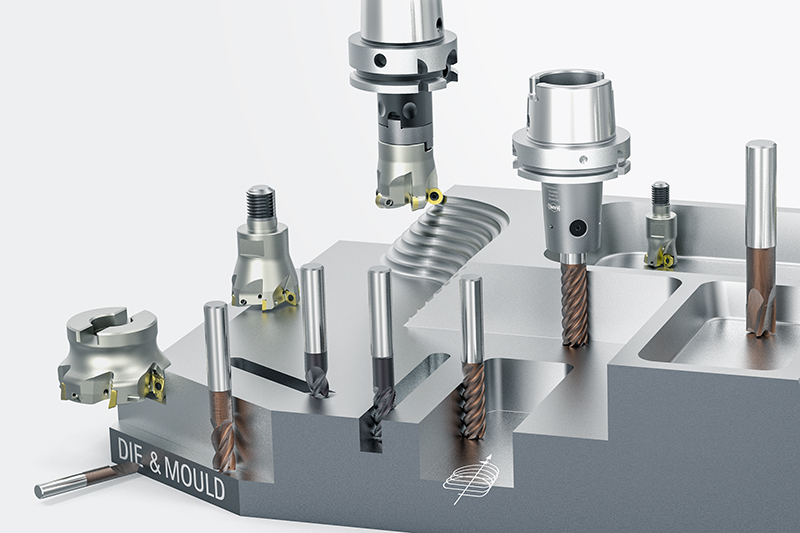
Os fabricantes de moldes e matrizes esperam alto conhecimento em processos e produtos de seus fabricantes de ferramentas de corte. Isso porque a vida dos moldes a serem criados e a precisão das peças moldadas são extremamente importantes para a competitividade na produção em série. Portanto, eles exigem que suas ferramentas ofereçam os mais altos níveis de precisão, uma longa vida a ferramenta e - acima de tudo - confiabilidade do processo.
São justamente esses aspectos que tornam a MAPAL bem-sucedida nos setores como da indústria automotiva, engenharia de máquinas e a indústria aeroespacial. Agora, o fabricante de ferramentas de precisão também oferece soluções eficientes e econômicas para o processo completo de usinagem no setor de moldes e matrizes. Ferramentas versáteis e precisas de alto desempenho e porta-ferramentas especiais com contornos estreitos e um batimento radial preciso minimizam o esforço de polimento e retrabalho graças a um acabamento superficial constante no processo de fresamento.
Gama de ferramentas para moldes
Fresas inteiriças de metal duro
OptiMill-3D-BN
Fresa esférica metal duro
Usinagem de contornos 3D com alta precisão
Gama ø: 0,10 - 20,00 mm
OptiMill-3D-CR
Fresas com raio da canto
Fresamento com alta precisão em raio de canto
Gama ø: 0,10 - 20,00 mm
OptiMill Fresa de esquadrejamento
Fresa de esquadrejamento
Ideal para desbaste, acabamento e fresamento trocoidal de bolsões
Gama ø: 2,00 - 12,00 mm
OptiMill-3D-CS
Kreisradiusfräser
Schlichten von komplexen Freiformflächen und komplizierten Werkstückgeometrien
