
Brunimento flexível no centro de usinagem
Corpo de válvula EN-GJS-400-15 – Furo do compensador/brunimento
Situação inicial no cliente

- Requisito para reduzir custos dos acessórios
- Centro de usinagem existente convertido para TOOLTRONIC
- Brunimento para construção de protótipos, bem como produção em pequena e média escala
- Requisito para salvar o processo de brunimento em uma máquina separada
Características especiais da solução
- Um eixo NC completo integrado na máquina
- Menor tempo de produção e de prazo de entrega
- Melhor qualidade superficial
- Maior precisão de contorno
Furo do compensador

Usinagem de acabamento por brunimento
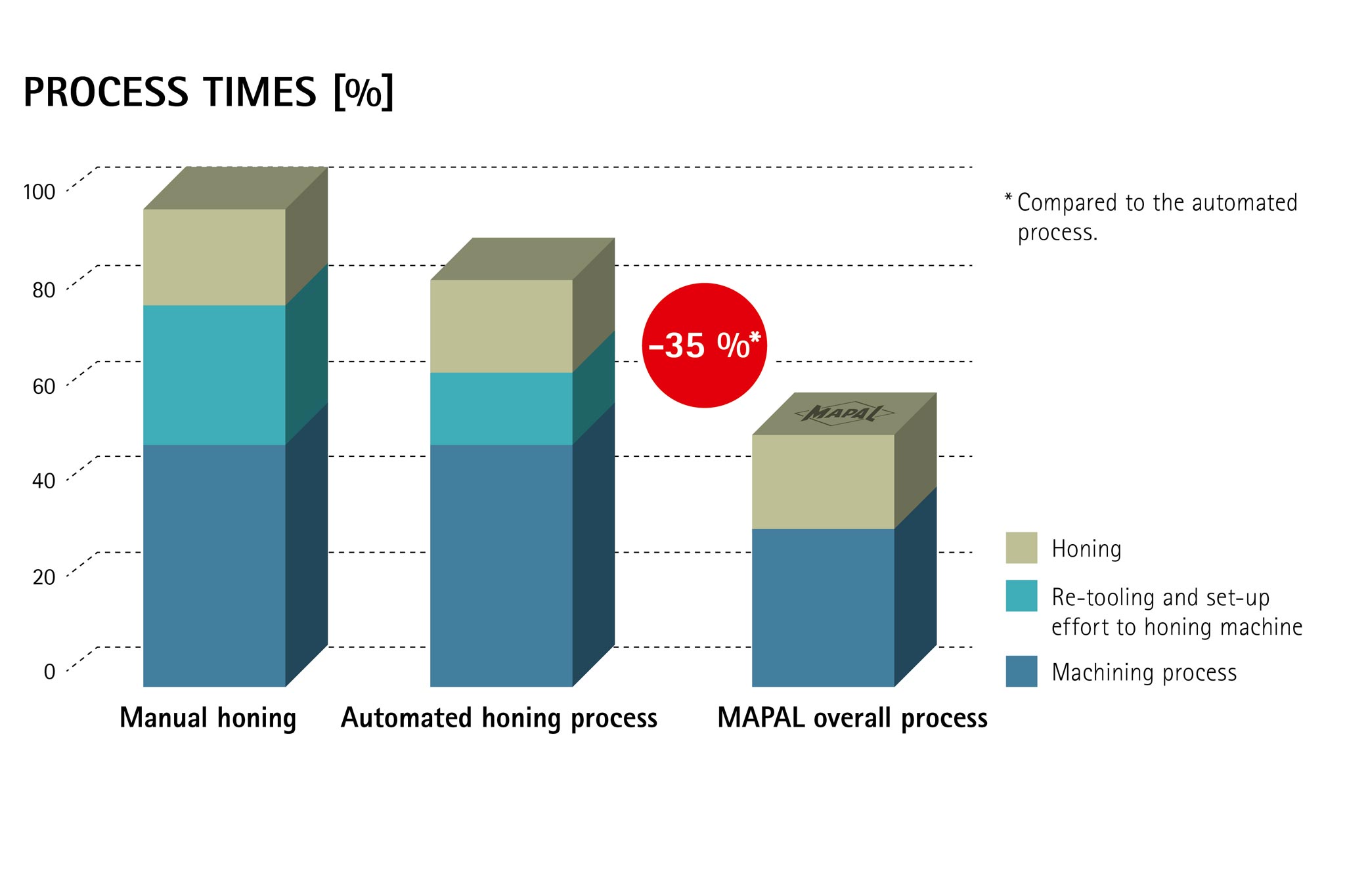
- Redução significativa nos tempos de produção e de ciclo
- Maior precisão de contorno
Brunimento com TOOLTRONIC
A usinagem com a MAPAL TOOLTRONIC permite alcançar uma alta qualidade superficial e precisão dimensional com tolerâncias de fabricação mais rígidas, bem como alta flexibilidade na produção. O desgaste das barras de brunimento é compensado de forma confiável por um movimento de acionamento muito sensível e altamente preciso (sistema EAT).
