Un alésage novateur pour les composants hydrauliques
Grâce à des forets pilotes et des alésoirs performants
MAPAL agrandit son portefeuille de puissantes solutions d'outils pour l'alésage de tiroir.

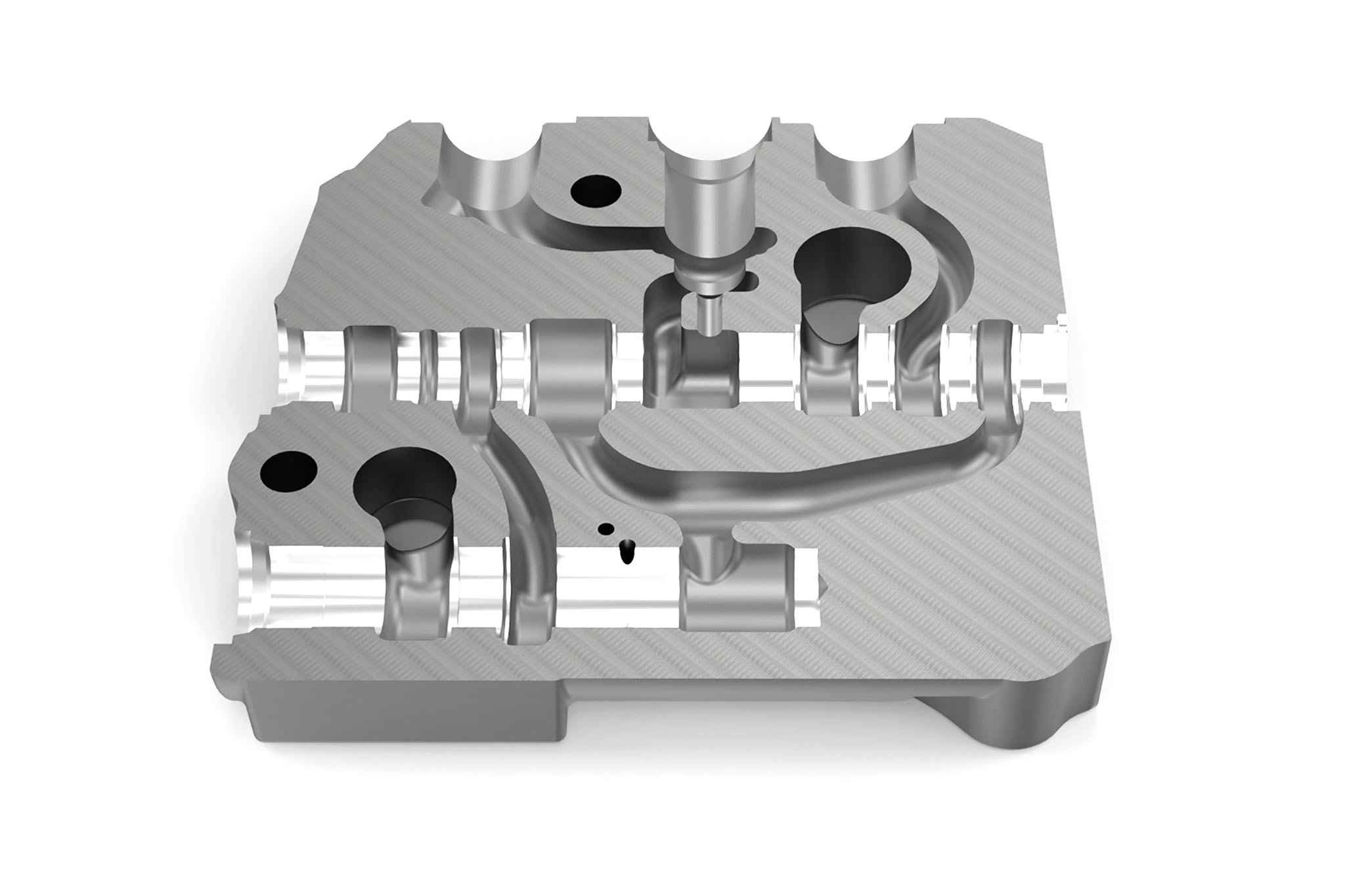
L'alésage de tiroir est un élément central des composants hydrauliques tels que les corps de valve ou les pompes à pistons axiaux. Leur usinage final avec outils d'alésage de précision fait depuis toujours partie des compétences clés de MAPAL. Fort de solutions d'outils pour l'ébauche, le spécialiste en outillage renforce sa position de partenaire technologique global. Les clients profitent d'un concept complet d'usinage clé en main, de la demi-finition à l'usinage de finition.
