Démarrer dans la fabrication des moules et des matrices
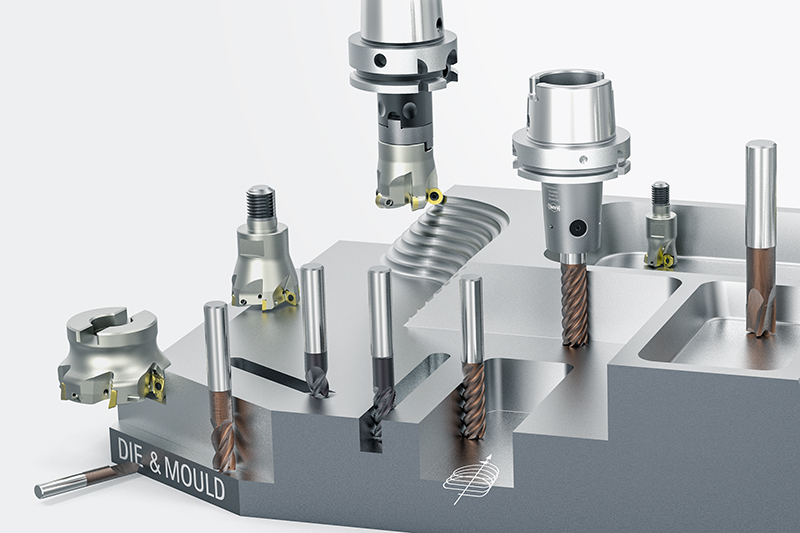
Ce sont précisément ces aspects qui sont à la base de la popularité de MAPAL dans divers secteurs, dont l'industrie automobile, le génie mécanique et l'industrie aérospatiale. Il est donc logique que le fabricant d'outils de précision propose désormais des solutions efficaces et économiques pour l'usinage complet de moules et de matrices. Les outils haute performance précis et polyvalents ainsi que les porte-outils spéciaux avec contours fins et concentricité précise réduisent les opérations de polissage et le réusinage au minimum grâce à une qualité de