MAPAL TOOLTRONIC: Estrutura e vantagens
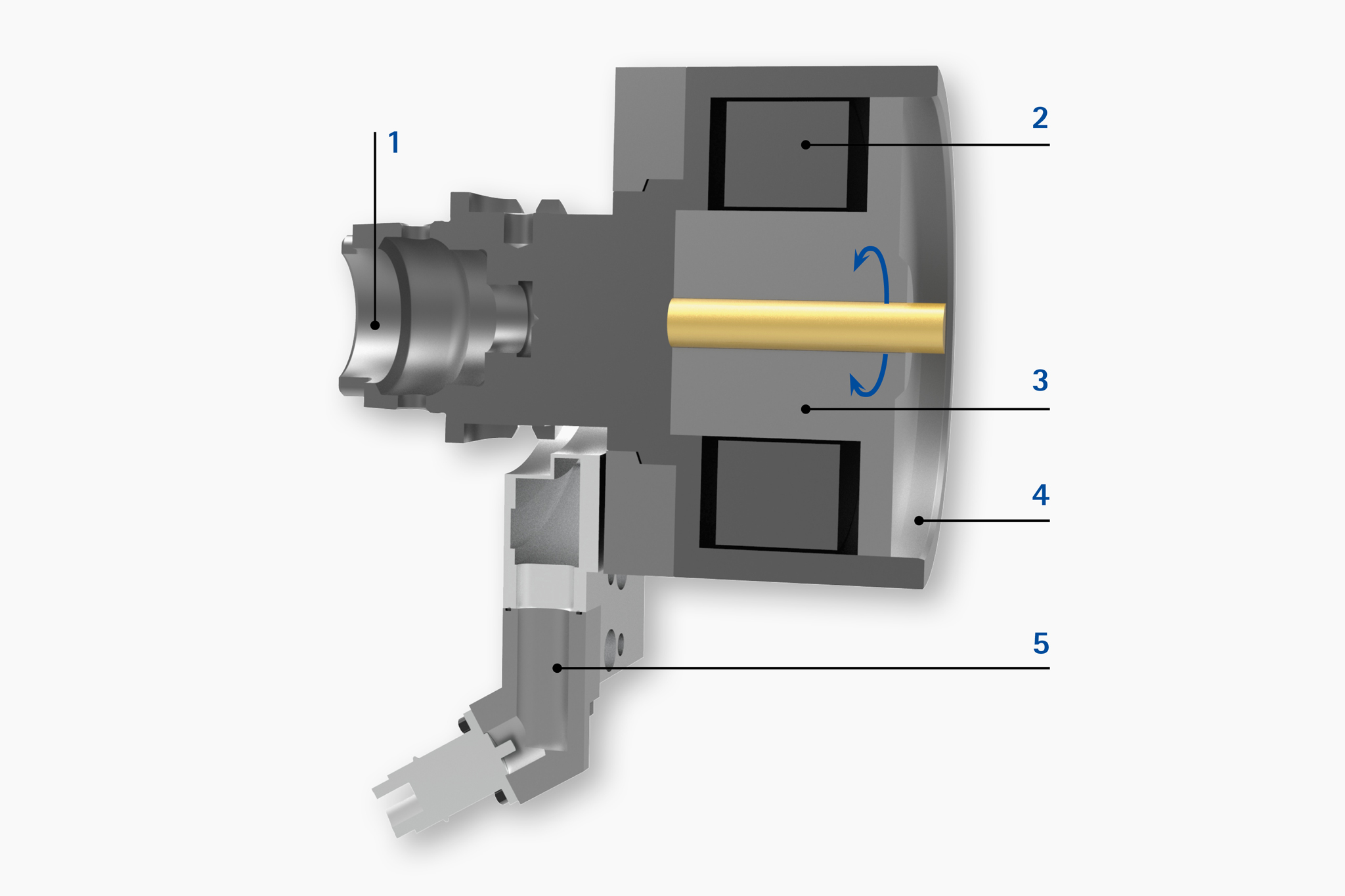
Estrutura TOOLTRONIC para centros de usinagem:
- Interface da máquina
- Eletrônica
- Unidade do motor com um ponto de conexão definido
- Interface modular
- Estator (unidade permanente)
VANTAGENS DESTE BRUNIMENTO:
- Tolerâncias de fabricação muito rígidas, bem como flexibilidade na fabricação
- Alta qualidade superficial e precisão dimensional
- Grande potencial de economia e qualidade para protótipos, produção em série de pequena e média escala
- Retrofitar a maquina é demorado, por isso não é necessário
Vantagens
- Tolerâncias a serem alcançadas: Precisão do diâmetro IT 6 e circularidade < 5 μm
- Torneamento com a peça estacionária, firmemente fixada
- É possível fazer formas arredondadas, sem rebarbas
- Número baixo/reduzido de ferramentas especiais
- Sistema de baixa manutenção graças à ferramenta de controle excêntrico (sistema EAT)
- Quase todos os centros de usinagem podem ser convertidos para a tecnologia MAPAL TOOLTRONIC
- Erros de reaperto devido à conversão para uma máquina de brunir são eliminados
- O processo completo do furo do compensador pode ser mapeado pela MAPAL (maior eficiência econômica e confiabilidade do processo)