ø-Bereich: 2,00 - 12,00 mm
OptiMill-3D-HF
Fresas de alto avanço
Ideal para usinagem de alto avanço com grande taxa de remoção do material e alta confiabilidade do processo
Gama ø: 2,00 - 16,00 mm
OptiMill-3D-Alu
Fresa esférica e fresa com raio de canto
Usinagem de alta precisão de contornos 3D
Gama ø: 1,00 - 20,00 mm
OptiMill-Graphite-MT
Fresa esférica e fresa de esquadrejamento
Fresa multidente para desbaste eletrodos de grafite com altas taxas de remoção
Gama ø: 3,00 - 16,00 mm
OptiMill-3D-Graphite
Fresa esférica e fresa com raio de canto
Adequado para usinagem de eletrodos de grafite
Projetos diferentes, dependendo da situação de usinagem
Gama ø: 0,20 - 12,00 mm
OptiMill-3D-Copper
Fresa esférica e fresa com raio de canto
Geometria especial para usinagem de elétrodos de cobre e ligas não ferrosas resistentes
Gama ø: 0,10 - 20,00 mm
OptiMill-Diamond
Fresa esférica, fresa com raio de canto e fresa de esquadrejamento
Lâminas de PCD para longa vida
Gama ø: 3,00 - 12,00 mm
Fresas com insertos intercambiáveis
NeoMill-ISO-360
Cabeçote de fresamento com pastilhas redondas
Ideal para desbaste e semiacabamento
Gama ø: 10,00 - 160,00 mm
NeoMill-3D-Finish
Cabeçote roscado para fresamento em acabamento
Perfeito para acabamento de superfícies 90 °, superfícies planas e com contornos
Gama ø: 16,00 – 42,00 mm
NeoMill-3D-Ballnose/-Torus
Suporte com haste para fresamento, fresa esférica e fresa com raio de canto
Um único suporte para pastilhas intercambiáveis, esférica e com raio de canto para acabamento e pré acabamento
Gama ø: 8,00 - 32,00 mm
NeoMill-2/4-HiFeed90
