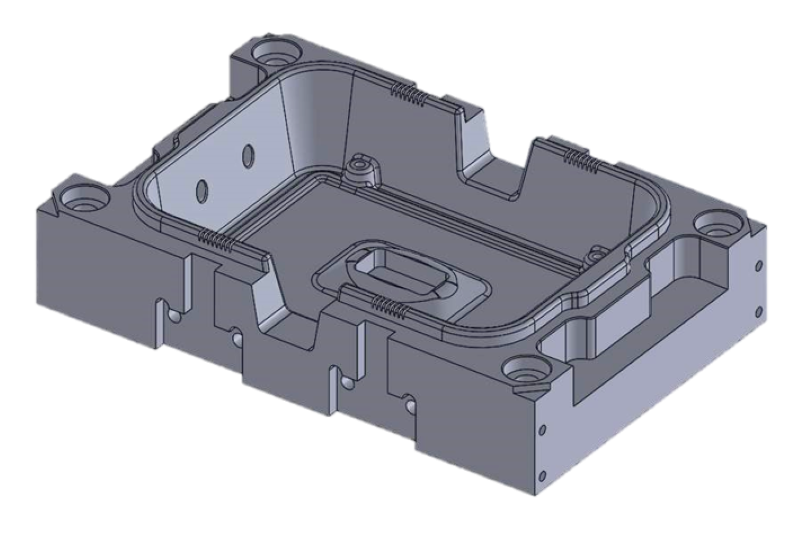
De la pièce brute à la pièce finie
Trouvez l'outil adéquat en quelques clics : en fonction de l'usinage, de l'opération concrète et de l’exigence en matière d'outil, accéder rapidement à l'outil souhaité.
1 / 8
Surfaces en 2D
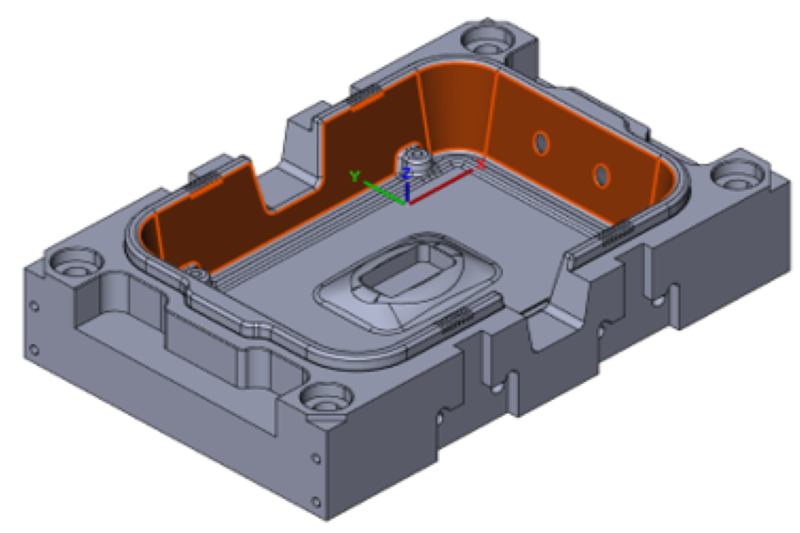
Cette catégorie comprend d'une part les opérations d'usinage réalisées directement sur la machine, telles que le surfaçage, le fraisage de poches et de parois droites. D'autre part, des opérations pour géométries complexes, programmées à l'aide d'un logiciel de FAO.
Dans le secteur de la fabrication de moules et de matrices, la production de moules de plus en plus complexes fait partie du quotidien. Le développement continu des machines-outils et des logiciels de FAO permet d'atteindre des niveaux de performance et de productivité toujours plus élevés. Les outils utilisés doivent donc toujours être à la pointe de la technologie. Pour atteindre un niveau optimal dans ce domaine, une analyse des processus est effectuée au début de la conception.
