電気駆動
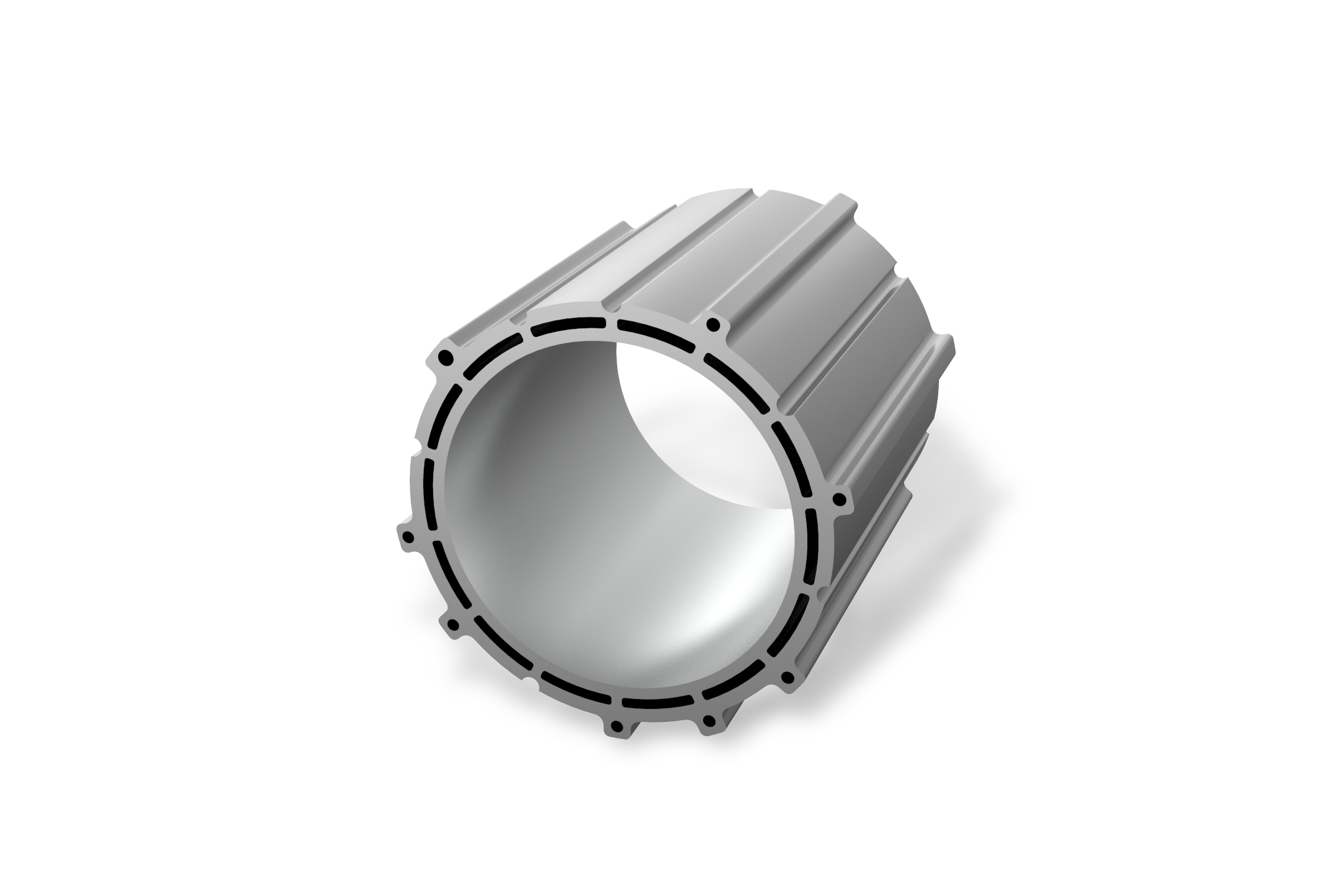
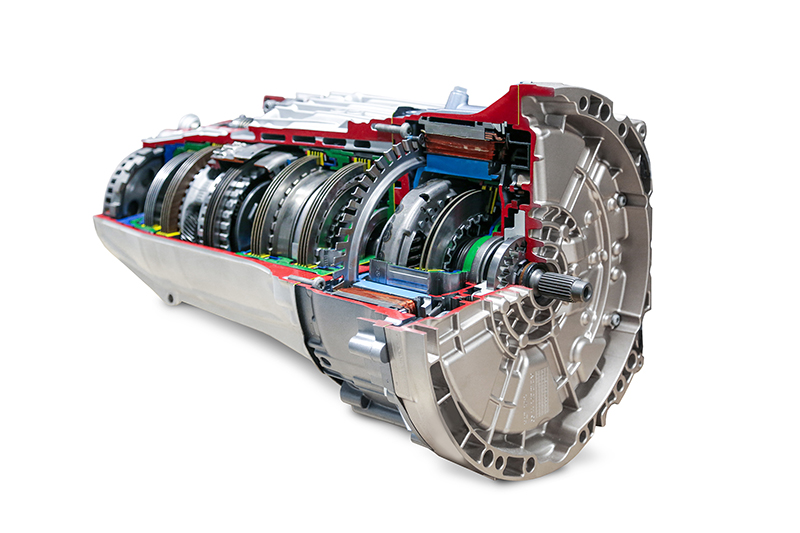
自動車メーカーやサプライヤーは、eモーターの製造パーツに関して新たな課題に直面しています。eモーターハウジングの例を見ると、この問題がいかに大きいかが分かります。ギアボックスハウジングと比較して、精度が電動モーターの効率に決定的な影響を与えるので、はるかに狭い許容範囲内で製造せざるをえません。
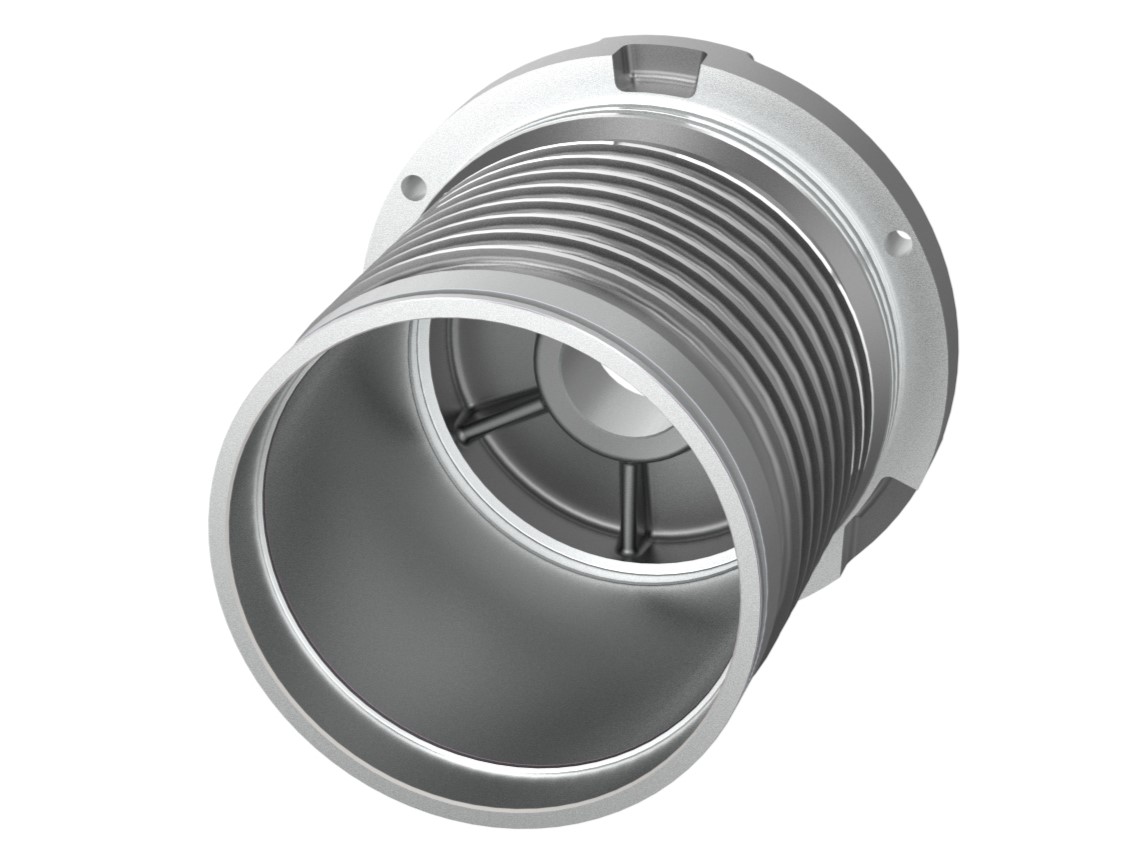