Fresa de alto avanço/fresa de esquadrejamento de 90°
Sistema de ferramentas universal para elevada produtividade
Faixa de Ø: 16,00 a 200,00 mm
Furação | Escarear
ECU-Drill-Steel
Broca de metal duro integral
Broca de furação de aresta dupla com ótima relação custo-benefício
Ampla área de aplicação
Geometrias comprovadas para alta precisão e fiabilidade do processo
Faixa de Ø: 1,00 – 20,00 mm
MEGA-Drill-Hardened
Broca de metal duro integral de alto desempenho
Broca de furação de aresta dupla com revestimento e geometria coordenados para usinagem segura
Nova micro e macro geometria
Faixa de Ø: 2,55 – 16,00 mm
MEGA-Drill-Steel-Plus
Broca de metal duro integral de alto desempenho
Broca de furação de aresta dupla com revestimento e geometria coordenados para usinagem de aço
Geometria da ranhura de aparas otimizada e preparação modificada das arestas de corte
Faixa de Ø: 3,00 – 25,00 mm
Tritan-Drill-Steel
Broca de metal duro integral de aresta de corte tripla
Broca de furação de aresta de corte tripla para a maior taxa de alimentação
Lâmina transversal autocentrante para situações difíceis de perfuração
Ajustado de modo ideal para a usinagem de aço
Faixa de Ø: 4,00 – 20,00 mm
Tritan-Spot-Drill-Steel
Broca de centro
Broca de centro de aresta de corte tripla para operações com roscas difíceis
Especialmente adaptado a furações de aresta de corte tripla
Faixa de Ø: 4,00 – 20,00 mm
Tritan-Step-Drill
Brocas escalonadas
Broca escalonada de aresta de corte tripla com lâmina transversal autocentrante
Usinagem de furos do núcleo roscado sem movimento pendular
Faixa de Ø: 4,25 – 14,15 mm
