Getting started in the die & mould sector
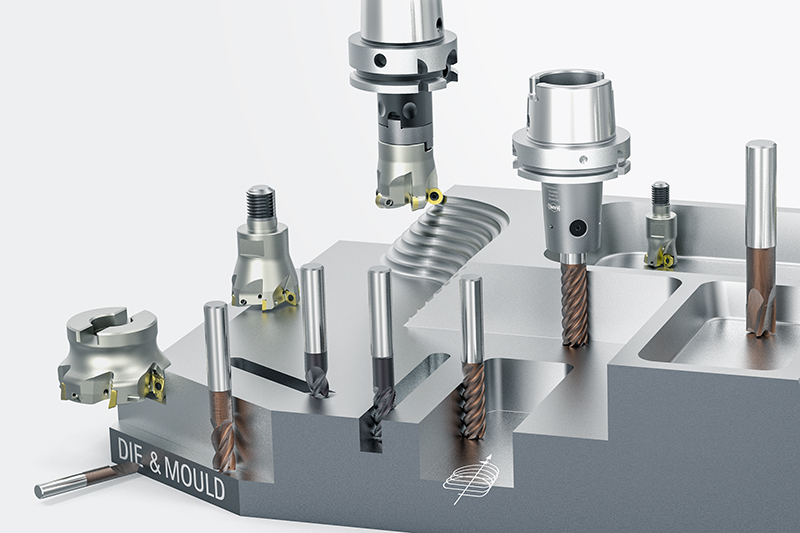
It is precisely these aspects that make MAPAL successful in sectors such as the automotive industry, machine engineering and the aerospace industry. Now the precision tool manufacturer is also offering efficient and