surface constante lors du fraisage. Ils permettent de réaliser des économies substantielles tout au long du processus.
Programme d'outils pour la fabrication de moules

































Components and workpiece material

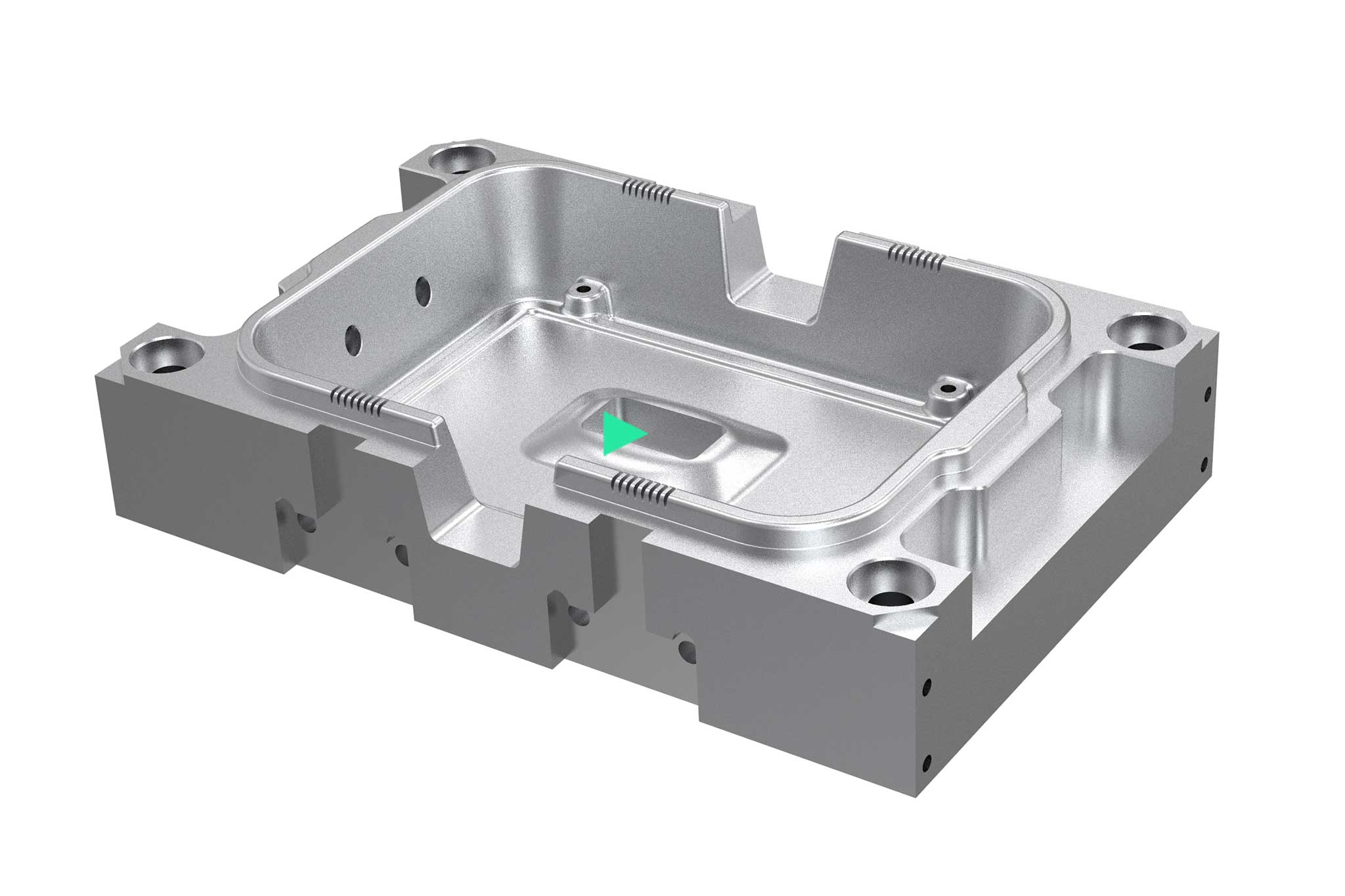
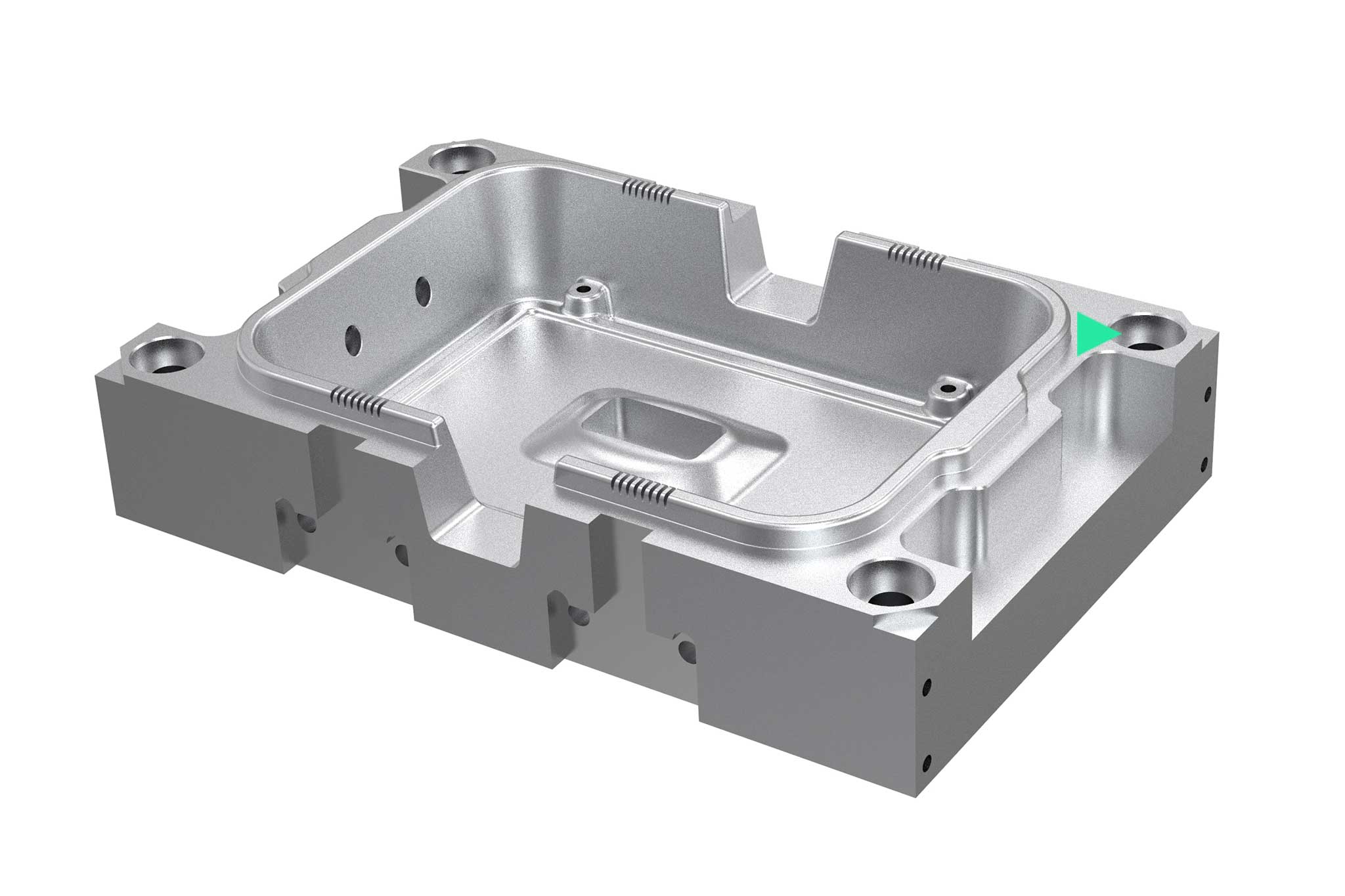
De la pieza sin tratar a la pieza terminada
-
 1 / 8
1 / 82D surfaces
On the one hand, this category includes machining processes carried out directly on the machine, such as face milling, milling of pockets and straight walls. On the other hand, it also includes operations for complex geometries that are programmed using CAM software.
