电动驱动装置
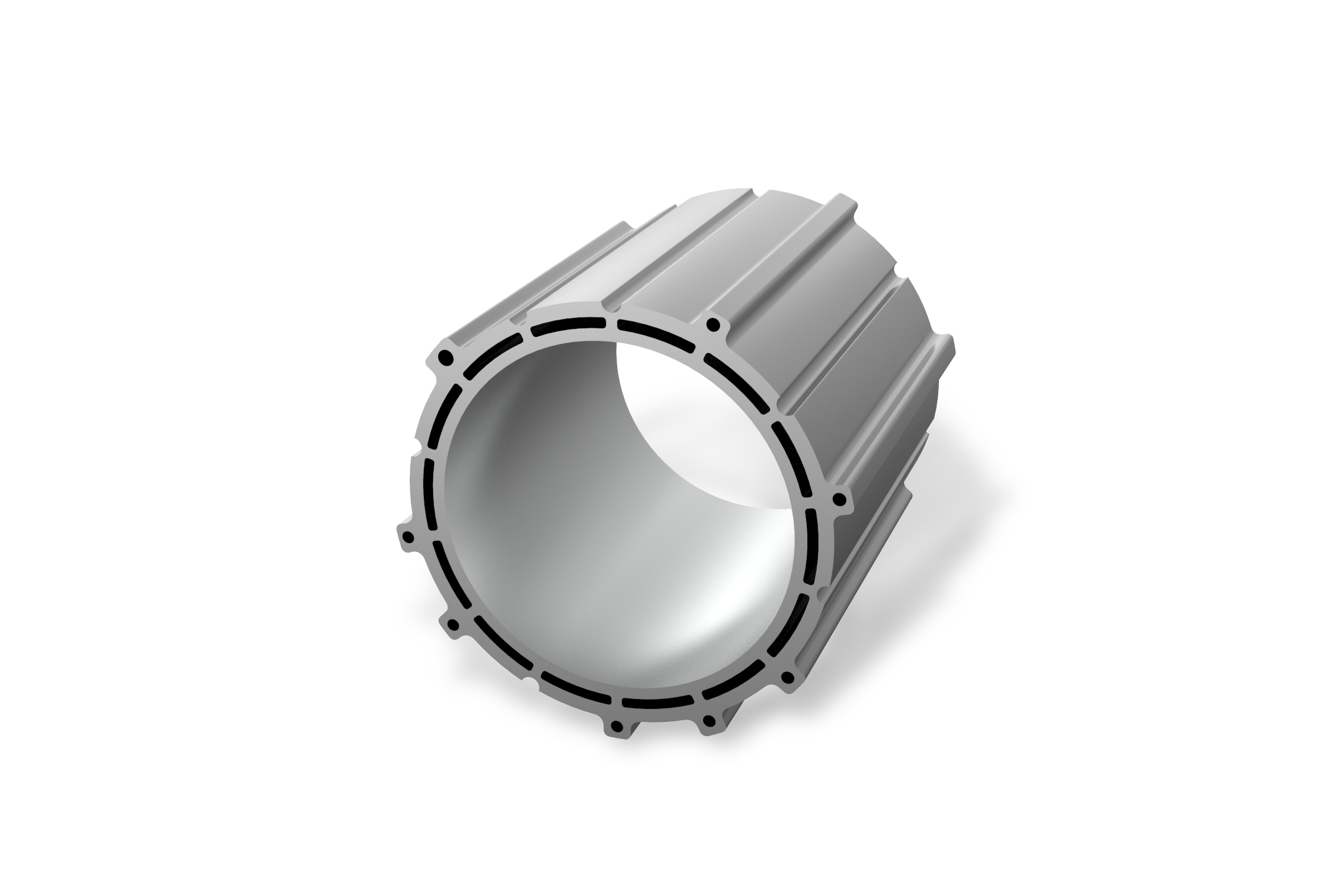
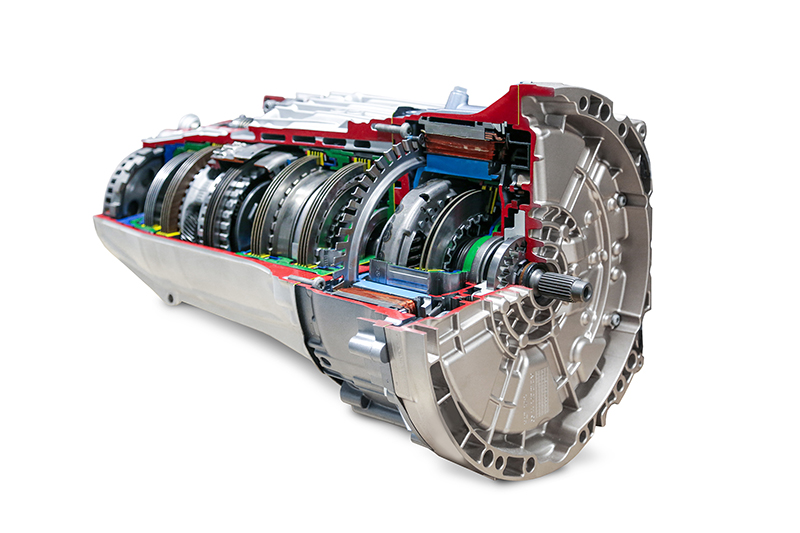
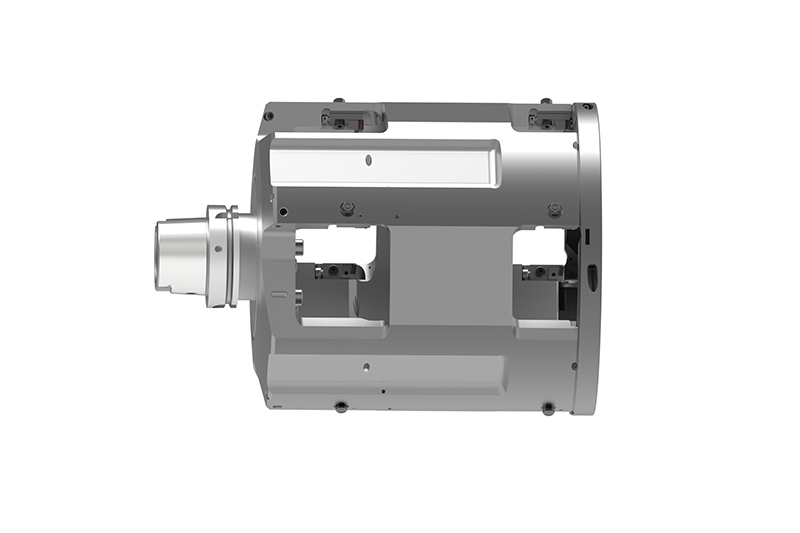
随着时代的前进,现代汽车制造商和供应商在电动机结构组件制造方面正面临新的挑战。下面的示例显示了一个电动机外壳的大小:和变速箱壳体相比,由于电动机外壳体的加工精度对电动机效率发挥绝对的影响力,因此其外壳体的加工必须在极小的公差范围内实现。
另外,由于其上所属的一些特殊结构,例如:集成的冷却通道,使得电动机壳体的壁厚通常比变速箱箱体的壁厚要薄很多。