economical solutions for the complete machining process in the die & mould sector. Versatile and precise high-performance tools and special tool holders with narrow contours and a precise radial run-out minimise polishing effort and reworking thanks to a constant surface finish in the milling process.
Tool range for mould making





































Komponenten & Werkstoffe

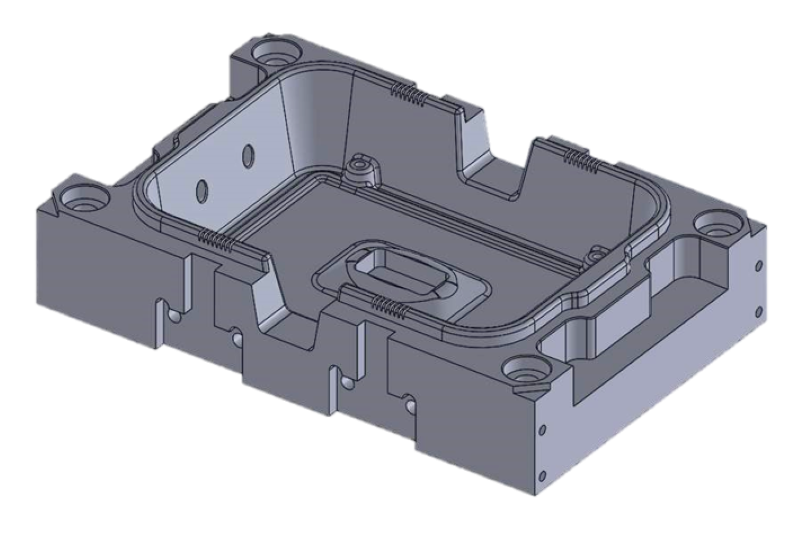
Vom Roh- zum Fertigteil
-
 1 / 8
1 / 82次元曲面
このカテゴリーには、フェースミリング、ポケットのミリング、直線壁のミリングなど、マシン上で直接行われる加工が含まれます。一方、CAMソフトウェアの助けを借りてプログラムされた複雑な形状のオペレーションもあります。
2次元曲面加工用生産プログラムについて -