Go to the product range for machining 2D surfaces -
2 / 8
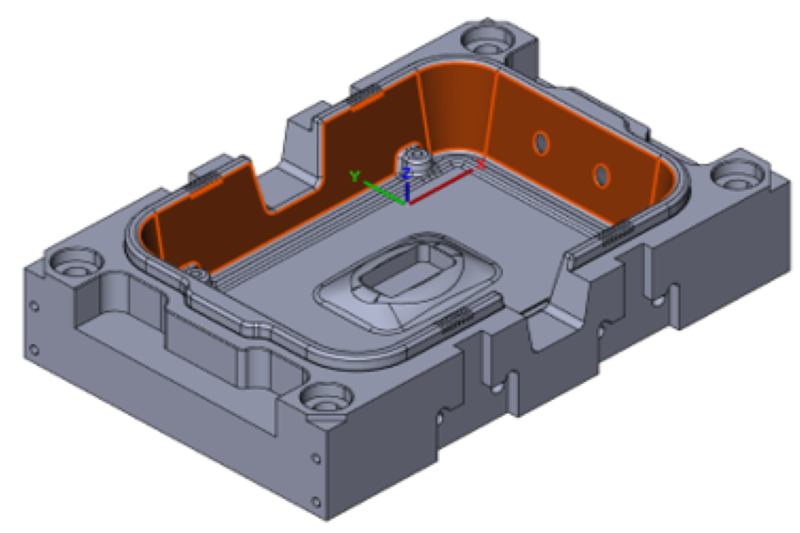
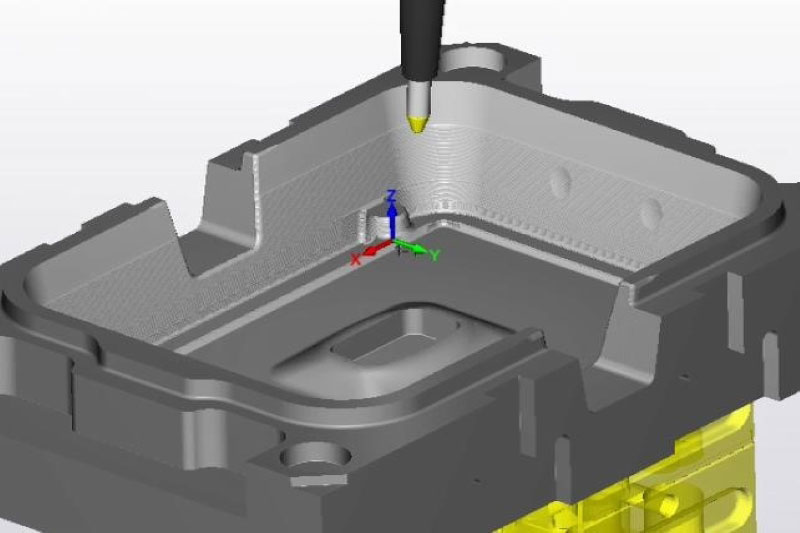
3D surfaces
In the die & mould sector, the manufacture of increasingly complex forms is part of everyday life. Continuous further developments in machine tools and CAM software raise performance and productivity to an ever higher