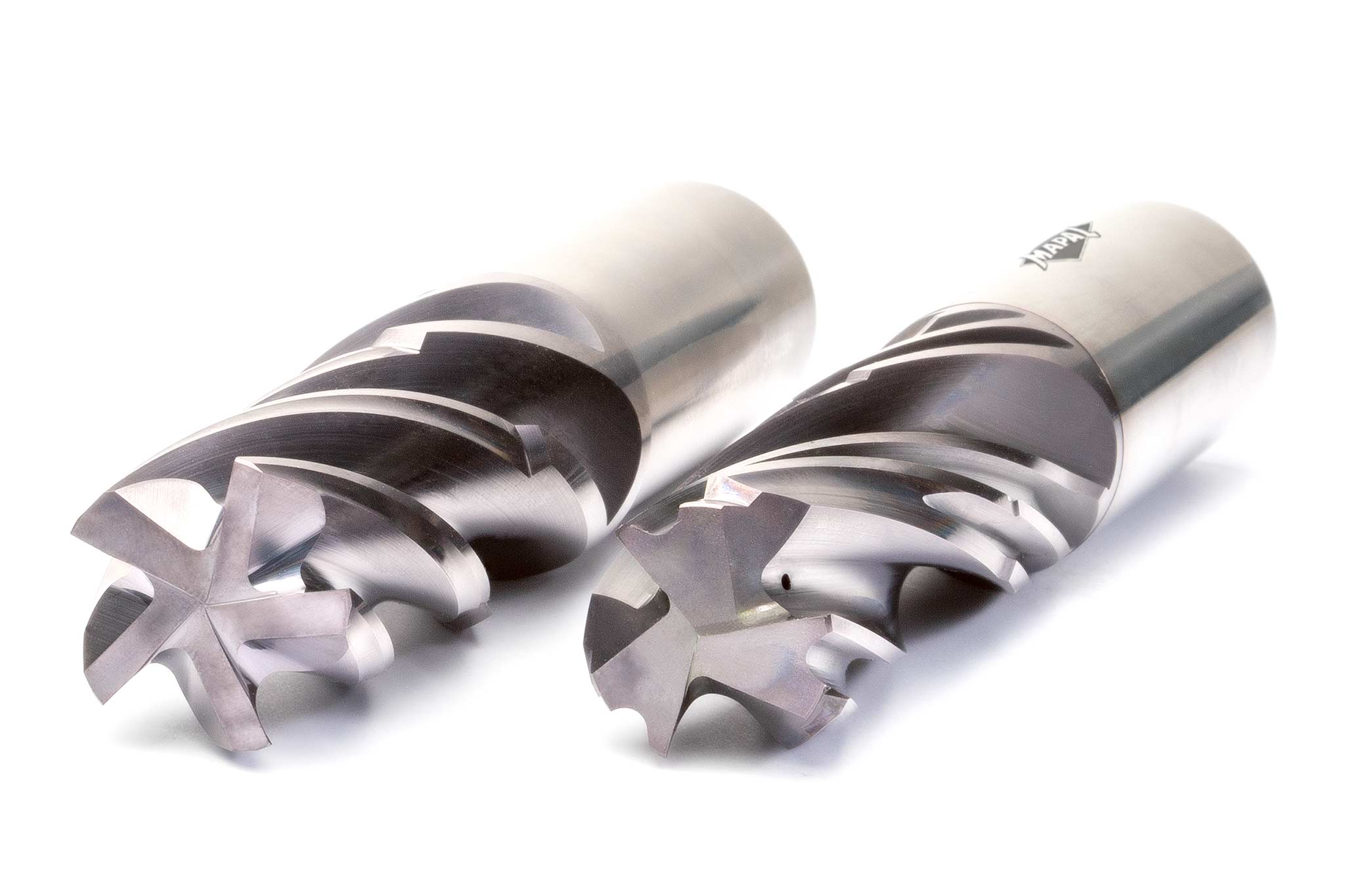
Ce faisant, l'attention est portée sur deux nouveaux outils: le foret pilote avec trois ou cinq arêtes de coupe pour différentes propriétés de fonte permet de réaliser un pilotage efficace et parfaitement rentable, réduisant de fait les opérations tout en évitant de changer d'outil. Si le foret à trois arêtes de coupe est utilisé pour les pièces brutes stables, celui à cinq arêtes de coupe est adapté aux pièces instables avec des résultats précis pour des avances élevées.
L'outil d'alésage carbure monobloc à trois arêtes de coupe s'appuie sur la technologie multi-listels de MAPAL, tout comme le foret à guides à trois arêtes de coupe. Cette technologie garantit un bon fractionnement des copeaux et empêche tout enroulement au moment de l'évacuation des copeaux et ce, même en cas de profondeurs de perçage allant jusqu'à 10xD. Un refroidissement interne ciblé permet d'atteindre des durées de vie élevées tout en augmentant la fiabilité des process.
Les deux outils sont parfaitement adaptés à l'usinage de finition ultérieur. La combinaison de process définis, de taux de rebuts réduits et de rentabilité maximale permet de créer des solutions novatrices dédiées à la technologie des fluides, le tout avec une valeur ajoutée mesurable pour le client.