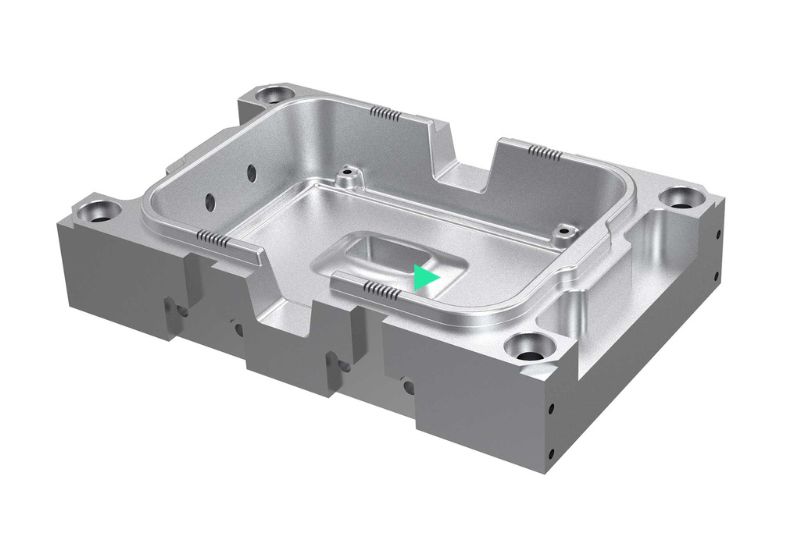
Les inserts de moule présentent également des opérations d'usinage nécessaires pour le moulage ou diverses pièces rapportées. Les poches ouvertes (usinages périphériques) sont de plus en plus usinées par les utilisateurs à l'aide de fraises trochoïdales. Cette méthode d'usinage permet d'optimiser les durées d'usinage et de prolonger la durée de vie des outils.
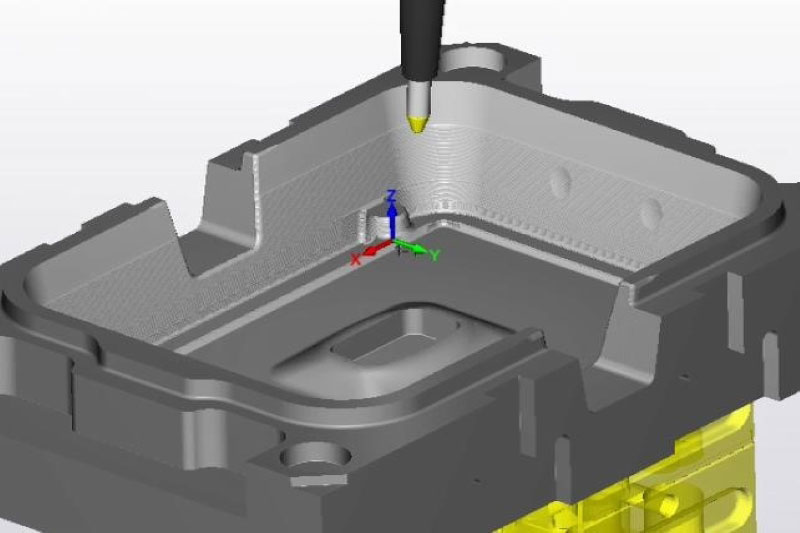
La fabrication de poches fermées s'effectue généralement par ébauche dans les plans Z. Dans ce cas, l'entrée d'usinage par une rampe est souvent choisie pour le fraisage. Le choix de l'outil dépend de la profondeur des parois et de l'inclinaison à créer sur le composant. Le large portefeuille de systèmes modulaires MAPAL couvre également l'usinage de poches profondes de grands diamètres.
L'un des principaux objectifs des opérations de fraisage est de réduire la durée d'usinage. Avec des géométries d'outils spécifiques pour l'usinage de poches fermées et rondes, on parvient souvent à éliminer le processus de pré-perçage. Le fraisage hélicoïdal consiste à programmer des parcours avec des entrées hélicoïdales adaptées aux dimensions des poches.