MEGA-Deep-Drill
Broca de furação profunda
Produção confiável e eficiente de furos profundos até 40xD
Broca piloto MEGA-Pilot-Drill
Faixa de Ø: 1,00 – 16,00 mm
MEGA-Drill-Reamer
Brocas escareadoras
Combina dois passos de trabalho em uma ferramenta: furação e escareação
Arestas escareadoras otimizadas
Redução significativa dos tempos principais e secundários
Tolerância de perfuração ≥ IT7
Faixa de Ø: 4,00 - 16,00 mm
Rebaixadores cônicos de precisão
Apoio com divisão desigual
Arestas de corte com divisão desigual extrema
Maior precisão e melhores valores de superfície
Forças axiais e radiais nitidamente reduzidas
Significativamente menos vibrações
Parâmetros de corte para elevada produtividade
Faixa de Ø: 4,30 – 31,00 mm
MEGA-Drill-Reamer-Pyramid
Brocas escareadoras com ponta piramidal
Iniciar furo, furação e mandrilar com uma ferramenta
Características de centragem melhoradas graças às pontas cônicas
Redução significativa dos tempos principais e secundários
Tolerância de perfuração ≥ IT7
Faixa de Ø: 4,00 - 16,00 mm
Brocas de pastilhas de corte QTD
Broca de furação total com sistema de cabeça substituível
Sistema económico com pastilhas de corte intercambiáveis
Sistema de fixação por força e por união positiva
Manuseamento simples
Elevada precisão de concentricidade
Faixa de Ø: 8,10 – 49,00 mm
Escarear
FixReam – FXR
Escareador de alto desempenho com haste cilíndrica
Escareador de alto desempenho em metal duro integral
Canelado reto para a usinagem de furos de passagem e furos cegos
Canelado oblíquo à esquerda para a usinagem de furos de passagem