另外,在某一些电动机外壳体中,压装进去了由钢材料制成的轴承衬套。在加工中产生钢质切屑的过程中,刀具上的特殊保护罩可确保这些切屑不会和铝表面发生接触而造成工件损坏。
Machining requirements and features of different housing types


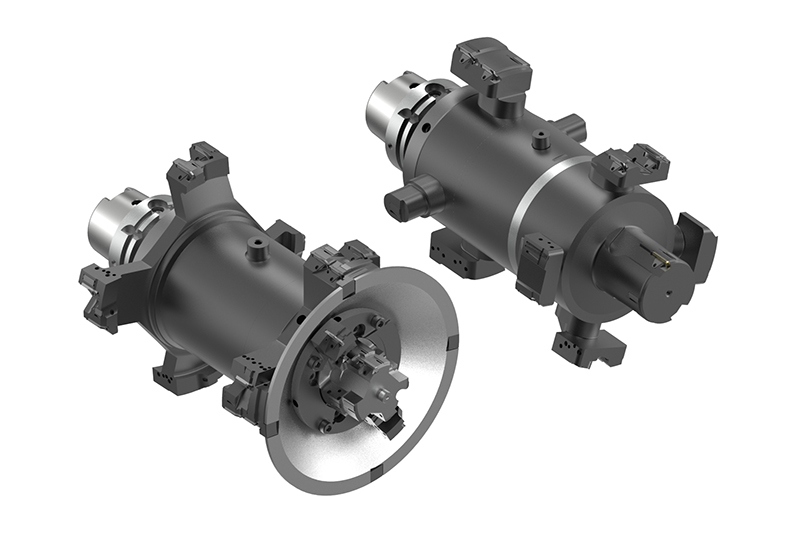
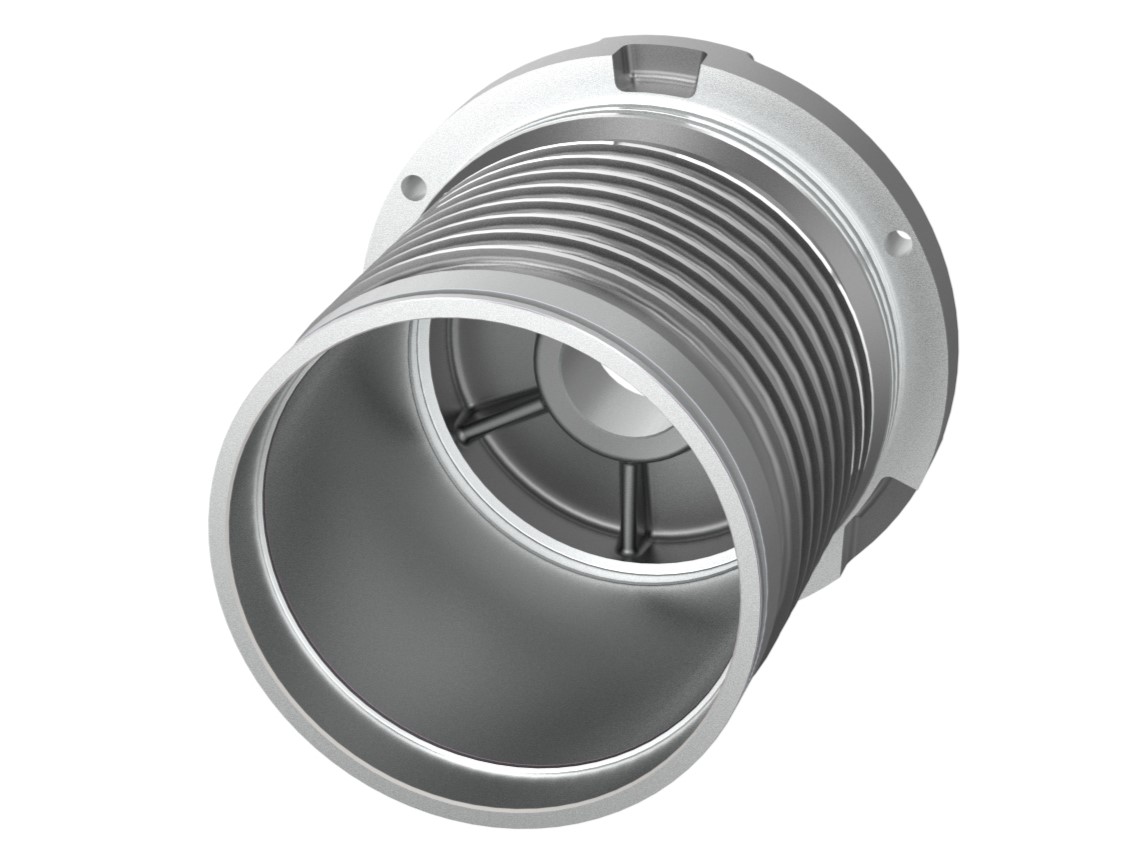
Basic procedure for machining of stator housings
The machining process as well as the tools are designed individually depending on themeasurement situation, machine park and clamping setup. In this way, the cutting forces
applied to the component are kept as low as possible. The machining of the stator bore is divided into 3 steps: Pre-machining, Semi-finish machining and Finish machining.

