

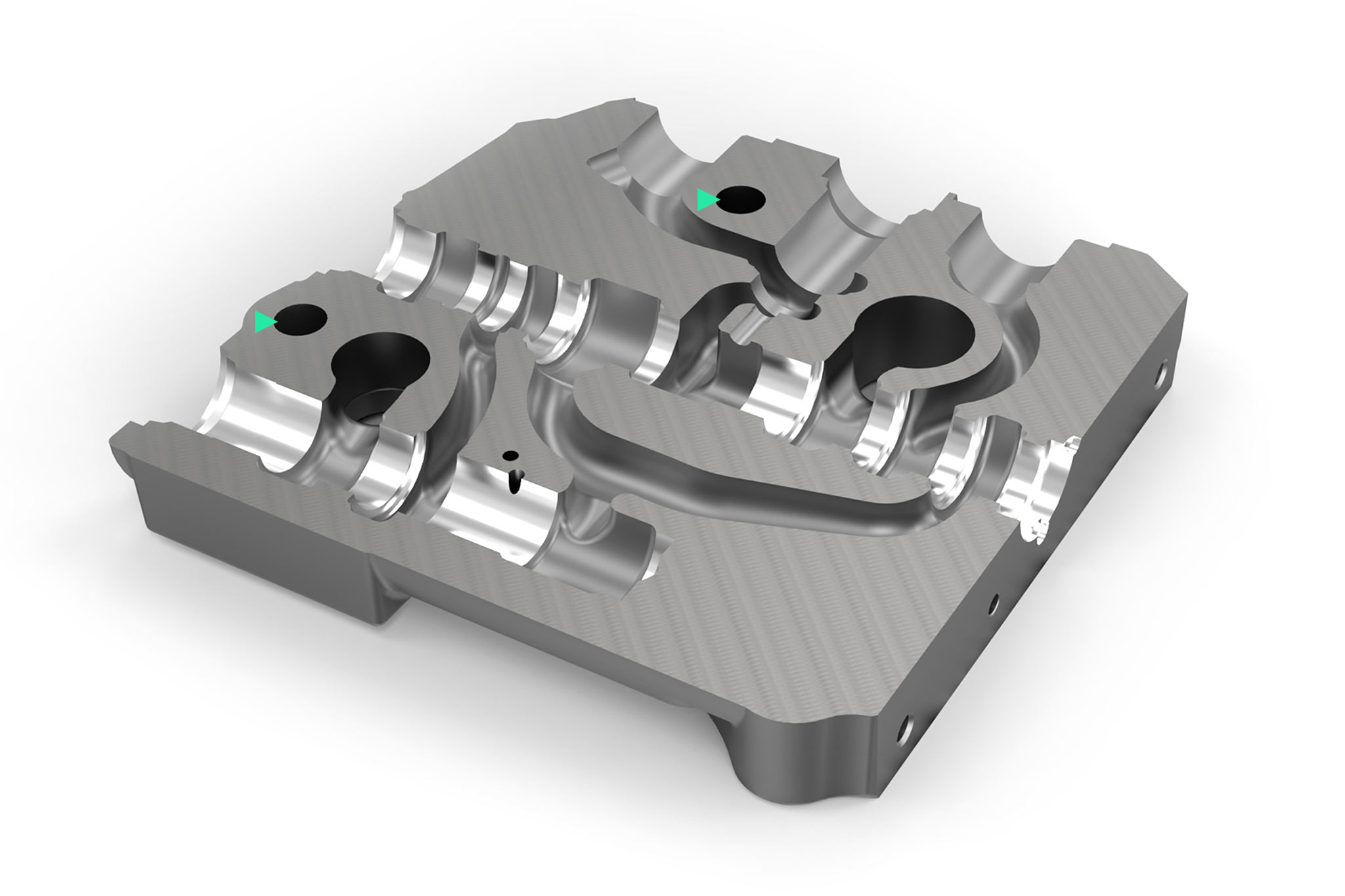
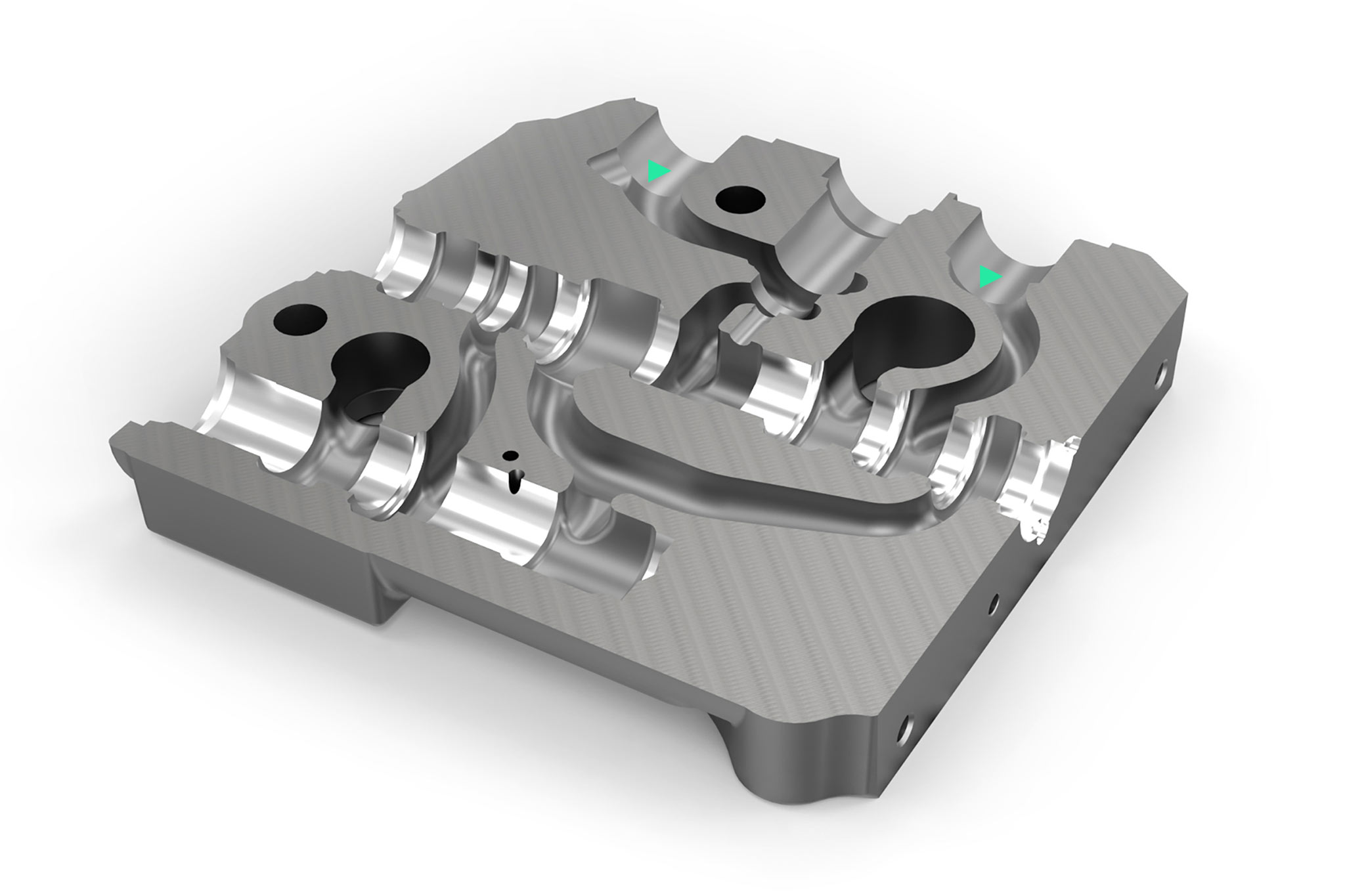
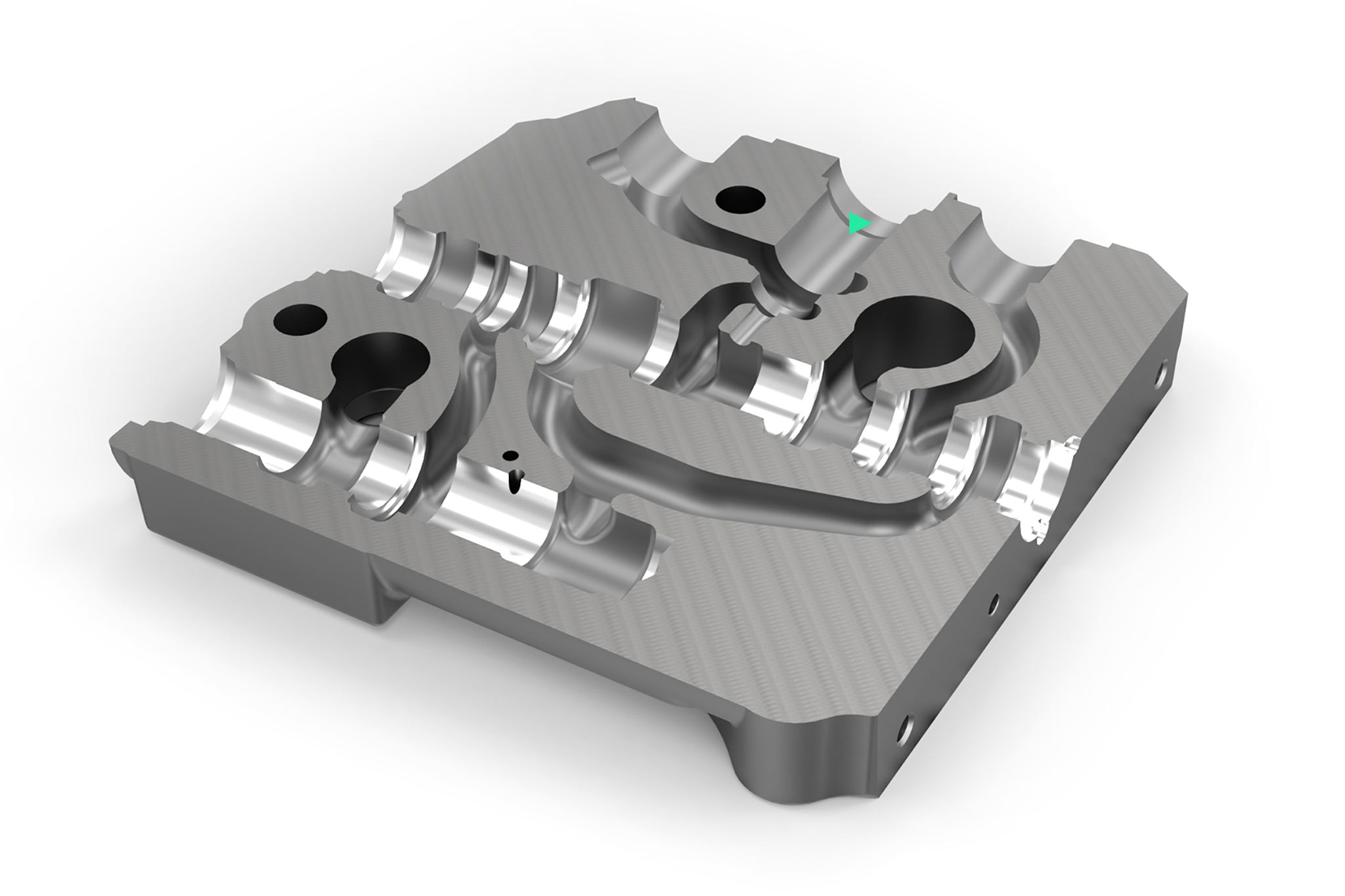
Hydraulic valve housing
Everything depends on the main bore. Manufacturing valve housings is the supreme discipline in the world of fluid power. For years, MAPAL’s expertise has been in demand for the spool bore. The gap dimension with the spool depends on the accuracy of this bore, so that the hydraulic oil can only flow in the required direction without leaking. This is very narrowly defined in modern hydraulic valves. The roundness, cylindrical form, straightness and surface finish of this bore are therefore crucial.