Faixa de Ø: 3,00 – 20,00 mm
CPReam – CPR
Escareador de cabeça substituível
A maior estabilidade e rigidez possíveis graças à face cônica e plana ampliada
Alta precisão de concentricidade de 5 μm
Manuseamento simples
Faixa de Ø: 8,00 – 40,00 mm
Escareador de ajuste rápido – WN 50
Escareadores manuais
Mandril de ajuste rápido com elevada gama de ajuste
Especialmente adequado para trabalhos de reparação
Conjuntos de lâminas sobresselentes disponíveis
Faixa de Ø: 6,40 – 95,00 mm
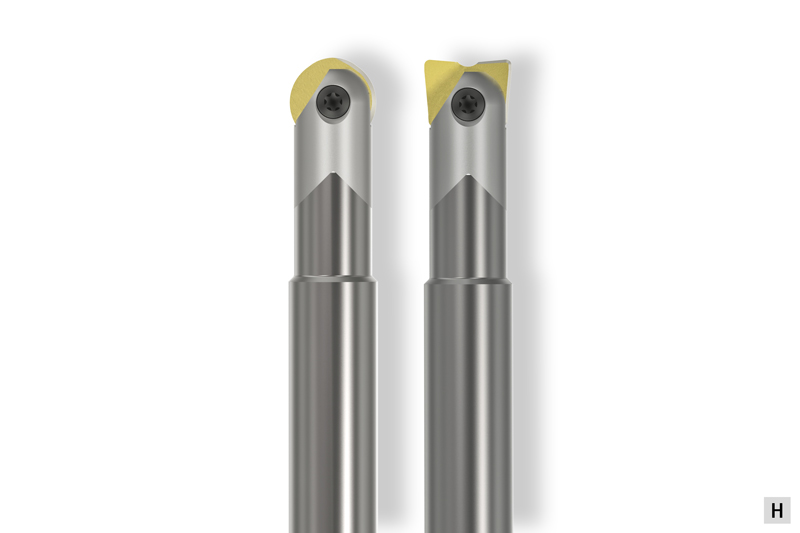
Ferramentas guiadas por barra
Ferramentas com barra de corrediça
A mais alta precisão com o princípio MAPAL
Orientação direta no furo através de trilhos
Insertos intercambiáveis retificados com precisão
Ajuste de alta precisão para usinagem de furos com precisão micrométrica
Peças que se tornam cada vez mais complexas com cavidades cada vez mais profundas, bem como moldados com nervuras reforçadas, em moldes de injeção plástico e moldes de fundição sob pressão exigem o uso de ferramentas extra longa com diâmetros que podem ser muito pequenos. Geometrias de peças complexas e várias características materiais colocam o mais alto nível que exige a usinagem e a vida da ferramenta.
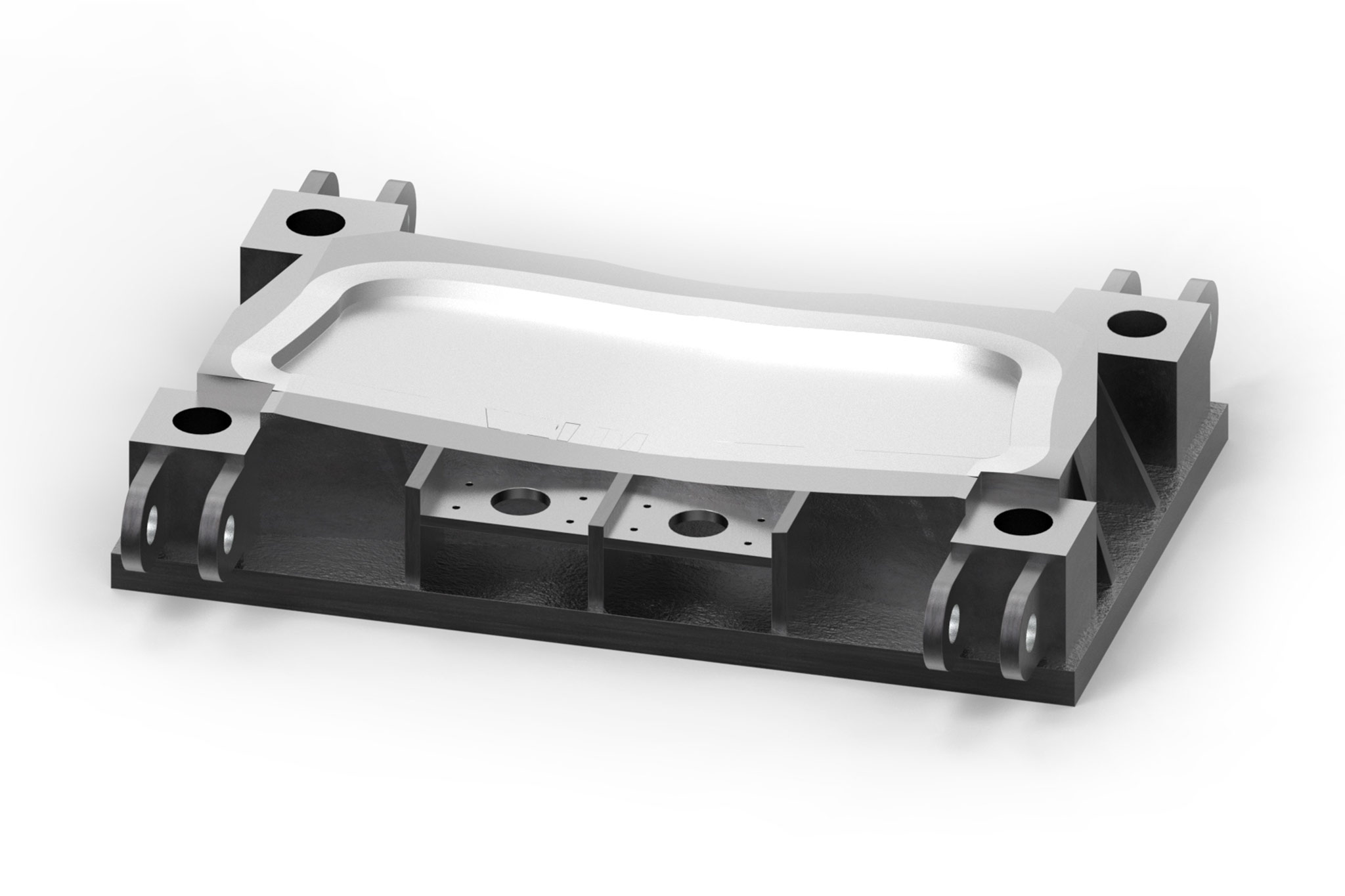
Para engenharia de projetos construir ferramentas de conformação a frio de médio e grande porte, é oferecido o ferro fundido que frequentemente é usado devido às propriedades do material, como resistência à compressão e fácil usinabilidade. Os principais componentes aqui são placas de molde e inserções de molde. A MAPAL tem muita experiência com fresamento (2D e 3D) e operações de furação (furação, alargamento, rosqueamento).