2 / 8
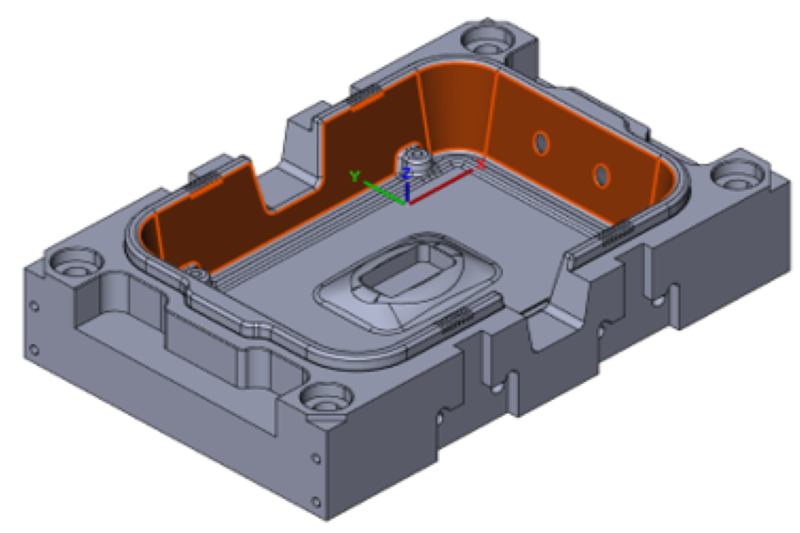
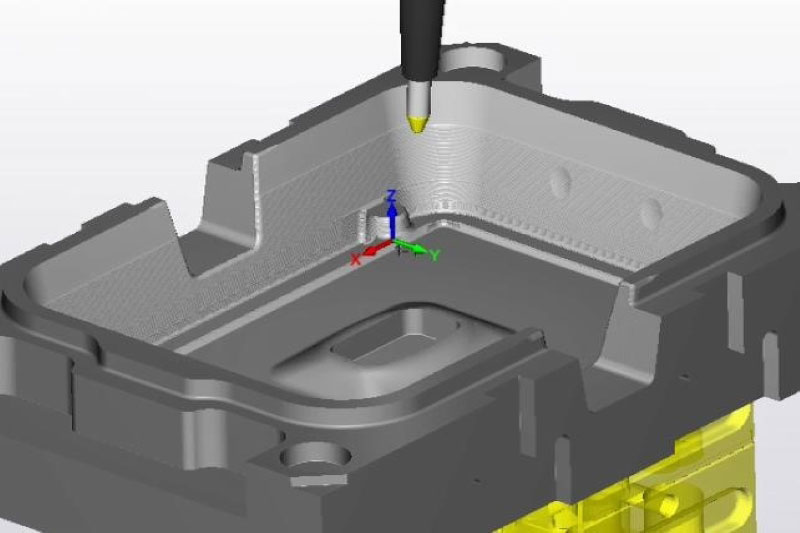
3次元曲面
ツールや金型の製造では、複雑な形状を作ることは日常茶飯事です。工作機械とCAMソフトウェアの継続的な開発により、性能と生産性はかつてないほど高い水準に達しています。そのため、使用するツールも常に最新でなければならなりません。ここで最適化を実現するために、設計の最初に立つのがプロセス解析です。
3次元曲面加工用生産プログラムについて -
3 / 8
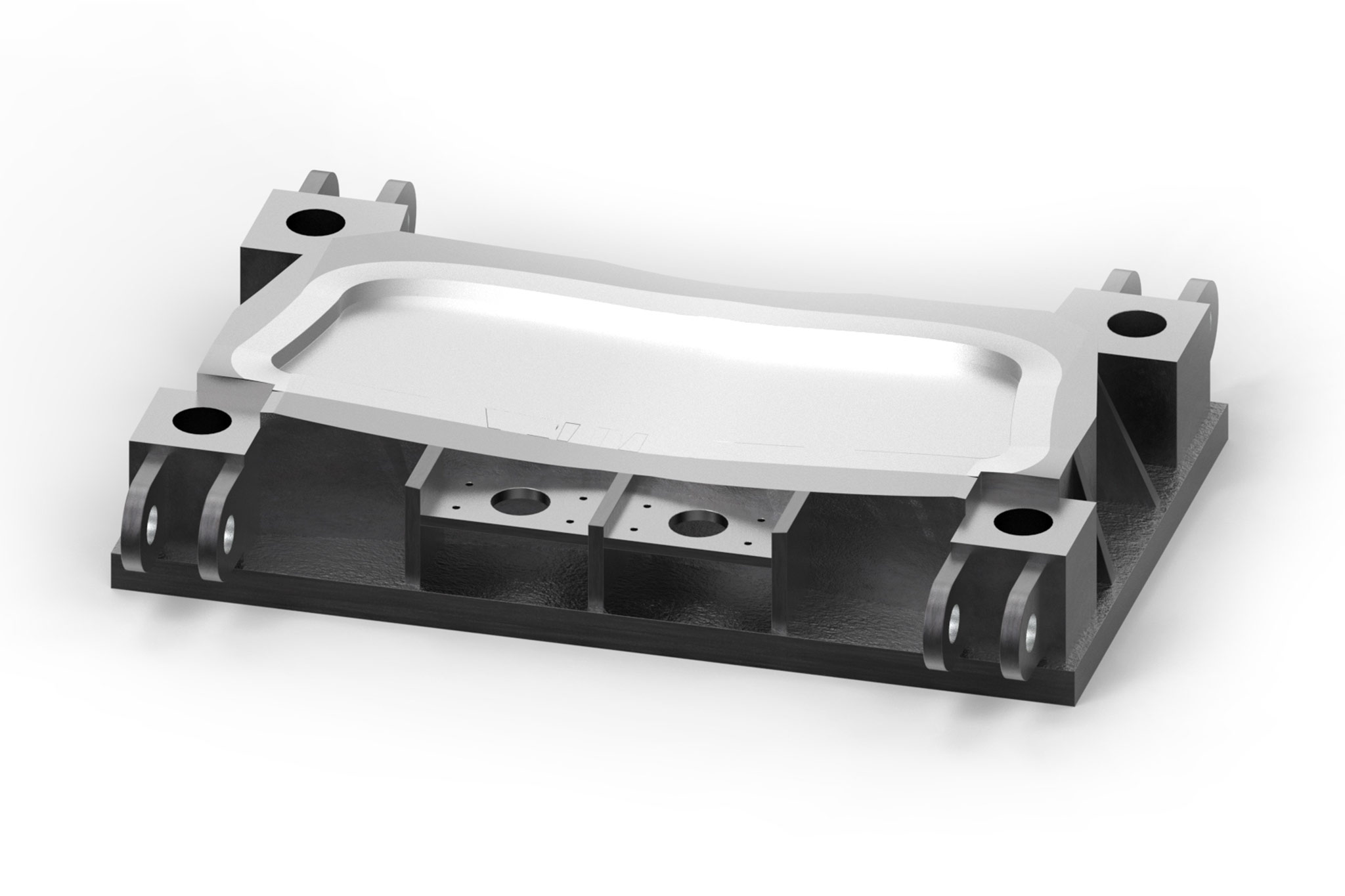