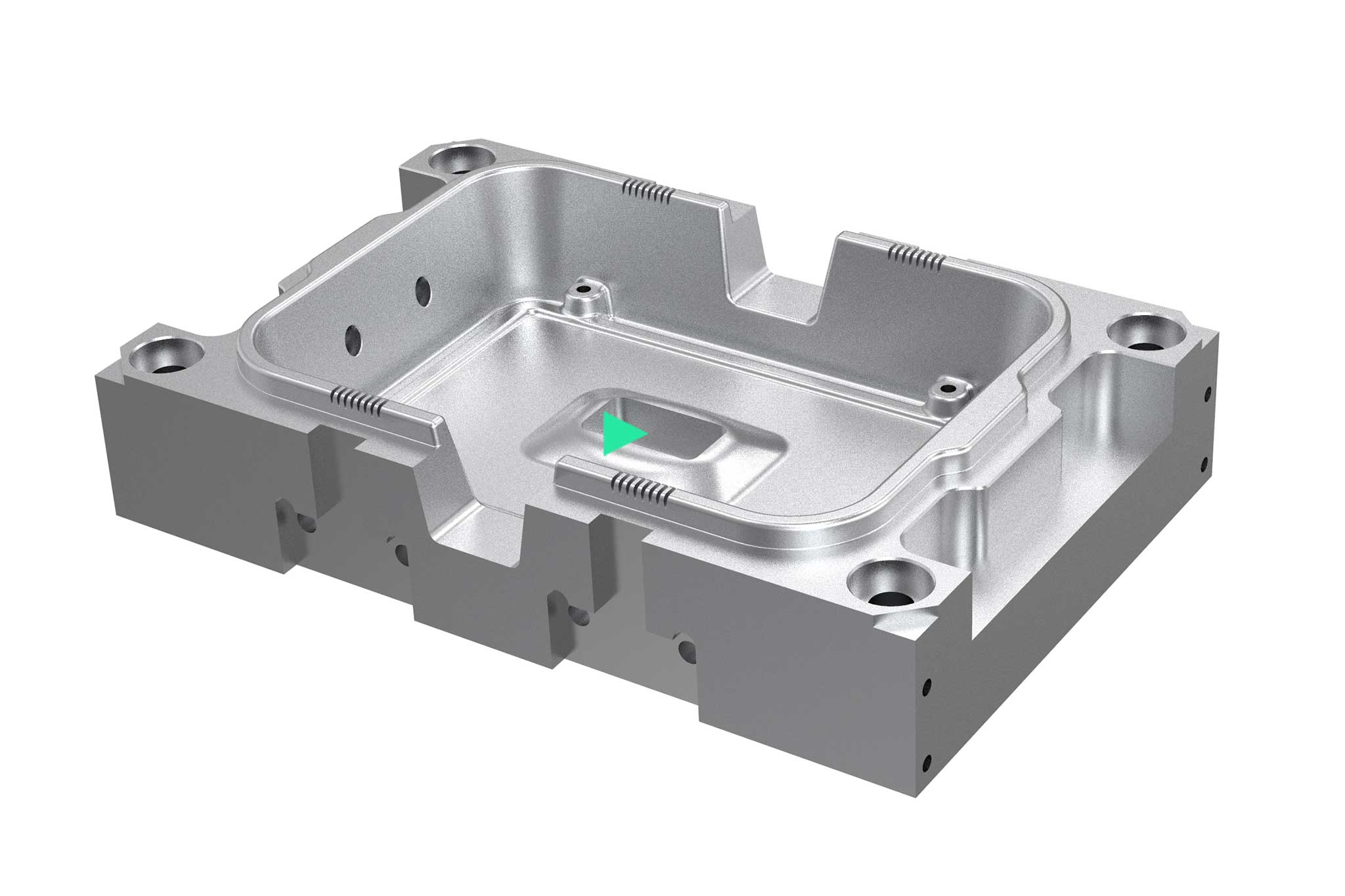
Les opérations de création de surfaces planes sont très fréquentes dans la fabrication de moules et de matrices, et ce dans différents domaines : Que ce soit en fonction du composant, de la stratégie d'usinage ou des exigences en matière de surfaces de fermeture des moules, de sections et de formes de découpe. Le choix de l'outil approprié se fait ensuite en fonction de l'application et des exigences.