Quando se trata de moldes de pré-série ou protótipo, é comum usar materiais fáceis de usinar. Ligas de alumínio ou uriol (plásticos) são frequentemente usados. Nestes casos, ferramentas sólidas de metal duro inteiriça com arestas de corte positivas e parcialmente polidas, ou melhor ainda, ferramentas com ponta de PCD garantem alta produtividade e tempos de usinagem curtos.
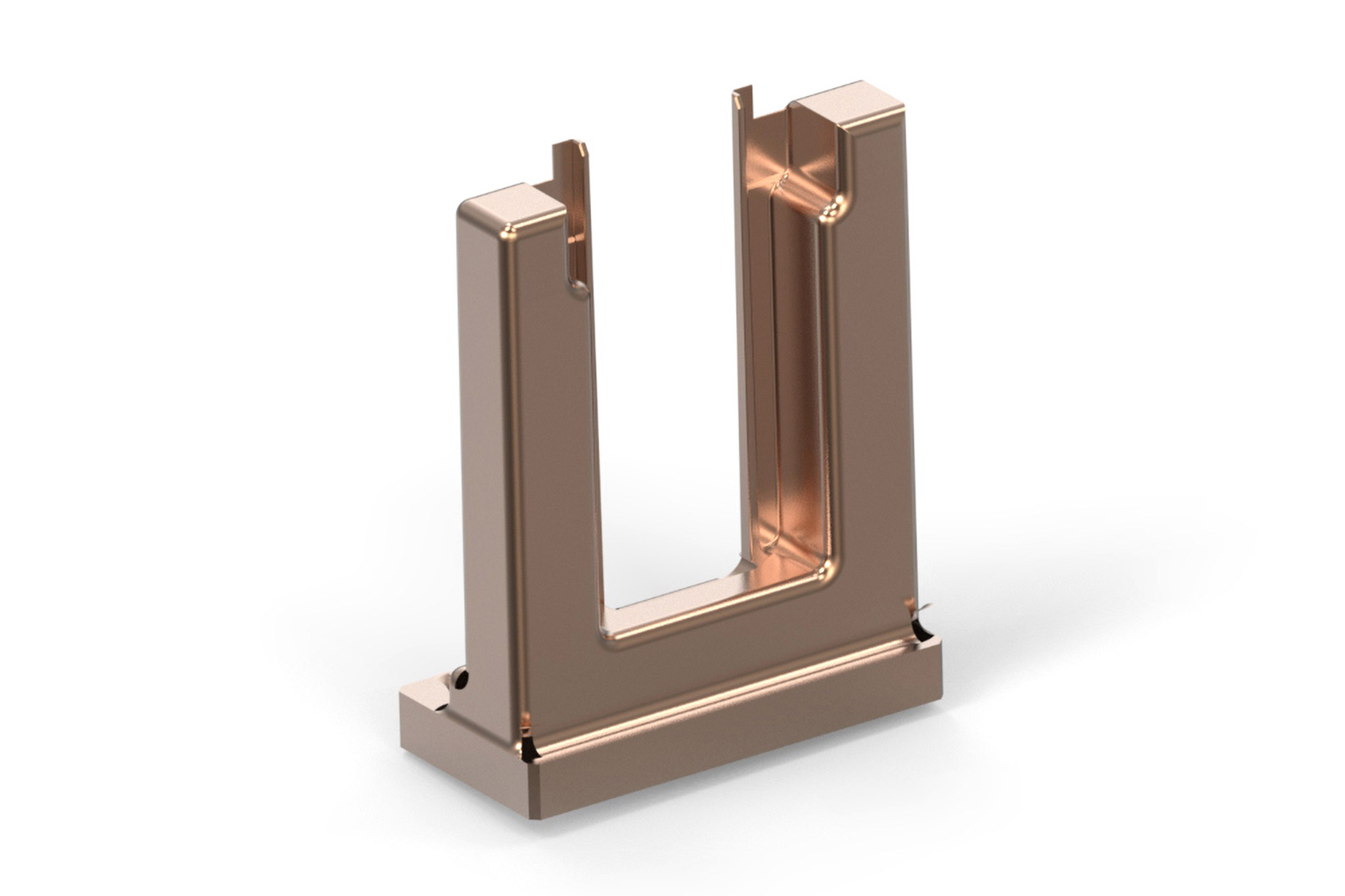
A produção de elétrodos para processos EDM requer a usinagem de ligas de cobre e materiais de grafite. A seleção do material do elétrodo depende dos requisitos do molde a ser produzido. As ligas de cobre são comparativamente caras e são geralmente utilizadas em elétrodos para acabamento quando é necessária alta qualidade de superfície e precisão de forma. As fresas inteiriças de metal duro com geometrias especiais da MAPAL garantem aqui resultados de usinagem de alta precisão.
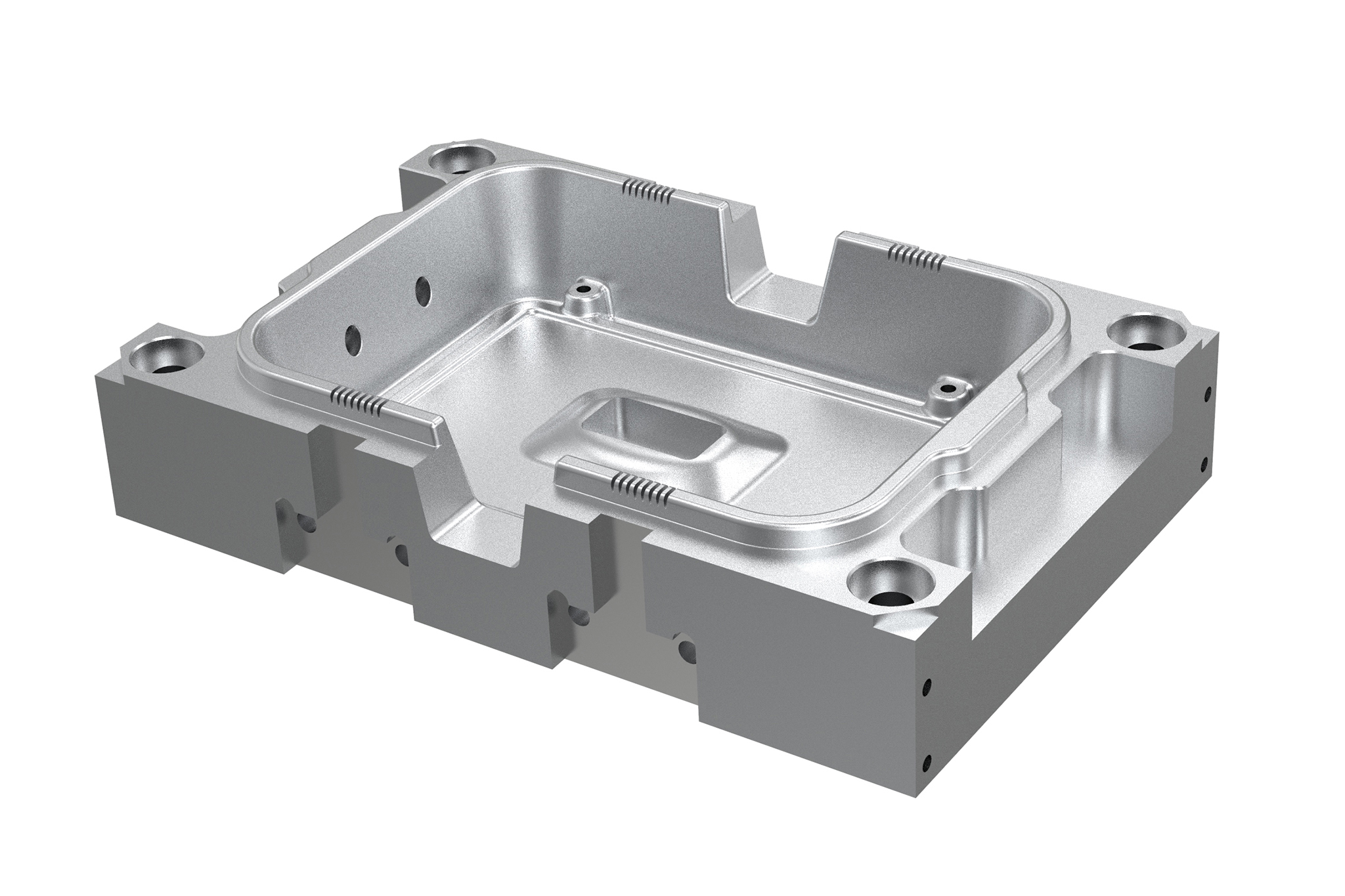
Exemplo de aplicação:
Eletrodos para a erosão por faísca (processos EDM)
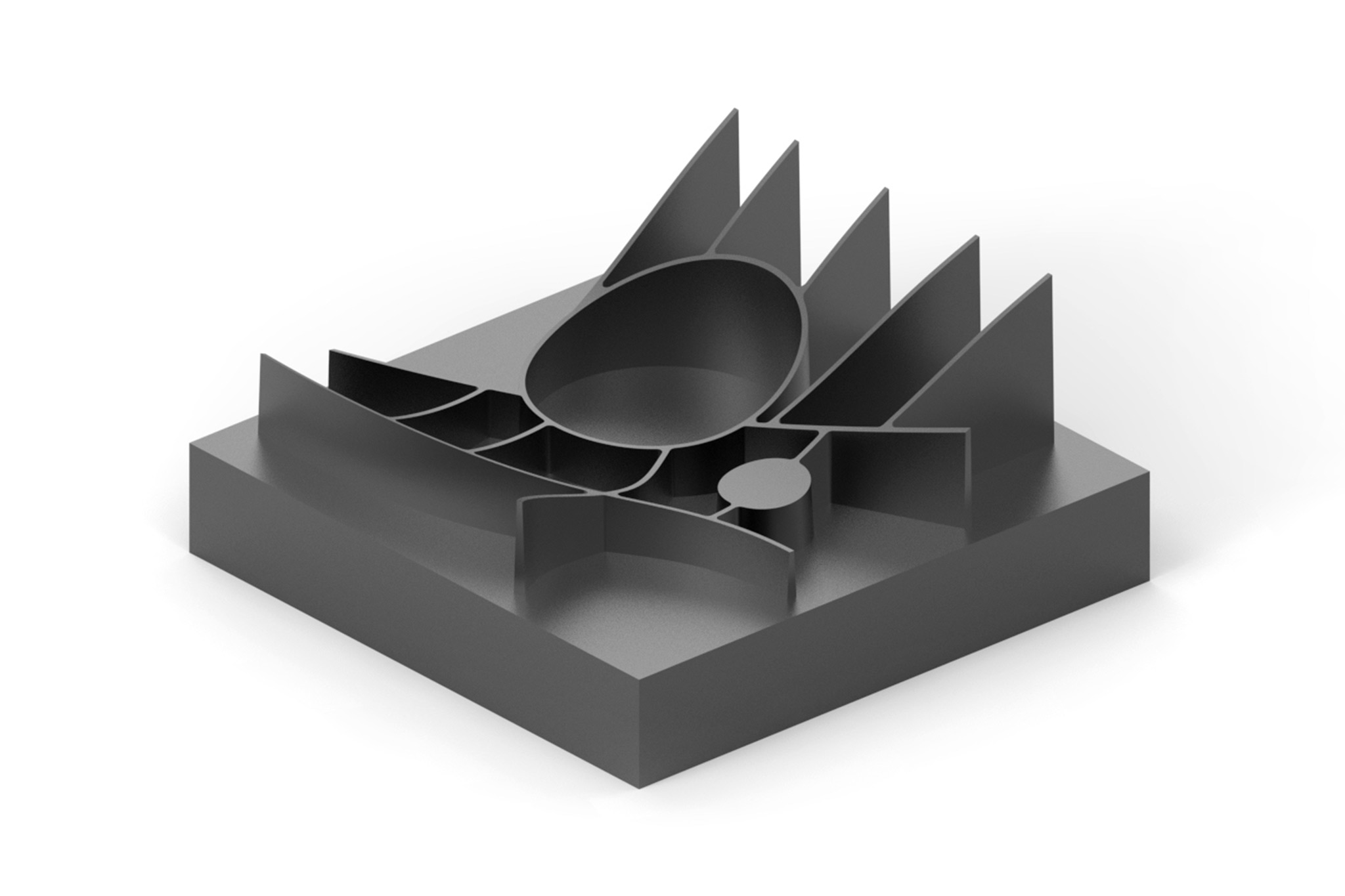
O grafite tem um efeito altamente abrasivo sobre a ferramenta e causa um forte desgaste na aresta de corte. Os perfis que estão sendo usinados tendem a ter uma transformação instantânea de austenita para martensita aumentando o desgaste. Portanto, é necessário uma ferramenta com geometria adequada e material de corte ideal. Para usinagem de grafite, a MAPAL usa ferramentas de metal duro com revestimento de diamante ou ferramentas com ponta de PCD.