さらにeモーターハウジングは、例えば一体型冷却チャネルのような特殊な設計により、ギアボックスハウジングよりもはるかに薄くなっています。これらのハウジングのいくつかにおいては、さらに鋼材のベアリングレースが押し込まれています。ツール内の特殊な保護シールドにより、加工中にスチールの切り屑がアルミニウムの表面に接触して損傷することはありません。
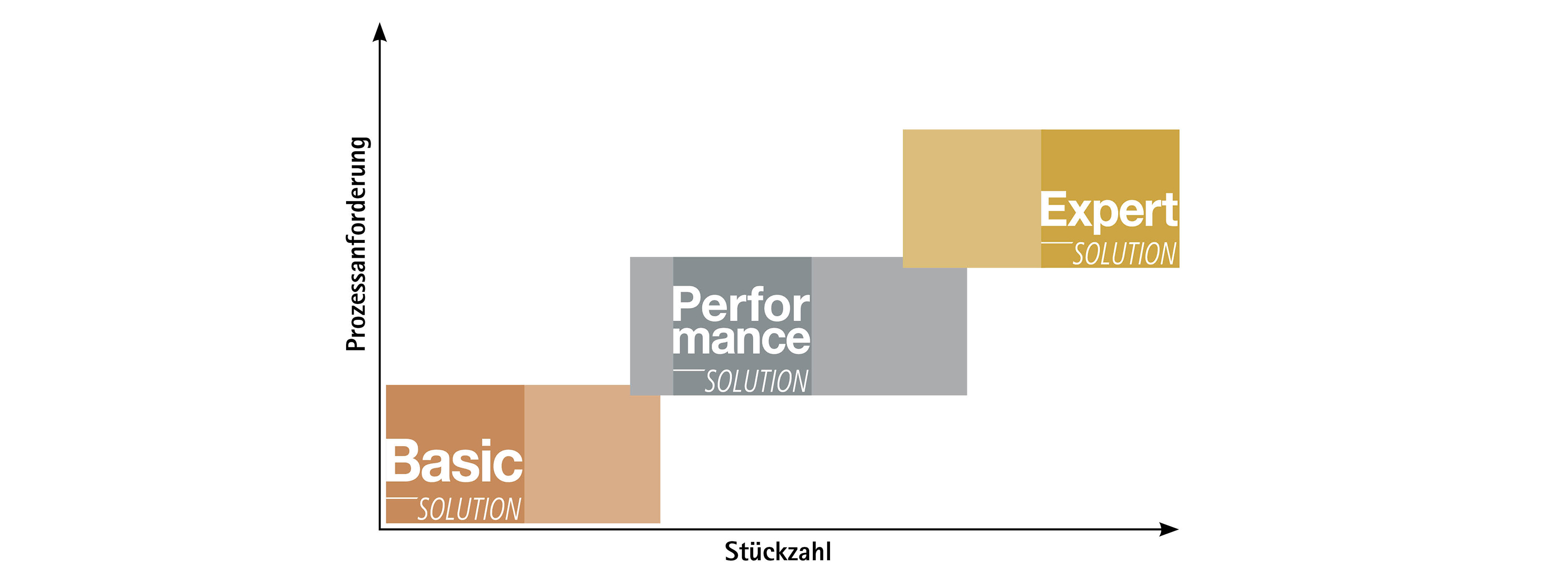
さまざまなハウジングタイプの機械加工条件&特性


