
小批量 - 通过使用组合型刀具减少刀具更换次数
阀门外壳 EN-GJL-300 – 滑块钻孔
客户的初始情况

- 小批量
- 可以设置刀具
- 刀具更换次数过多/太频繁
- 每小时的机床费率高
- 由于刀杆珩磨流程而需付出较高的费力
解决方案的特性
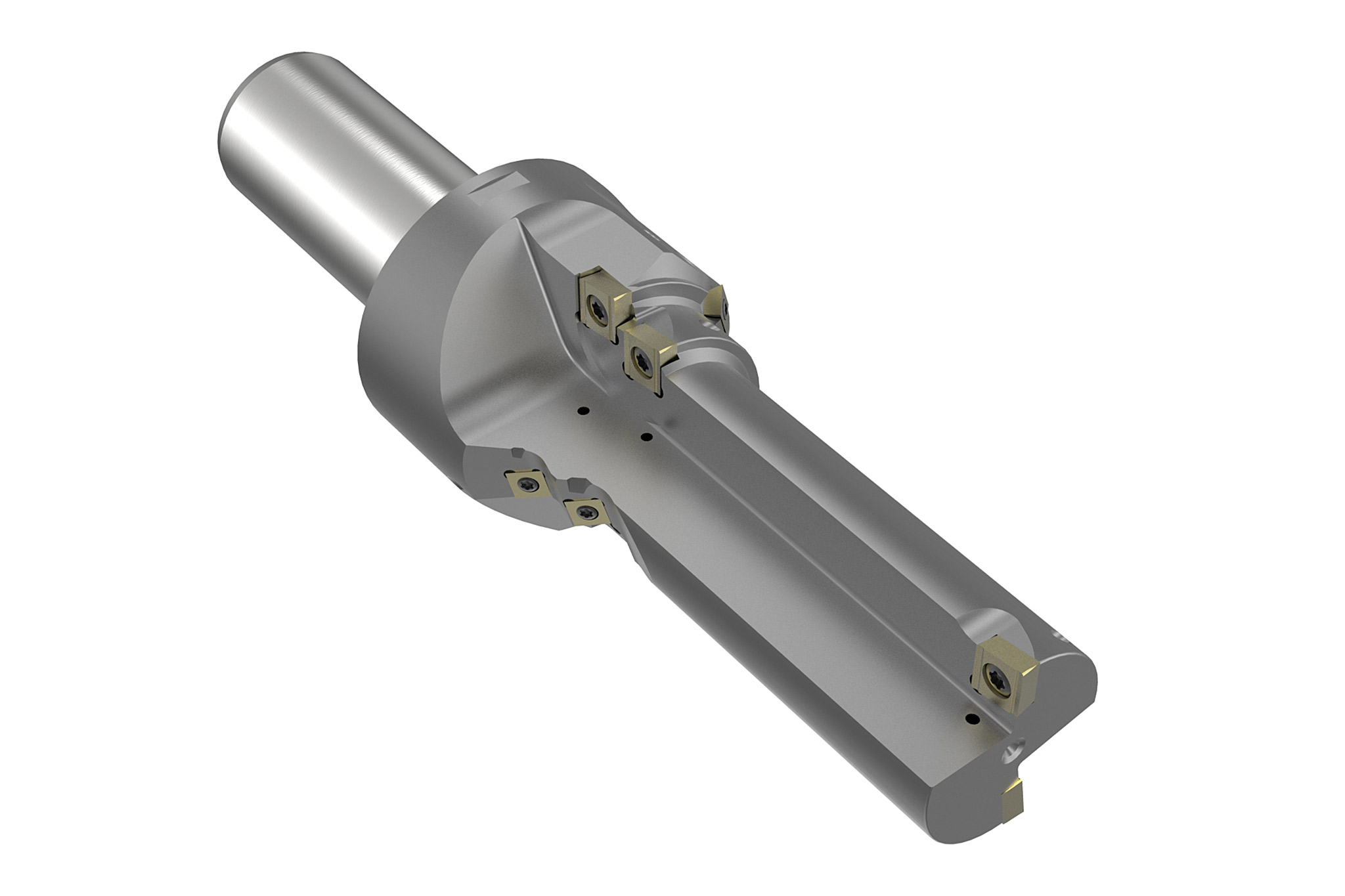
- 带有可转位刀片的多级镗刀减少了换刀次数
- 在一次“装夹”即可完成轮廓。
- 精镗刀具产生最高质量的孔,并通过从两侧进行预加工来补偿孔的轴偏移
滑块钻孔
1.打导向孔和镗孔
- 带有径向和切向可转位刀片的多级镗刀
- 一次装夹即可完成滑块钻孔的预加工和轮廓

2.控制刃口加工
- 整体硬质合金型材模具
- 最高精度和控制刃口的表面质量
- 定义的控制刃口无破裂现象

3.精镗
- 带有可调转位刀片和导向板条的精镗刀
- 很适合非常精确和长孔的腹板加工
![ANNUAL PRODUCTION COSTS OF THE COMPENSATOR BORE [€]](/medias/sys_master/root/h31/h1c/9043461046302/Grafiken_EN-14/Grafiken-EN-14.jpg)
优点
- 采用带有可转位刀片的多级镗刀、控制刃口加工和精镗的解决方案实现最佳协调工艺流程
- 最高精度和工艺可靠性
- 珩磨工作减少并由此节省了成本