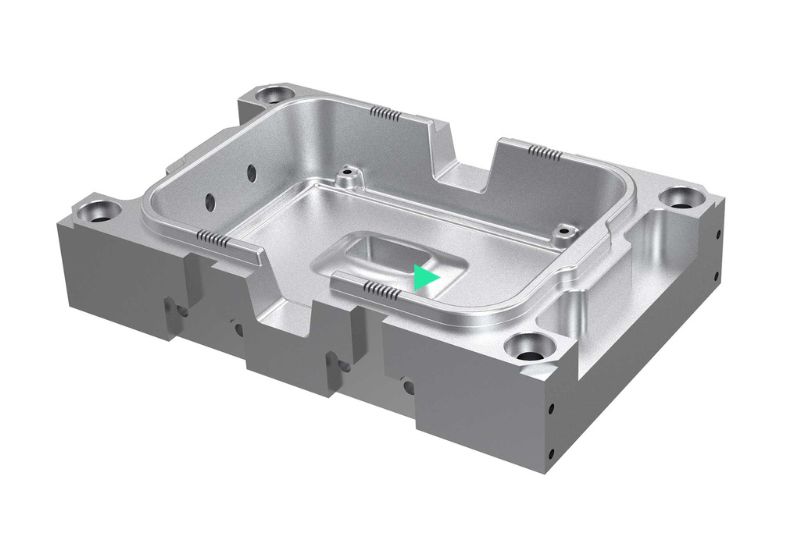
オープンポケット
金型インサートには、鋳造や各種アタッチメントに必要な加工方法もあります。トロコイドミリング加工によるオープンポケットの加工(円周加工)は、ユーザーからの要望が多くなっています。この加工方法は、加工時間の最適化と工具寿命の延長に貢献します。
オープンポケット加工用生産プログラムについて -
4 / 8
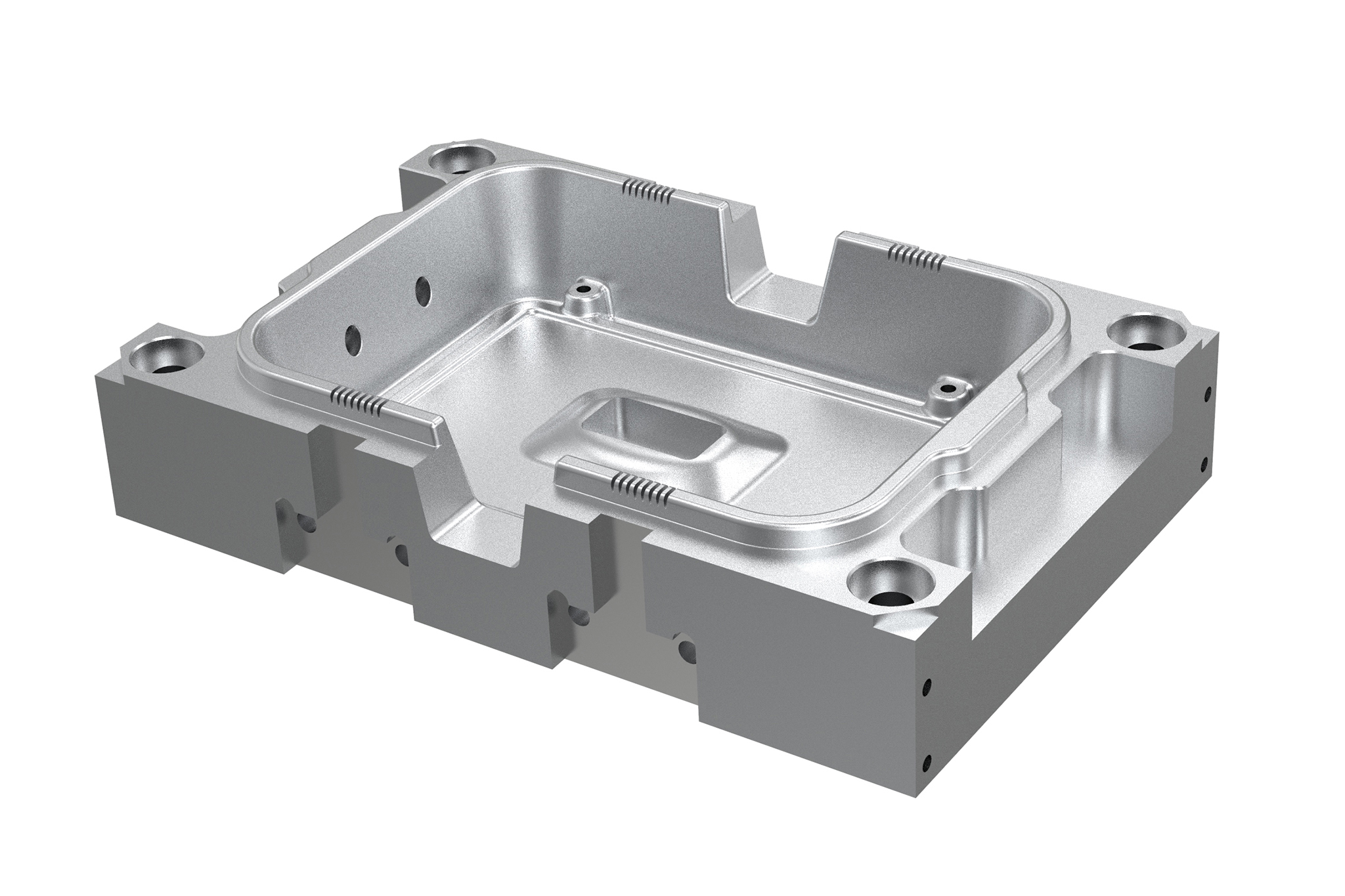
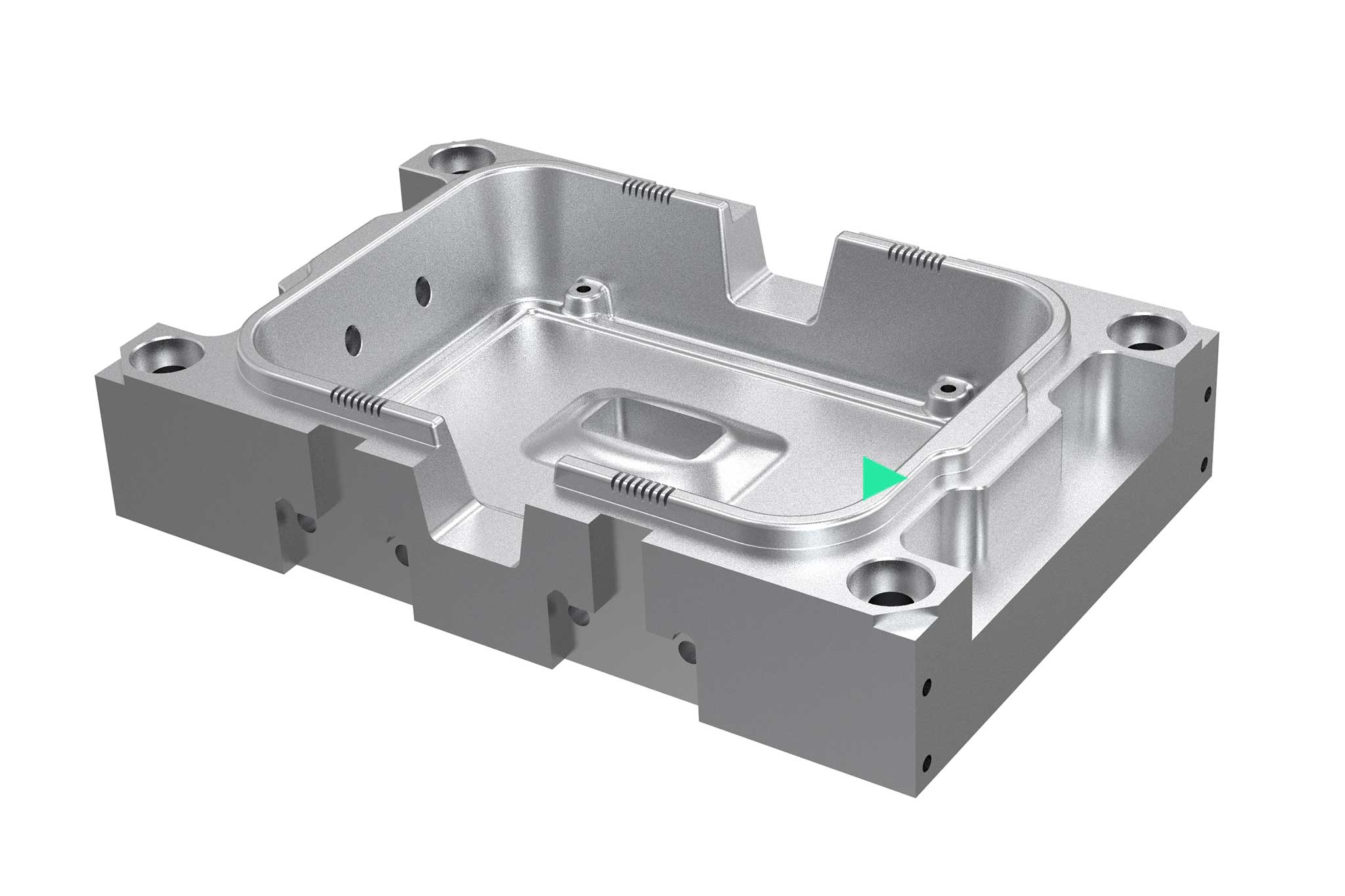
クローズドポケット