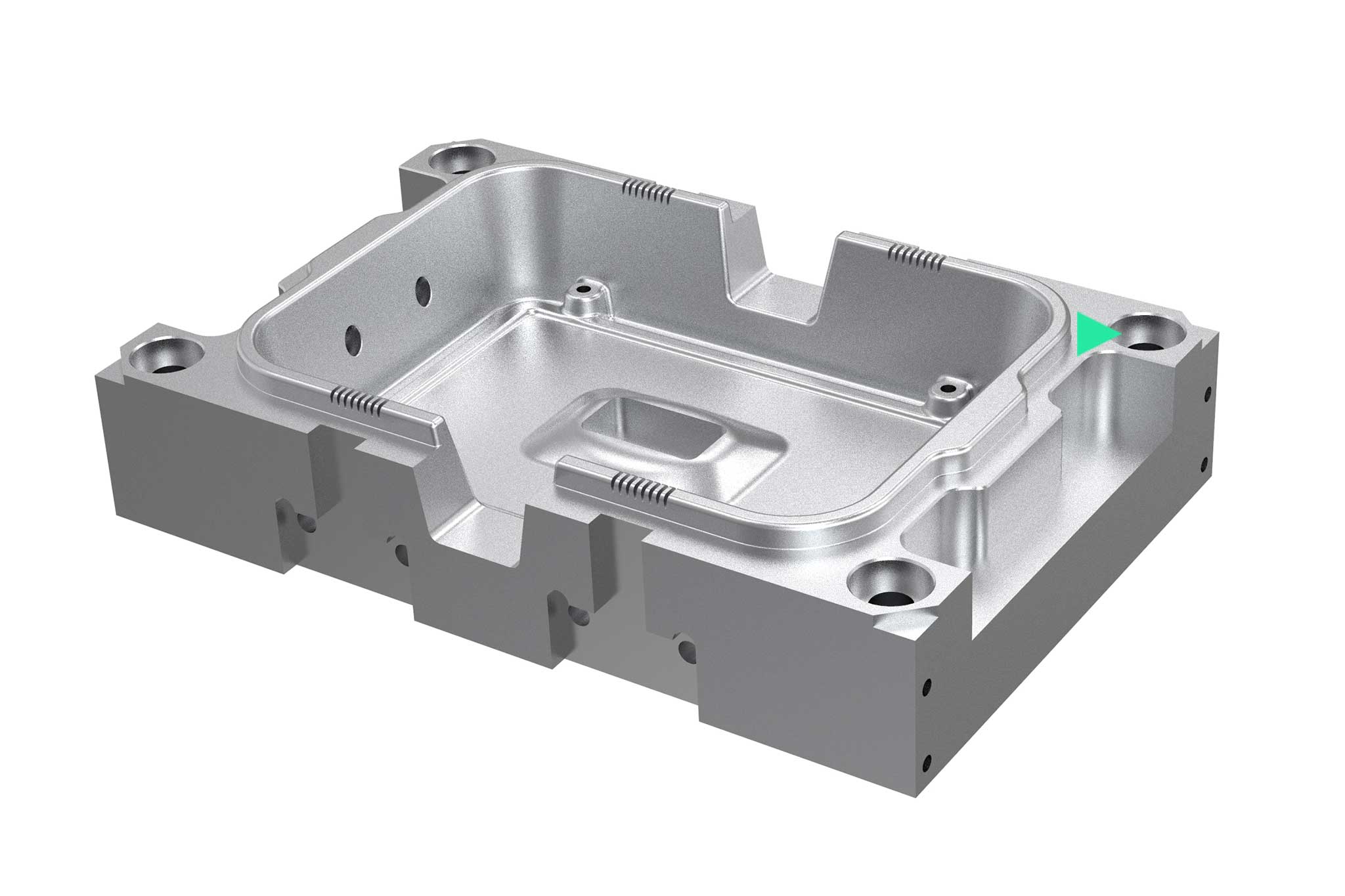
Plastic injection moulds and die casting moulds often have ribs and thin walls. Ribs, for example, are increasingly being milled, as this process is more cost-effective than EDM (spark eroding). As a rule, long or extra-long carbide tools with small diameters are used. Customer-specific solutions (RibCutter) to match the respective rib shape are also possible here.
Dans le domaine de la fabrication de moules et de matrices, il existe une grande variété d'opérations de perçage intégral : des grands perçages pour les colonnes de guidage aux perçages profonds pour le système de refroidissement, en passant par les perçages de haute précision pour les broches d'éjection. Pour les différentes étapes de fabrication, MAPAL propose une gamme complète d'outils de perçage et d'alésage.