Machining requirements
- Fluctuating cast allowance situation
- Heavily interrupted cuts
- Avoid ring formation during boring and ensure safe chip removal from the housing
- Avoid macroscopic flaws on the control edges in the boring process
- Very high demands on form and position tolerance
- Constant stock removal before honing
- Take part variance and limited tool storage places in the machining concept into account
Control valves
方向控制阀是具有多个开关位置的采用机械或电子方式操作的阀门。根据控制滑块沿着控制刃口的指定位置,设置体积流量以运行连接的机具。独立压力天平(IDW)调节控制滑块流入控制刃口上的恒定负载压力梯度,从而在整个调节范围内实现独立于负载压力的体积流量控制,即使在并联运行(负载补偿)时亦是如此。系统必须无泄漏,以防止负载意外下降,即使在并联运行时亦是如此。
钻削加工


Solutions d'application
1 – Petites et moyennes séries avec outils fixes
Situation initiale du client
Corps de valve EN-GJS-400-15 – Alésage de tiroir
- Commandes individuelles, petites et moyennes quantités
- Pas de possibilité de régler l’outil
- Temps de passage moindre requis
- Taux horaire élevé des machines
- Processus de pierrage d’expansion stable disponible
- Concept d'outil adapté à plusieurs variantes de composants
2 - 使用固定和可调刀具实现大批量
3 - 小批量 - 通过使用组合型刀具减少刀具更换次数
4 - 在加工中心上的灵活珩磨