Exemplo de aplicação:
Eletrodos para a erosão por faísca (processos EDM)
Da peça bruta à acabada
A ferramenta certa com apenas alguns cliques: Dependendo da usinagem, da operação específica e da necessidade da ferramenta, chegar rapidamente à ferramenta desejada.
1 / 8
Superfícies 2D
Por um lado, esta categoria inclui processos de usinagem realizados diretamente na máquina, tais como fresagem plana, fresagem de bolsos e paredes retas. Por outro lado, também operações para geometrias complexas programadas com a ajuda do software CAM.
Na fabricação de moldes e matrizes, a produção de moldes cada vez mais complexos faz parte da vida cotidiana. Os contínuos desenvolvimentos em máquinas-ferramentas e software CAM elevam o desempenho e a produtividade a um nível cada vez maior. Consequentemente, as ferramentas utilizadas também devem ser sempre as mais modernas. A fim de alcançar um ótimo aqui, uma análise do processo é realizada no início do projeto.
As pastilhas de molde também têm tarefas de usinagem que são necessárias para a fundição ou vários acessórios. Os usuários estão usinando cada vez mais bolsos abertos (usinagem circunferencial) usando fresagem trocoidal. Este método de usinagem ajuda a otimizar os tempos de usinagem e prolongar a vida útil da ferramenta.
Os bolsos fechados são geralmente produzidos por desbaste em planos em Z. Ao fresar, a entrada de usinagem é frequentemente selecionada através de uma rampa. A escolha da ferramenta depende da profundidade das paredes e do esboço a ser produzido sobre o componente. O amplo portfólio de sistemas modulares MAPAL também cobre a usinagem de bolsos profundos com grandes diâmetros.
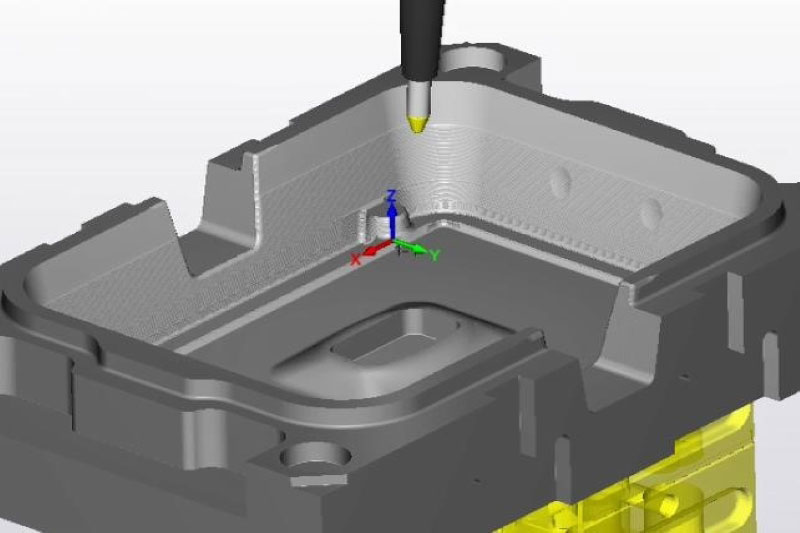
Um foco principal nas operações de fresagem é a redução do tempo de usinagem. Com geometrias de ferramentas específicas para usinagem de bolsos fechados e redondos, muitas vezes é possível eliminar o processo de pré-perfuração. Na fresagem helicoidal, os caminhos de ferramentas são programados com entradas helicoidais adequadas para dimensões de bolso.
Operações para criar superfícies planas ocorrem com muita frequência e em diferentes áreas na fabricação de moldes e matrizes: Seja relacionado ao componente, seja relacionado à estratégia devido à respectiva operação de fresagem ou devido às exigências de superfícies de fechamento do molde, bem como de cortes e matrizes de corte. A seleção da ferramenta apropriada é realizada, então, de acordo com a aplicação e a exigência.
Plastic injection moulds and die casting moulds often have ribs and thin walls. Ribs, for example, are increasingly being milled, as this process is more cost-effective than EDM (spark eroding). As a rule, long or extra-long carbide tools with small diameters are used. Customer-specific solutions (RibCutter) to match the respective rib shape are also possible here.
