
Pequeñas carcasas de motores eléctricos
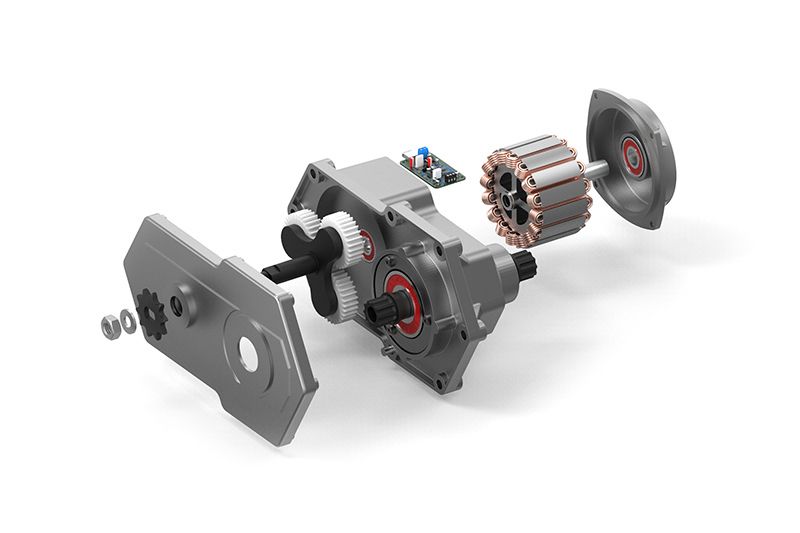
Ejemplo de accionamiento de una e-bike
La movilidad eléctrica lleva mucho tiempo integrada en nuestra vida cotidiana. Los primeros motores eléctricos que llegaron al gran público fueron los de las bicicletas. Para su producción, la carcasa del motor es uno de los componentes que supone un desafío, ya que debe ser pequeña y ligera, pero a la vez muy precisa.
Durante las pasadas décadas, MAPAL ha reunido una amplia experiencia en el mecanizado de carcasas de motor pequeñas tanto de aluminio como de magnesio, por ejemplo carcasas para motosierras, ciclomotores o cortacéspedes. Sin embargo, con la electrificación los requisitos de precisión han aumentado de nuevo.
特性
- 2部構成または3部構成(ハウジングとカバー)
- アルミニウムまたはマグネシウム製のダイキャストハウジング
- 不安定な薄肉部品(振動の影響を受けやすい)
- 多段式の輪郭
- 高い幾何学・寸法要求(形状、走行、位置の公差)
機械加工条件
- 真円度 < 0.01 mm
- 直径公差 IT7
- 平均凸凹段差 Rz < 10 µm
PCDツールでマグネシウムハウジングのベアリング穴と位置決め穴を加工します。

コンクリート製マグネシウムハウジングのベアリング穴と位置決め穴の加工では、3つ目のベアリング穴範囲にある部品が非常に薄肉であるため、特に強い振動が発生することが課題となっていました。工具は加工済みの下穴0.6-1mmで材料を取り除く必要があります。
以下のパラメータを遵守する必要があります:
- 真円度 < 0.01 mm
- 直径公差 IT7
- 平均凸凹段差 Rz < 10 µm
このためにマパールは、3つのベアリング穴とベアリングシートの位置決め穴をワンショットで加工する複雑なPCD複合ツールを使用し、要求された公差で確実に加工できるようにしました。
工具の推奨加工条件:
- 回転数 8,000 min-1
- 送り速度 3,200-4,800 mm/min
- 送り 0.1-0.15 mm
1つの工具に組み合わされたドリル、ミーリング加工

もう1つの工具は、マグネシウムハウジングでのミーリング加工とドリル加工を組み合わせます。ドリルステージがベアリング穴と位置決め穴を加工している間、シール溝を加工するためにミーリングステージが使用されます。この工具の使用中にも、振動を防ぎ、切削圧を低く抑えることが重要でした。ツールのエキスパートは、歯数とミーリングステージの形状を最適に調整することでこれを実現しました。これにより溝に切り屑が入るのを防ぐことができます。
ミーリングステージの切削条件:
- 回転数 8,000 min-1
- 送り速度 7,200 mm/min
- 送り 0.15 mm
マパールはアルミニウムまたはマグネシウム製の小型ハウジングを加工するための完全なパッケージを提供しています。
PCDおよび超硬ソリッドツールは、主に両材質の加工に適しています。要求や複雑性に応じて、マパールはすべてのツールやチャックを含む適切なコンセプトを設計します。複数の作業ステップをカバーするコンビネーションツールが、プロセスを特に経済的にします。