level. The tools used must therefore always be state-of-the-art. To achieve optimum results, each design starts with a process analysis.
Go to the product range for machining 3D surfaces -
3 / 8
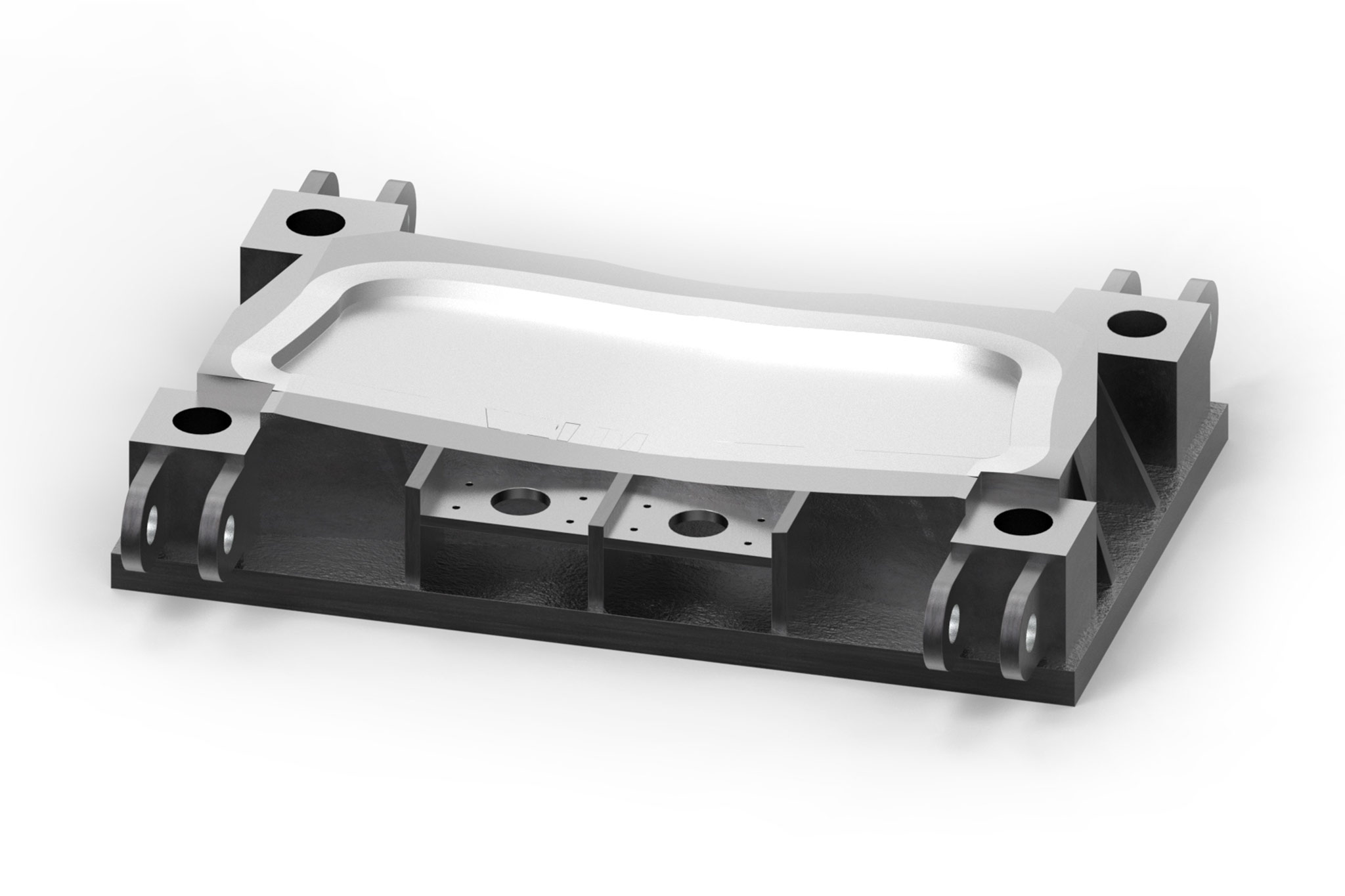
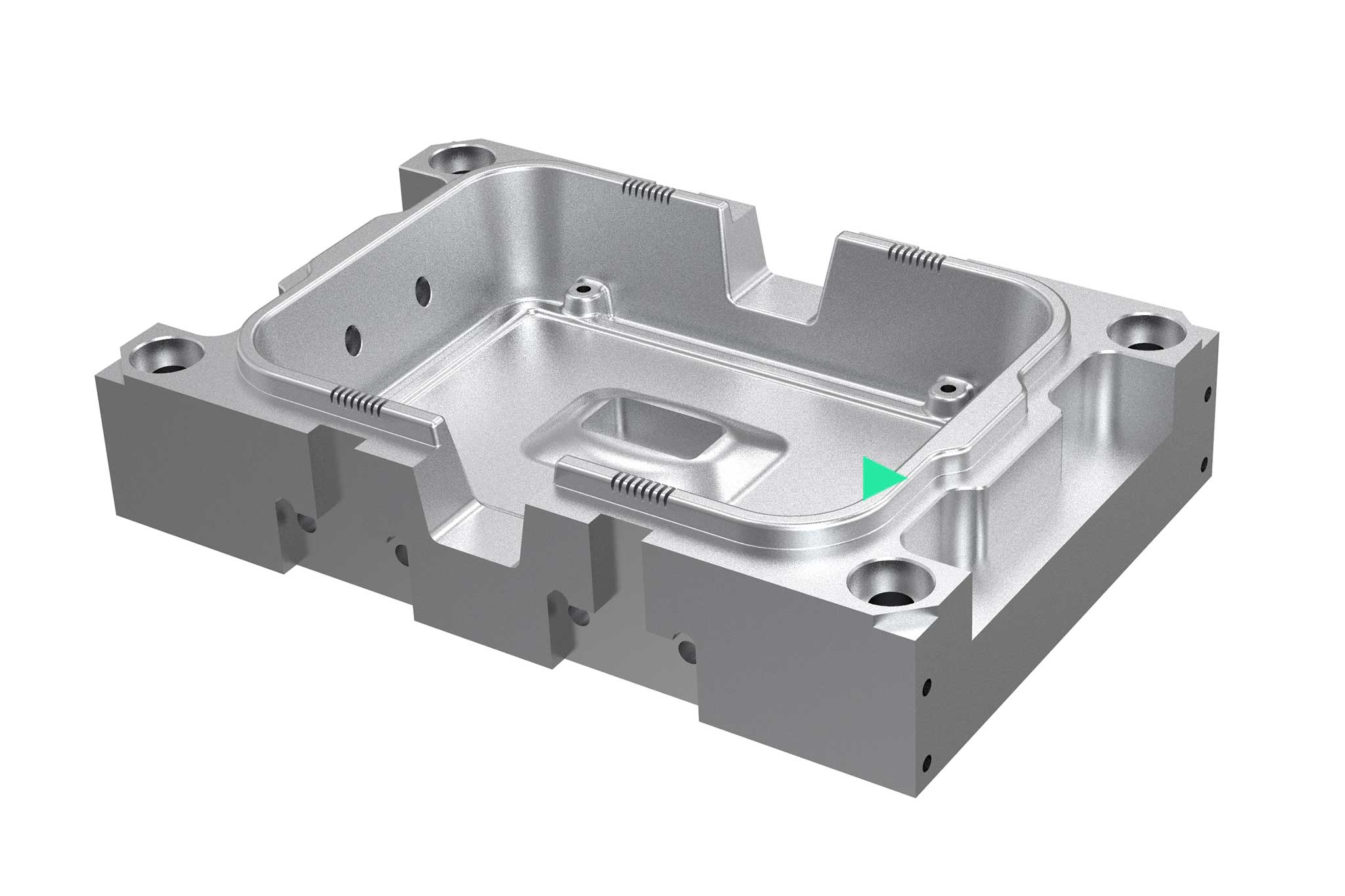
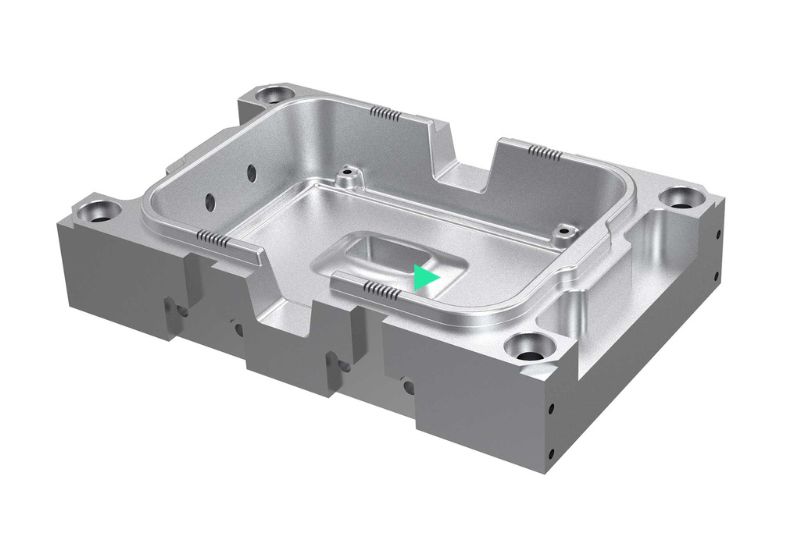
Open pockets