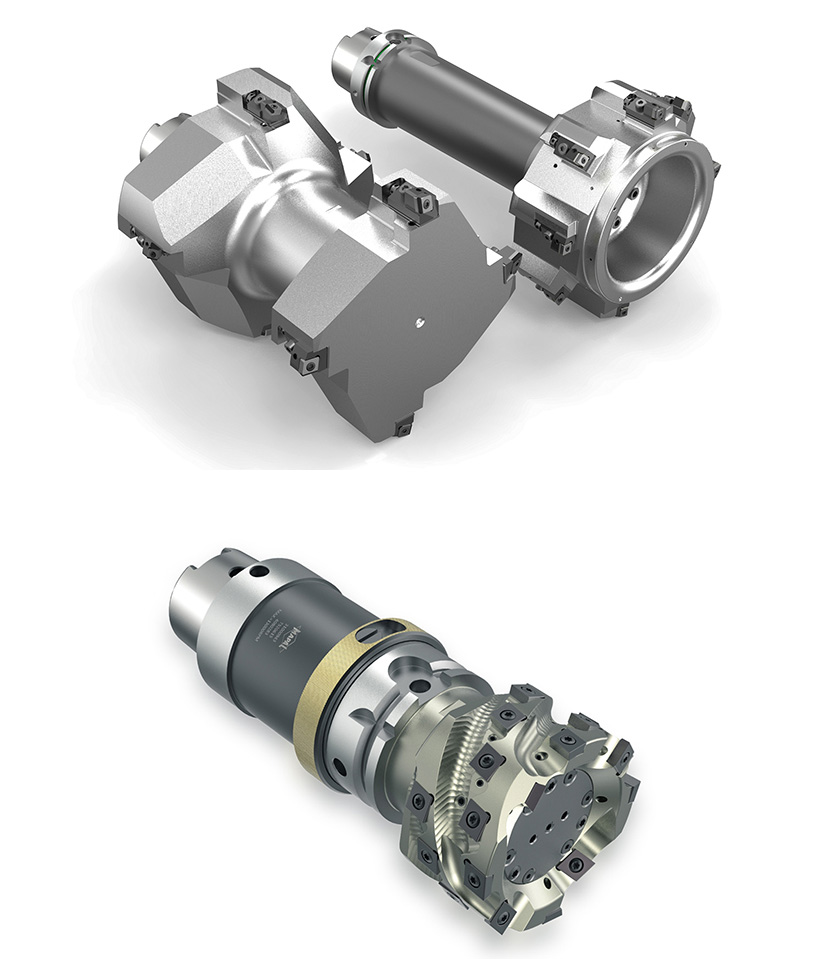
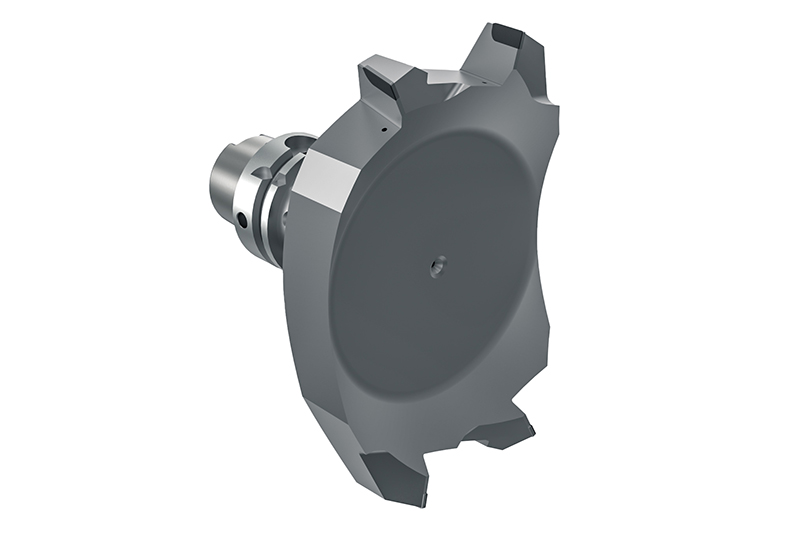
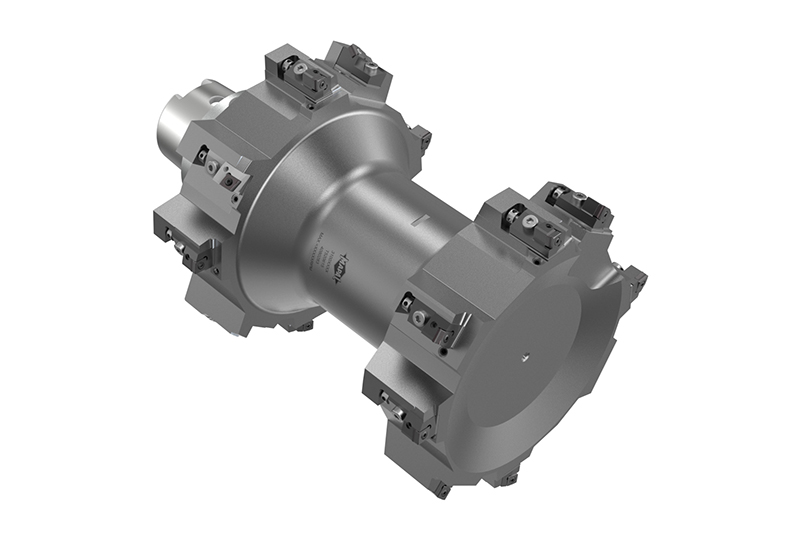
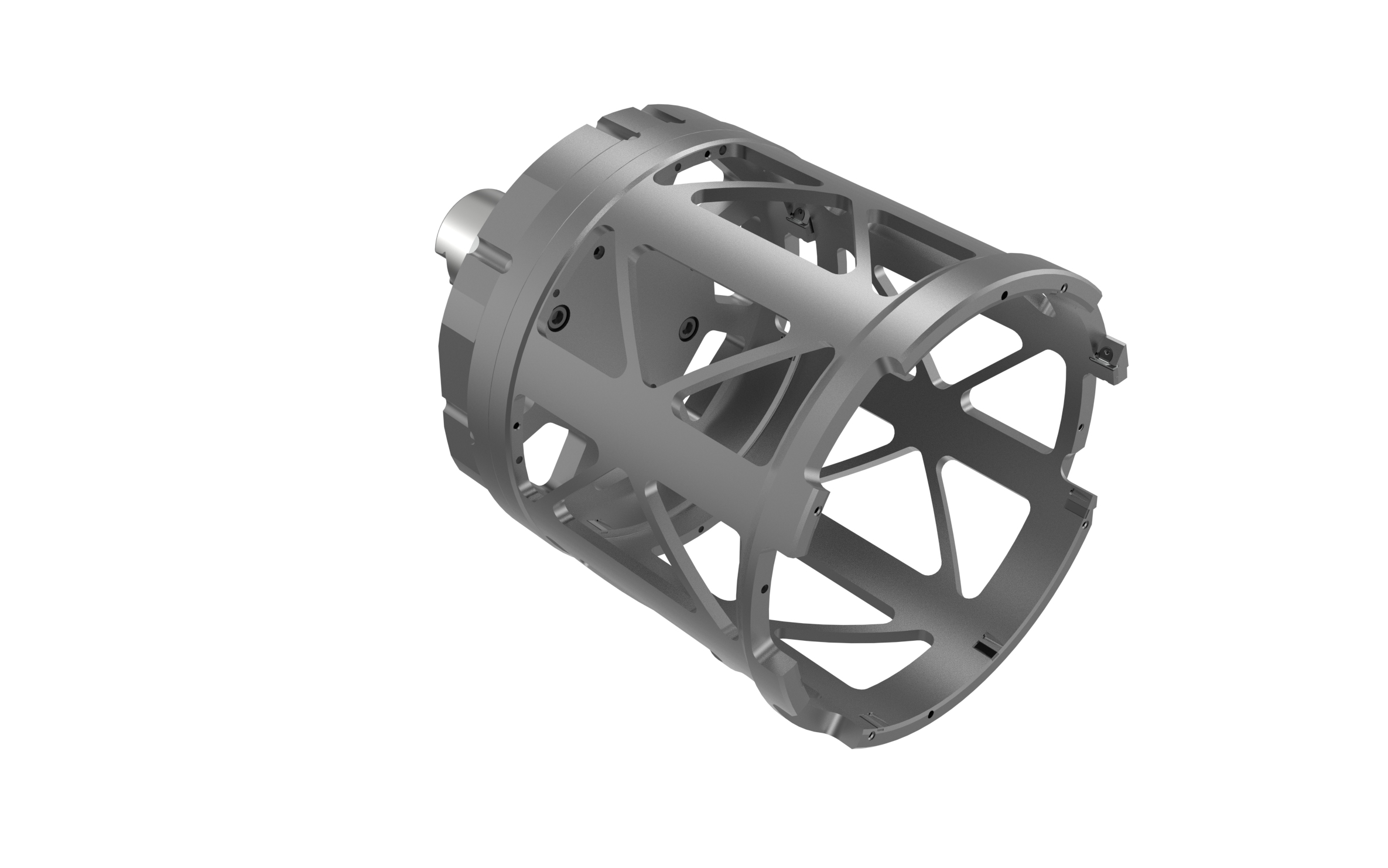
External Machining stator housing