Situation initiale du client
Corps de valve EN-GJS-400-15 – Alésage de compensation / Usinage de pierrage
- Exigence de réduction des frais annexes
- Centre d'usinage existant transformé en TOOLTRONIC
- Usinage de pierrage pour la construction de prototypes, ainsi que pour les petites et moyennes séries
- Exigence d'économiser le processus de pierrage sur une machine séparée
5 – Toolmanagement
Situation initiale du client
Corps de valve EN-GJS-400-15 – Alésage intégral
- Vaste stock
- Déroulement des processus dans la salle de réglage non optimal et qualité des données incomplète
- Transparence de coûts insuffisante
- Un taux de rotation élevé en raison d'un manque général de personnel qualifié
- Problèmes avec les ruptures d’outils
- Coûts d’outils élevés
Solutions d'outils
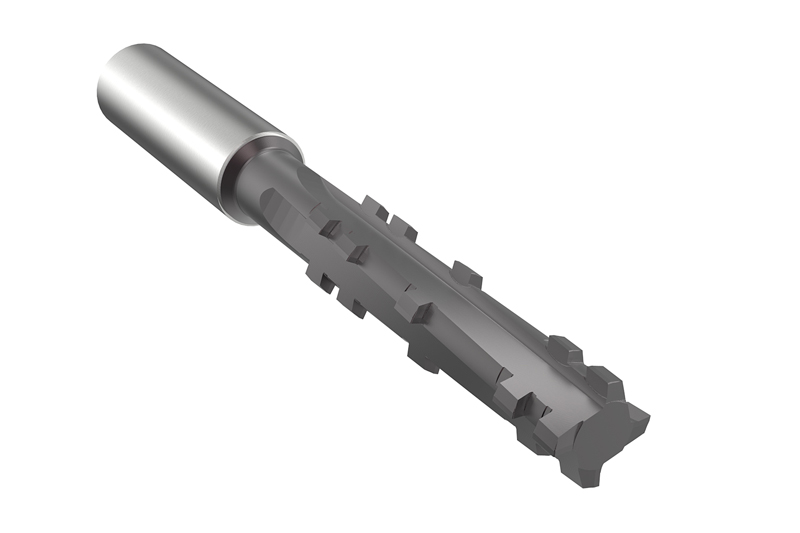
Perçage pilote et alésage



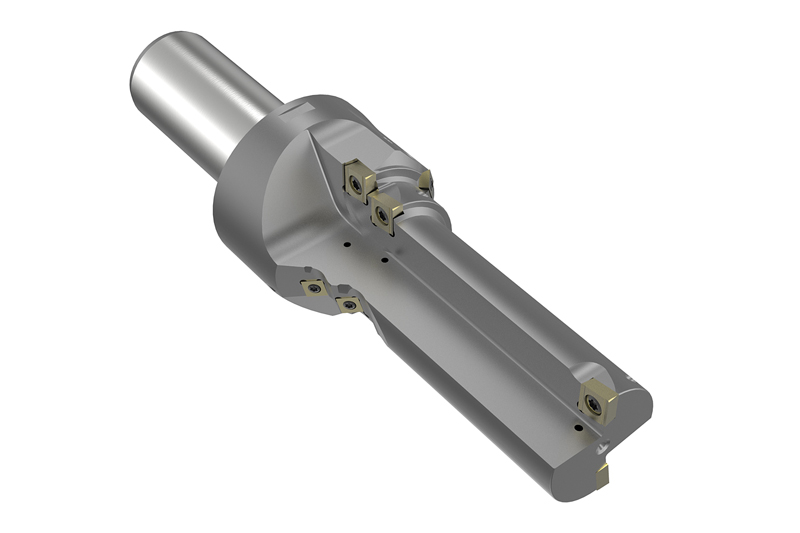
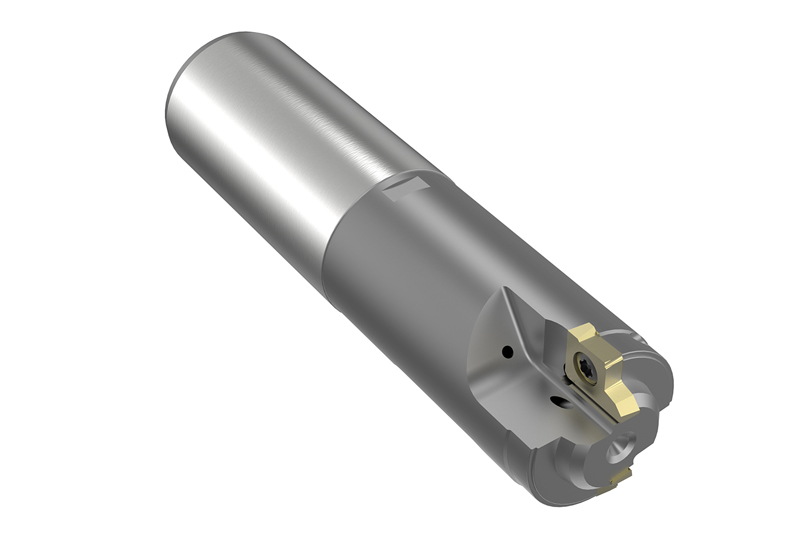
Control edge machining

Reaming and fine boring



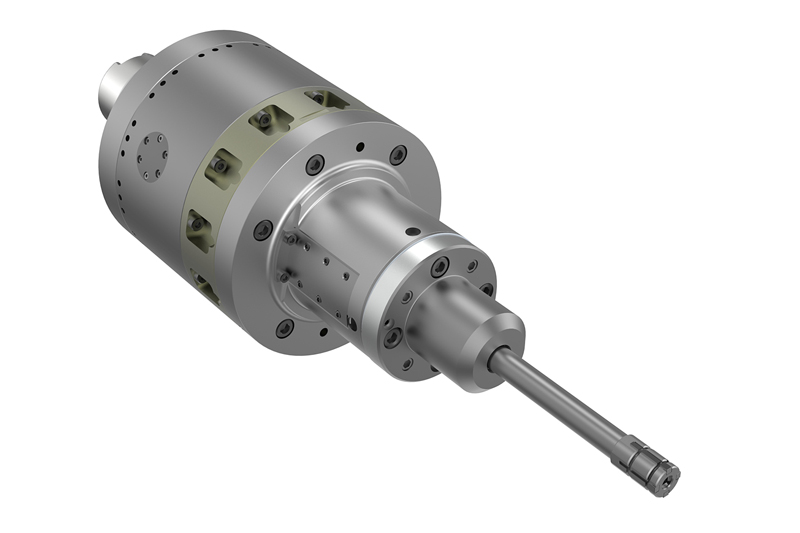
Usinagem de acabamento por brunimento
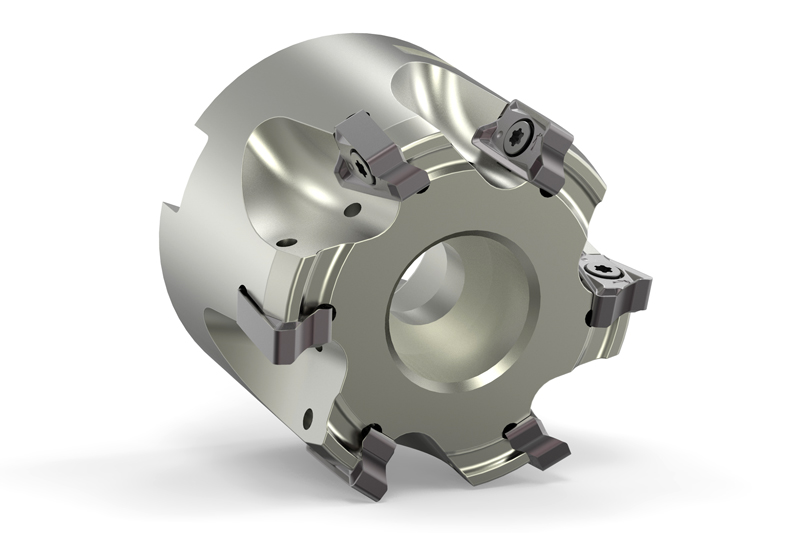
Fresamento


Fixação