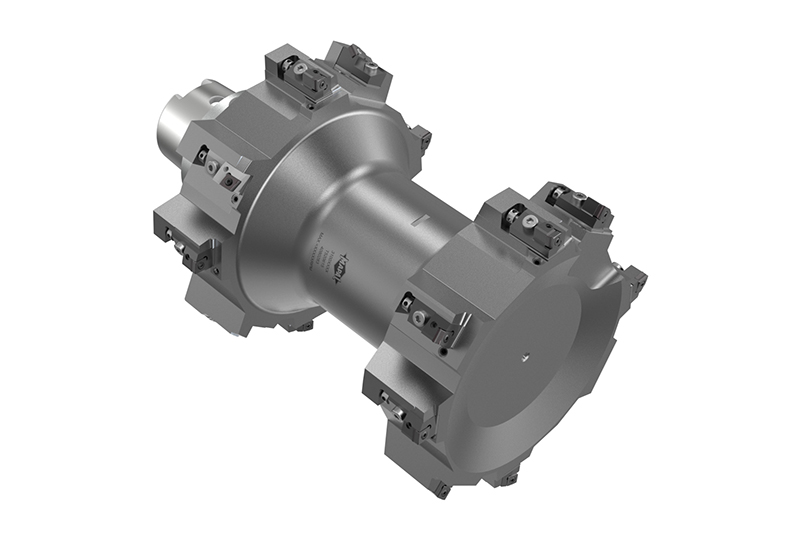
Procedura di base per la lavorazione del corpo statore
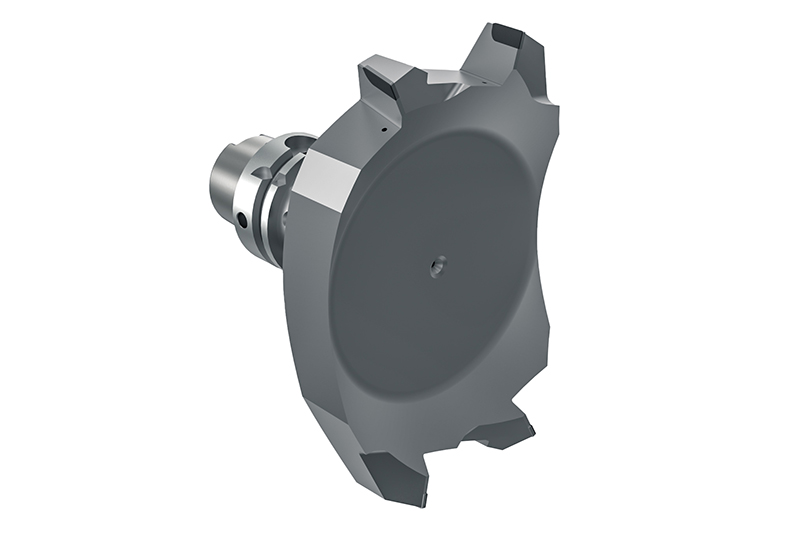
Sia il processo di lavorazione sia gli stessi utensili vengono realizzati a seconda della situazione dimensionale, dell’impianto industriale e del sistema di serraggio. Questo mantiene le forze di taglio che agiscono sul componente al livello più basso possibile. La suddivisione della lavorazione del foro statore avviene in tre passaggi: prelavorazione, semifinitura e lavorazione di precisione.