Mould inserts also have machining tasks that are required for casting or various attachment parts. Users are increasingly machining open pockets (circumferential machining) using trochoidal milling. This machining method helps to optimise machining times and to extend tool life.
Go to the product range for machining open pockets -
4 / 8
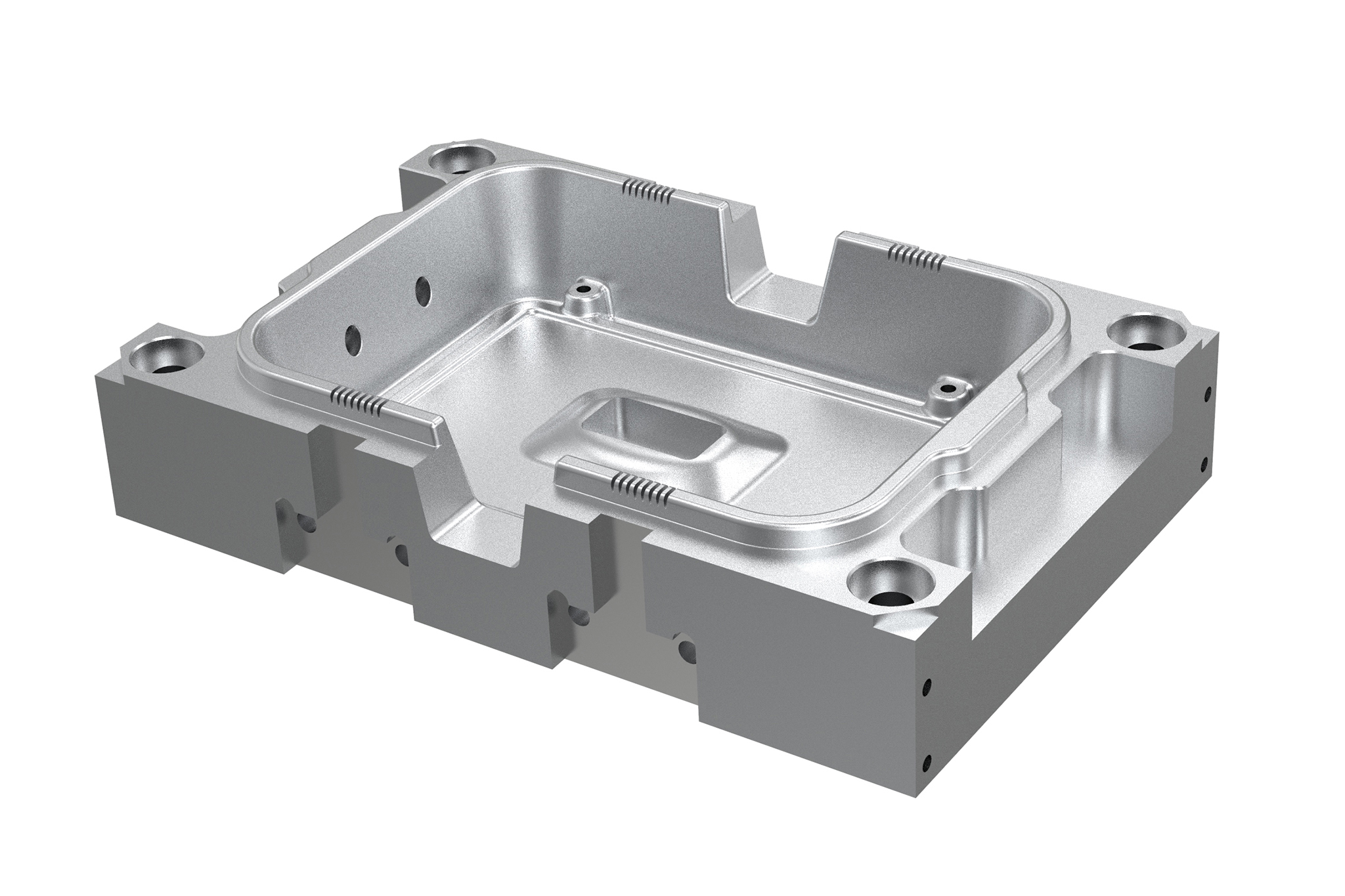
Closed pockets