Há uma ampla gama de operações de furação sólida na fabricação de moldes e matrizes: Desde grandes furos para colunas guia até furos profundos para o sistema de refrigeração e furos de alta precisão para pinos ejetores. Desde grandes furos para colunas guia até furos profundos para o sistema de refrigeração e furos de alta precisão para pinos ejetores. A MAPAL oferece um portfólio abrangente de ferramentas de mandrilamento e mandrilamento para as etapas individuais de produção.
Gestão de compra otimizada é importante para uma organização clara do estoque de ferramentas.
2. Logística de ferramentas
Custo-benefício mesmo na periferia da usinagem: Dispensa inteligente sistemas reduzem significativamente tempos não produtivos.
3. Engenharia
Os especialistas em usinagem fornecem suporte com engenharia de processo, por exemplo na forma de simulações CAM, conselhos em geral e o desenvolvimento de estratégias de usinagem econômica.
4. Medição e ajuste
Dispositivos de ajuste e medição confiáveis que convencem com precisão e facilidade de utilização no ajuste das ferramentas.
5. Ferramentas e tecnologia de fixação
Do fuso à aresta de corte - a MAPAL oferece um vasto programa de ferramentas e tecnologias de fixação para o setor de moldes e matrizes.
6. Usinagem
Processos de usinagem eficientes e estratégias de usinagem adaptadas ao mais alto nível tecnológico.
7. Digitalização e automação
Digitalização rápida e fácil: O dispositivo c-Connect digitalmente transmite dados de medição desde o suporte de configuração até o armário de ferramenta. Ele também monitora o status da máquina entre outras coisas.
8. Recondicionamento
Os clientes recebem suas ferramentas recondicionadas de volta com a qualidade do fabricante dentro de pouquíssimo tempo. Também disponível com serviço de entrega mediante solicitação.
Engineering Workflow – da teoria à prática
Encontrar uma solução perfeita para as necessidades do cliente – este é o desafio da MAPAL. Além de soluções especiais individuais e um amplo portfólio de produtos standard, estão disponíveis serviços abrangentes para projetar de forma otimizada todo o processo, desde a ideia do produto até as aparas. Os clientes podem contar com os muitos anos de experiência do líder tecnológico em usinagem.
1. Pedidos de clientes
Os representantes de vendas da MAPAL estão diretamente disponíveis para pedidos individuais. Em discussões pessoais, sondam os requisitos concretos e o âmbito (usinagem completa ou parcial) juntamente com o cliente e discutem os detalhes diretamente no modelo 3D do componente.
O time de fabricação de moldes e matrizes da MAPAL ficaria muito feliz em responder as suas perguntas por e-mail e entrará em contato o mais rápido possível.
2. Análise de projetos
Com base em modelos 3D e dados de máquinas, os interlocutores analisam as tarefas de fabrico e desenvolvem estratégias de usinagem eficazes.
Os componentes da análise do projeto são:
Propostas de usinagem para todas as etapas de usinagem
Lista de ferramentas
Otimização do processo
3. Conceção de processos
Independentemente de o foco ser a flexibilidade ou a produtividade: Os especialistas em usinagem simulam o processo desenvolvido com base nos modelos 3D e identificam assim o potencial de otimização. Verificam e melhoram os parâmetros de usinagem durante a programação CAM e asseguram assim uma fabricação estável e económica.
O projeto do processo inclui:
Análise do tempo de execução do componente
Definição dos dados de tecnologia
Programação CAM
4. Solução de ferramentas
A vasto programa standard MAPAL para a fabricação de moldes e matrizes oferece a solução ideal de ferramentas para cada aplicação. Se necessário, estão também disponíveis soluções especiais individuais.
Vantagens ao usuário:
Amplo programa standard
Fornecimento de dados de ferramentas
5. Testes e oferta de ferramentas
Após a troca de informações sobre a sua tarefa de usinagem, a MAPAL apoia os clientes na utilização das ferramentas necessárias no processo. Esta é a base para uma oferta bem fundamentada e adaptada à respetiva aplicação.
6. Parceria de colaboração
Mesmo após sucessos em conjunto, os especialistas da MAPAL permanecem em contato direto com o cliente. Se houver potencial de otimização ao longo do tempo, ou se outras ferramentas se tornarem melhores, a MAPAL terá prazer em fornecer suporte para melhorar ainda mais a produtividade e a relação custo-benefício.
Para garantir uma produção eficiente a longo prazo, a MAPAL também oferece opções abrangentes de gerenciamento de ferramentas.
Opções de gerenciamento de ferramentas:
Sistemas de distribuição
Serviço de reenvio
Extenso portfólio de produtos de dispositivos de ajuste e medição
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.








































 1 / 8
1 / 8