External machining of stator housings for electric motors is a demanding task. These housings, which often come in tubular or pot-shaped designs, are crucial for the efficiency of the electric motor. Several challenges have to be overcome during the process. The thin-walled aluminium housings with integrated ribs for the cooling circuit require the highest precision in terms of diameter accuracy, shape and position tolerances. The concentricity between different diameters is of huge importance.
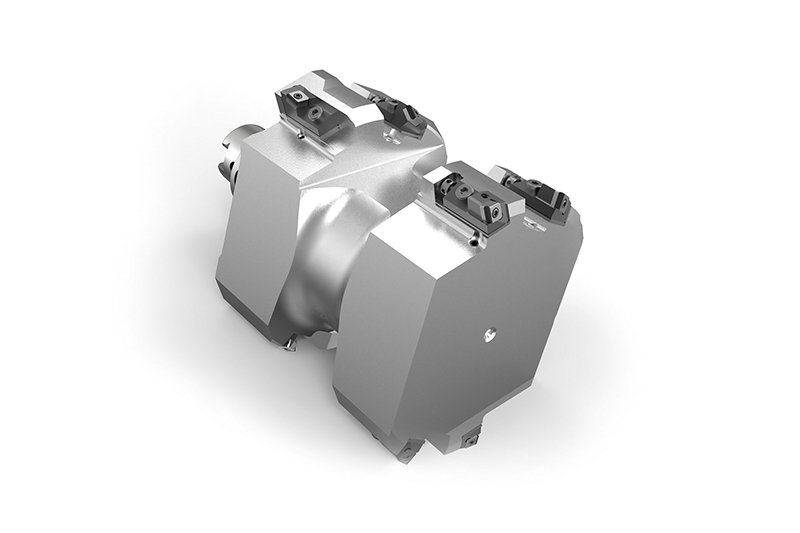
Pre-machining


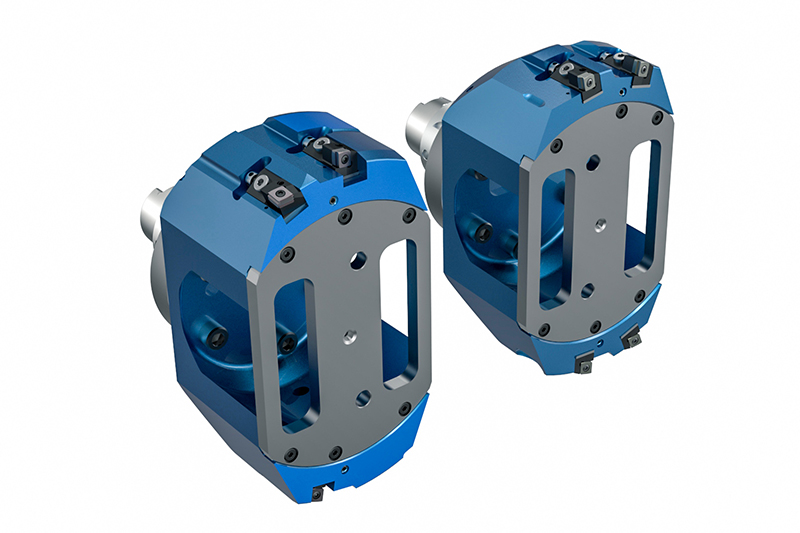
Finish machining

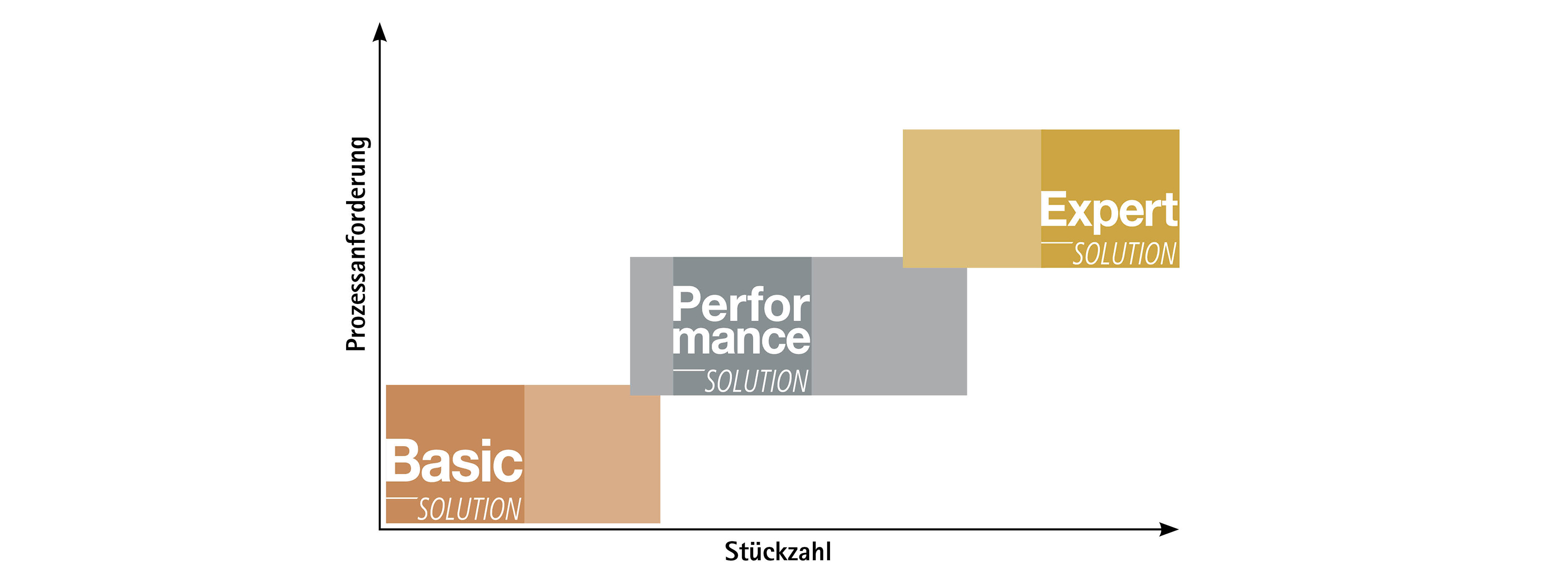
Machining solutions for...