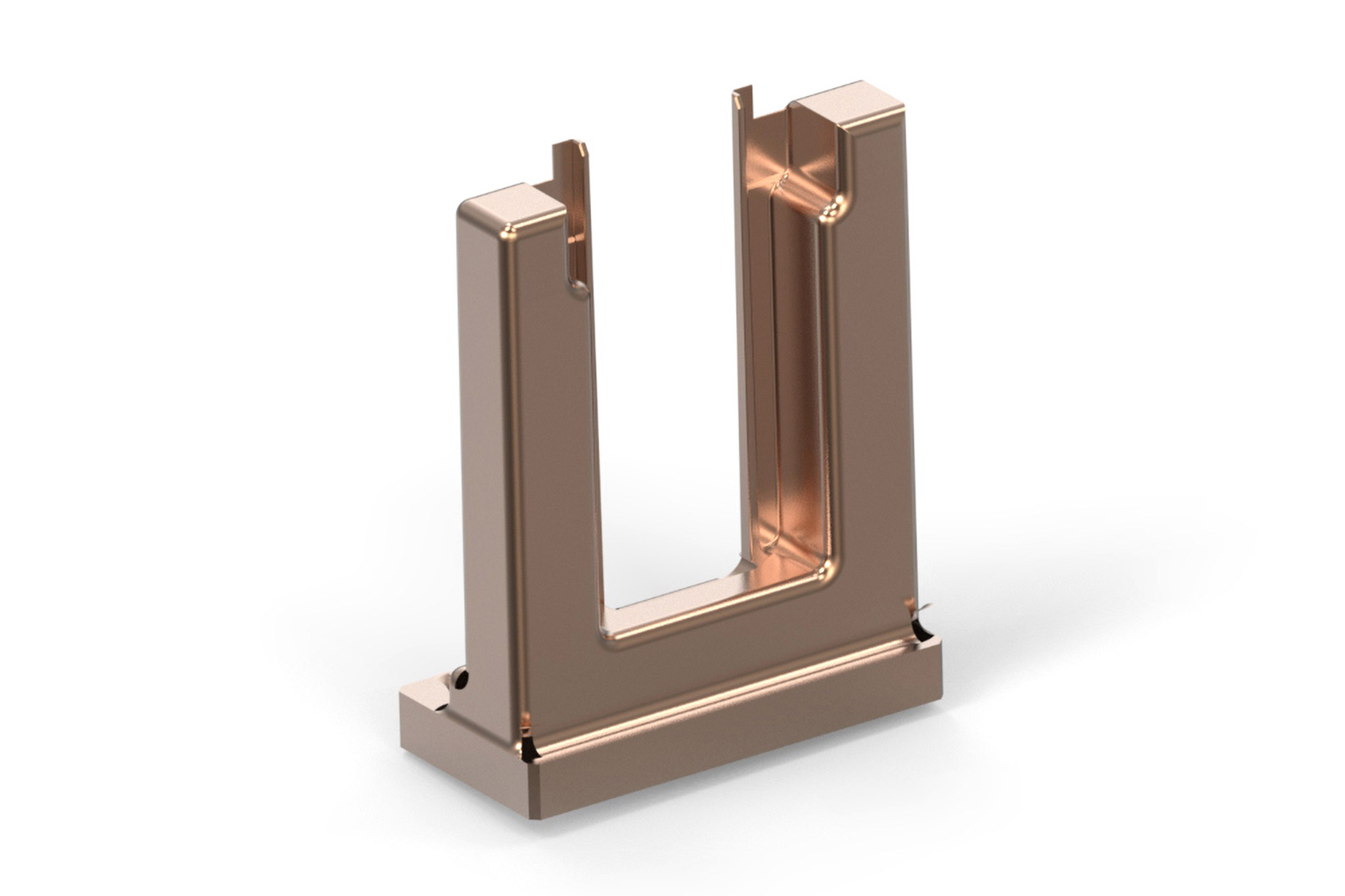
Closed pockets are usually produced by roughing in Z planes. When milling, a ramp is often selected as the machining entry. The tool selected depends on the depth of the walls and the mould incline to be generated on the component. MAPAL’s broad portfolio with modular systems also covers the machining of deep pockets with large diameters.