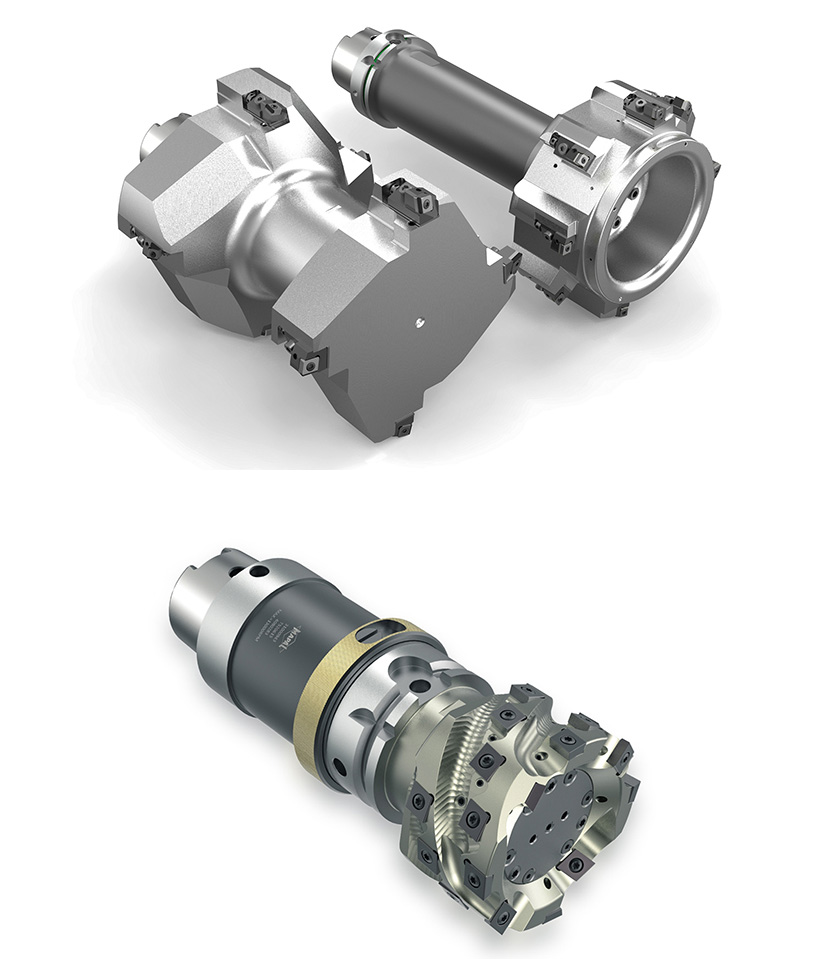
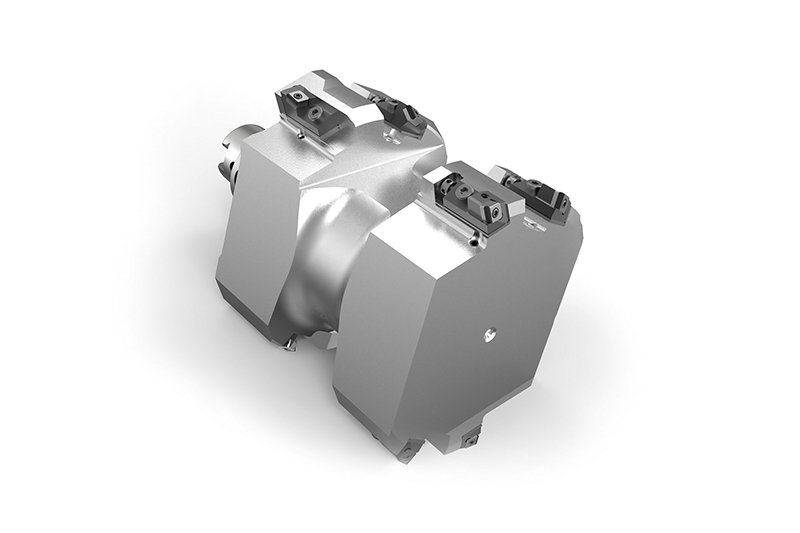
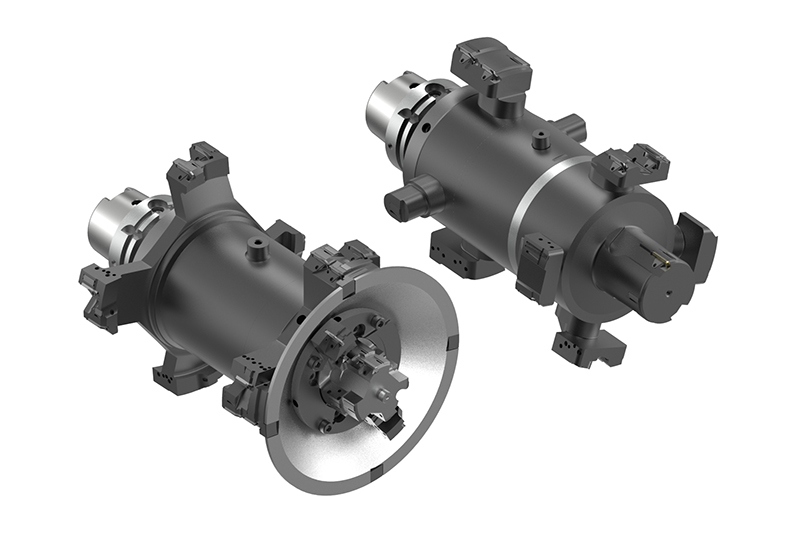
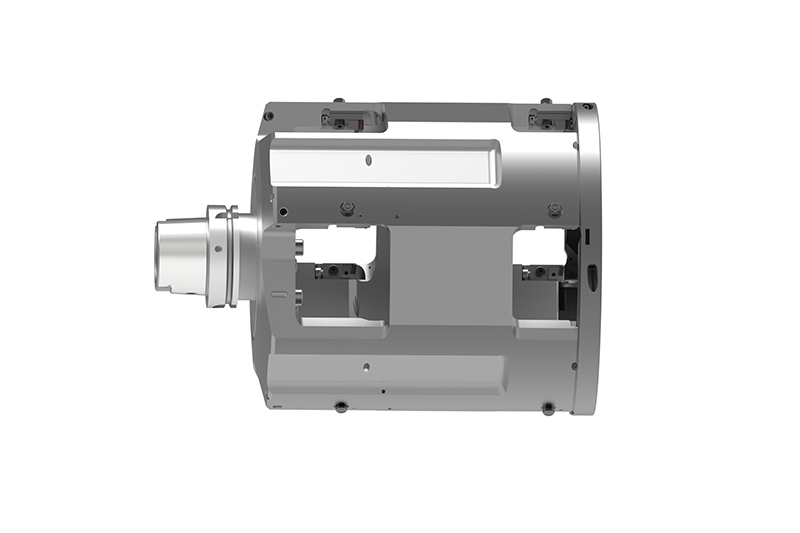
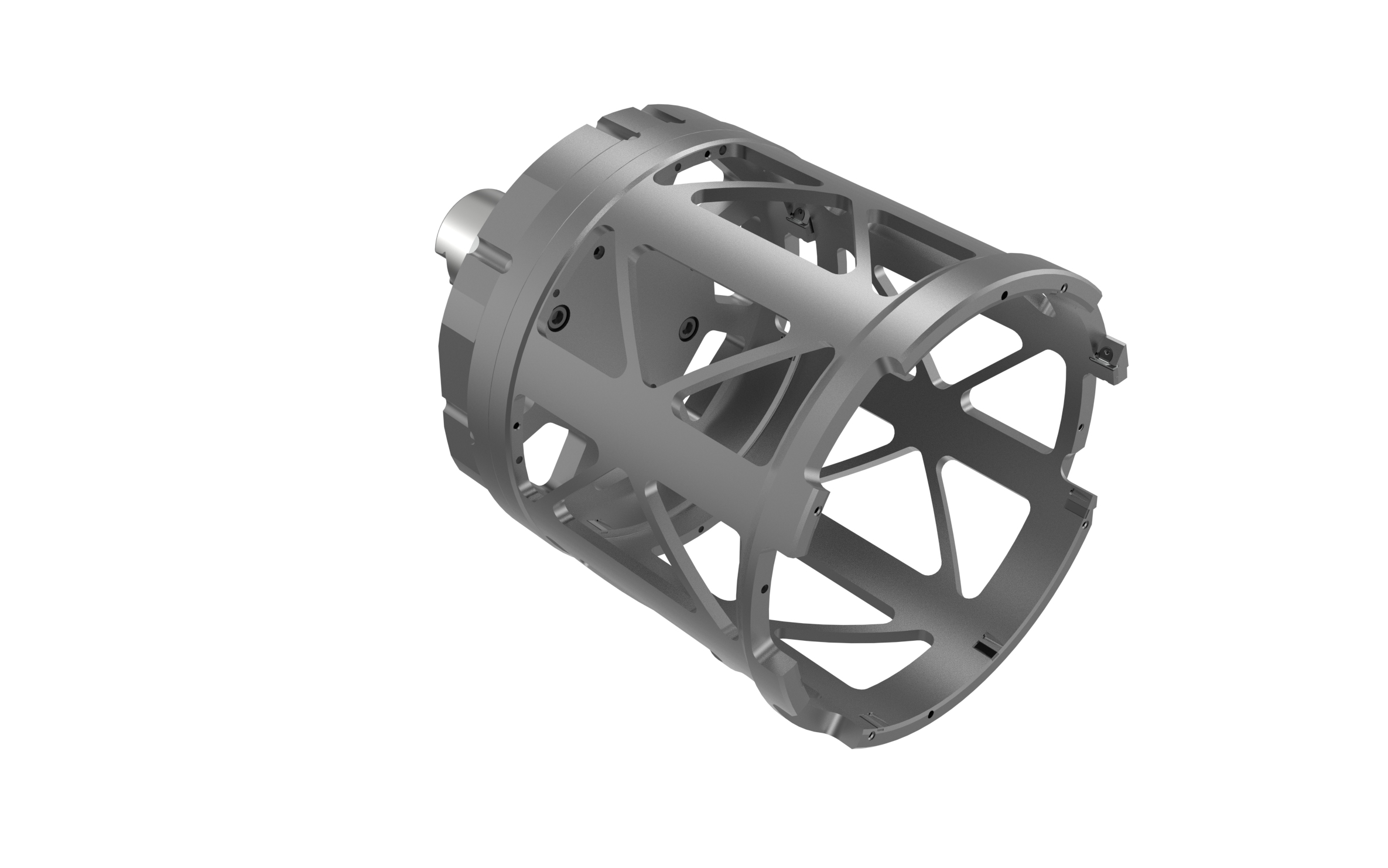
Lavorazione esterna del corpo statore
La lavorazione esterna dei corpi statore per i