Un système de gestion des achats optimisé est également essentiel pour organiser clairement les stocks d'outils.
2. Logistique des outils
L'usinage prend également en compte la rentabilité : les systèmes de distribution intelligents réduisent les temps morts de manière substantielle.
3. Ingénierie
Les spécialistes de l'usinage apportent leur aide pour concevoir les processus, notamment grâce à des simulations FAO, des conseils généraux et la mise au point de stratégies d'usinage rentables.
4. Mesure et ajustement
Grâce à leur précision et à leur facilité d'utilisation, les appareils de mesure et de réglage sont particulièrement utiles pour ajuster les outils.
5. Outils et serrage
Entre la broche à l'arête de coupe, MAPAL propose une gamme d'outils et de technologies de serrage exhaustive pour la fabrication d'outils et de moules.
6. Usinage
Usinage efficace et stratégies d'usinage adaptées avec un niveau technologique de pointe.
7. Numérisation et automatisation
Numérisation rapide et aisée : la c-Connect Box transmet numériquement les données de mesure du poste de réglage à la machine-outil. En outre, elle surveille l'état de la machine.
8. Re-affutage
Les clients obtiennent rapidement leurs outils re-affutés de haute qualité. Un service de collecte et de livraison est également possible.
Workflow d'ingénierie – De la théorie à la pratique
Trouver une solution parfaitement adaptée aux besoins du client, telle est l'ambition de MAPAL. En plus de solutions spéciales personnalisées et d'une large gamme de produits de base, des services complets sont disponibles pour optimiser l'ensemble du processus, de l'idée du produit au copeau. Les clients peuvent compter sur la longue expérience du leader technologique en matière d'usinage.
1. Demandes client
Les représentants de MAPAL se tiennent en permanence à disposition pour toute demande sur mesure. À travers un entretien personnel avec les clients, ils étudient les demandes concrètes et leur étendue (usinage partiel ou complet) et discutent des détails en s'appuyant directement sur le modèle 3D du composant.
L'équipe Fabrication des moules et des matrices MAPAL se réjouit de recevoir votre demande par e-mail et établit un contact direct le plus rapidement possible.
2. Analyse du projet
Sur la base de modèles 3D et de données de machine, les spécialistes analysent les opérations à effectuer et développent des stratégies d'usinage adaptées.
Les éléments de l'analyse de projet sont :
Suggestions pour toutes les étapes de l'usinage
Liste d’outils
Optimisation des processus
3. Conception des processus
Que l'accent soit mis sur la flexibilité ou la productivité, les experts en usinage simulent le processus à l'aide de modèles 3D pour ainsi identifier les potentiels d'optimisation. Ils vérifient et améliorent les paramètres d'usinage pour la programmation FAO et garantissent ainsi une fabrication à la fois sûre et rentable.
La conception des processus comprend :
L’analyse de la durée de vie du composant
La définition des données technologiques
La programmation FAO
4. Solution Outils
Le grand catalogue de base de MAPAL pour la fabrication des moules et des matrices propose des outils parfaitement adaptés à tout type d'application. Le cas échéant, des solutions sur mesure sont également disponibles.
Avantages pour l'utilisateur :
Large programme de base
Mise à disposition des données d'outils
5. Test des outils & offre
Une fois l'opération d'usinage clarifiée, MAPAL aide le client à utiliser les outils nécessaires au processus. Ce point est essentiel pour proposer une offre exhaustive et adaptée au cas d'application.
6. Collaboration
Les succès communs passés n’empêchent pas les spécialistes de MAPAL de rester en contact étroit avec le client. Si d'autres potentiels d'optimisation sont identifiés ultérieurement ou s'il s'avère que d'autres outils sont plus adaptés, MAPAL aide le client dans cette démarche afin de renforcer la productivité et la rentabilité.
Pour assurer une production efficace à long terme, MAPAL propose également des possibilités complètes de gestion des outils.
Options dans le domaine de la gestion des outils :
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.








































 1 / 8
1 / 8