Go to the product range for machining closed pockets -
5 / 8
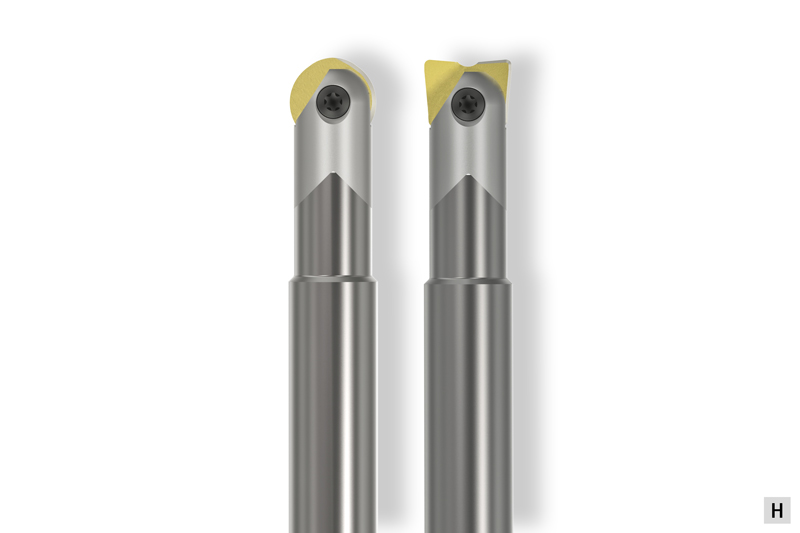
Helix milling
A major focus in milling operations is on reducing the machining time. With specific tool geometries for machining closed, round pockets, it is often possible to eliminate the pre-drilling process. With helix milling, milling paths are programmed with helical entrances that are suitable for pocket dimensions.
Go to the helix milling product range -
6 / 8
Even surfaces
Operations to create even surfaces occur very frequently and in different areas in the die & mould sector: It could be component-related, strategy-related due to the respective milling process or due to requirements for mould closing surfaces as well as sections and cutting dies. The right tool is then selected depending on the application and requirements.
Go to the product range for machining even surfaces -
7 / 8
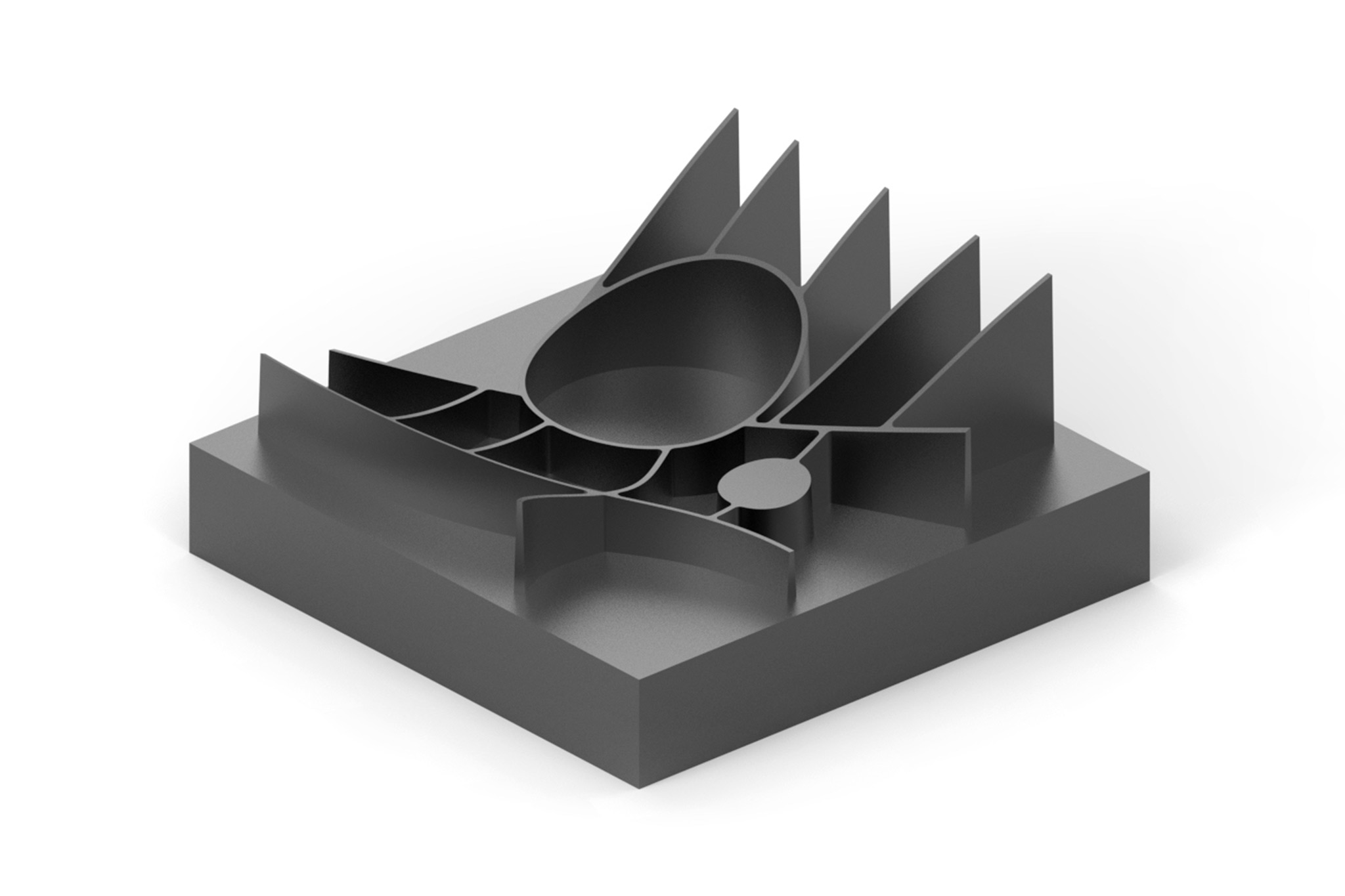
Thin walls and ribs
Plastic injection moulds and die casting moulds often have ribs and thin walls. Ribs, for example, are increasingly being milled, as this process is more cost-effective than EDM (spark eroding). As a rule, long or extra-long carbide tools with small diameters are used. Customer-specific solutions (RibCutter) to match the respective rib shape are also possible here.
Go to the product range for machining thin walls and ribs -
8 / 8
Small and large bores
There is a wide range of full bore operations in the die & mould sector: From large bores for guide pillars and deep bores for the cooling system to high-precision bores for ejector pins. MAPAL offers a comprehensive portfolio of drilling and reaming tools for the individual production steps.
Go to the product range for machining small and large bores




All from a single source







Engineering Workflow - From theory to practice


Further items about the die&mould area
-
13.04.2026
IMPULSE 86 has been published
In the current issue of the technology magazine IMPULSE, the main topics are the merger of the German sites and the aerospace sector.
-
02.12.2025
Large tool package for Mangner Zerspanungstechnik