motori elettrici è un compito molto impegnativo. Questi corpi, spesso di forma tubolare o a campana, sono fondamentali per l’efficienza del motore elettrico. Durante il processo si devono superare diverse sfide. I corpi in alluminio a parete sottile con alette integrate per il circuito di raffreddamento richiedono la massima precisione in termini di accuratezza del diametro, tolleranze di forma e di posizione. È molto importante la concentricità tra i diversi diametri.
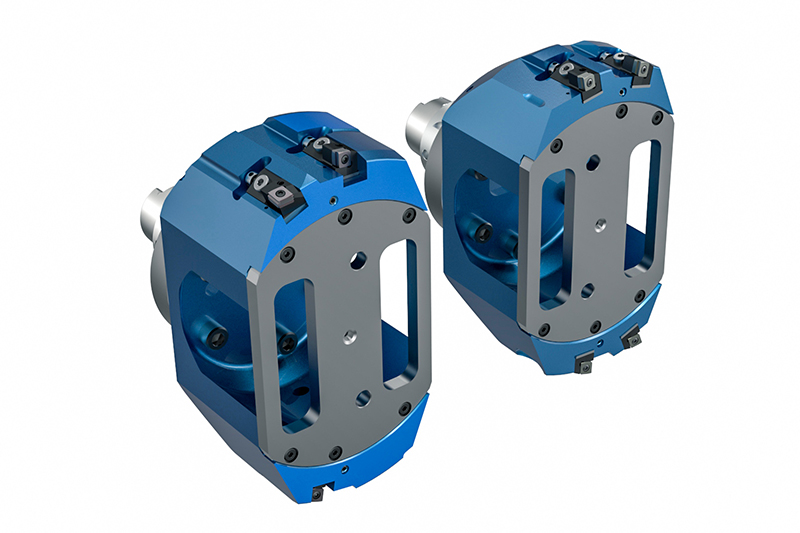
Preparazione


Lavorazione di precisione

Zerspanungslösungen für...