MAPAL has equipped Mangner GmbH with a comprehensive tool package for drilling operations.
-
04.03.2025
CORMOL relies on milling cutters such as the OptiMill-3D-HF from MAPAL for tool making
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.


Our retail partners
Responsibility according to postcode areas
-
1 / 16
Postcode 35
FRITZ WEG GmbH & Co. KG
Ahornweg 41
35713 Eschenburg-WissenbachPhone: +49 2774 701-0
Fax: +49 2774 701-39
Email: info@fritzweg.de
Web: www.fritzweg.de -
2 / 16
Postcode 44
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
3 / 16
Postcode 51
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
4 / 16
Postcode 56, 57
FRITZ WEG GmbH & Co. KG
Ahornweg 41
35713 Eschenburg-WissenbachPhone: +49 2774 701-0
Fax: +49 2774 701-39
Email: info@fritzweg.de
Web: www.fritzweg.de -
5 / 16
Postcode 58, 59
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
6 / 16
Postcode 60, 61
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
7 / 16
Postcode 63 - 69
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
8 / 16
Postcode 70 - 73
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
9 / 16
Postcode 74, 75
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
10 / 16
Postcode 76 - 79
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
11 / 16
Postcode 80 - 87
AB1-Tools e.K.
Goethering 45
91732 MerkendorfPhone: +49 9826 333-2241
Fax: +49 9826 333-3691
Email: info@ab1-tools.com
Web: www.ab1-tools.com -
12 / 16
Postcode 88, 89
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
13 / 16
Postcode 90 - 97
AB1-Tools e.K.
Goethering 45
91732 MerkendorfPhone: +49 9826 333-2241
Fax: +49 9826 333-3691
Email: info@ab1-tools.com
Web: www.ab1-tools.com -
14 / 16
Danmark
EDECO TOOL APS
Naverland 2
2600 Glostrup
DanmarkPhone: +45 7060 2029
Email: info@edeco.dk
Web: www.edeco.dk -
15 / 16
Italy
TEKNOS S.r.l.
Via A. Pigafetta, 2
35011 Campodarsego (PD)
ItaliaPhone: +39 049 8877061
Email: info@teknositalia.it
Web: www.teknositalia.it -
16 / 16
Portugal
Álamo-Ferramentas Unipessoal Lda
Rua da ETAR, Lote 9
Zona Industrial de Oiã
3770-059 Oiã
Phone: +351 234 728-193
Email: geral@alamo-ferramentas.com