クローズドポケットは、通常Z面の粗旋削で製作されます。ミリング加工の際には、加工口としてランプが選択されることがよくあります。ツールの選択は、部品の壁の深さと作成するドラフトによって決まります。マパールのモジュラーシステムの幅広いラインナップは、大径の深いポケットの加工にも対応しています。
クローズドポケット加工用生産プログラムについて -
5 / 8
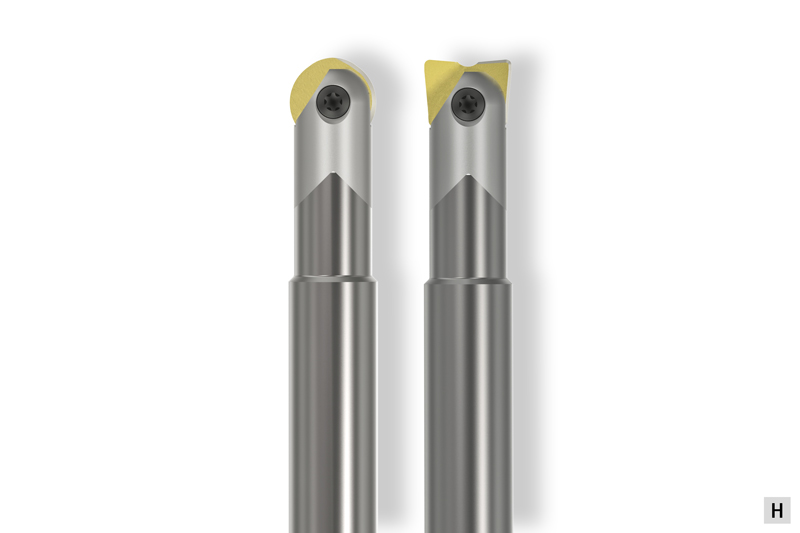
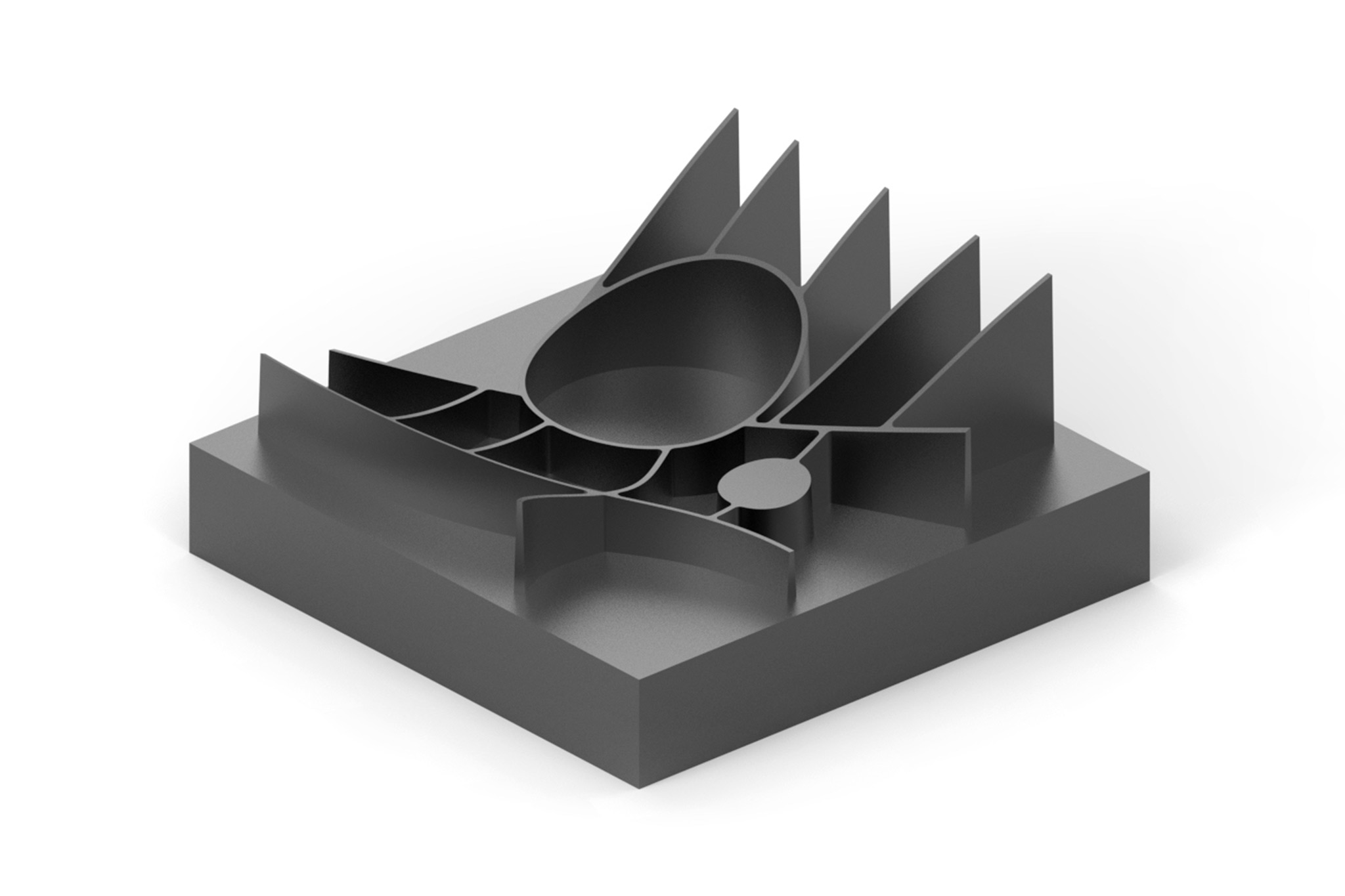
ヘリカルミリング
ミリング加工では、加工時間の短縮が大きなテーマとなっています。丸いクローズドポケットの加工用の特殊なツール形状により、多くの場合、事前の穴あけプロセスを省略することができます。ヘリカルミリングでは、ポケットの寸法に適した螺旋状のエントリーでミリングパスがプログラムされています。
ヘリカルミリング用生産プログラムについて -
6 / 8
平面
ツールや金型製作において、平面を作る作業は非常に頻繁に、またさまざまな分野で発生します:部品に関連するもの、それぞれのミリングに起因する戦略的なもの、金型の平曲面や断片、切断金型の要件に関連するものなど、さまざまです。そして、用途や要求に応じて適切なツールが選択されます。
平面加工用生産プログラムについて -
7 / 8
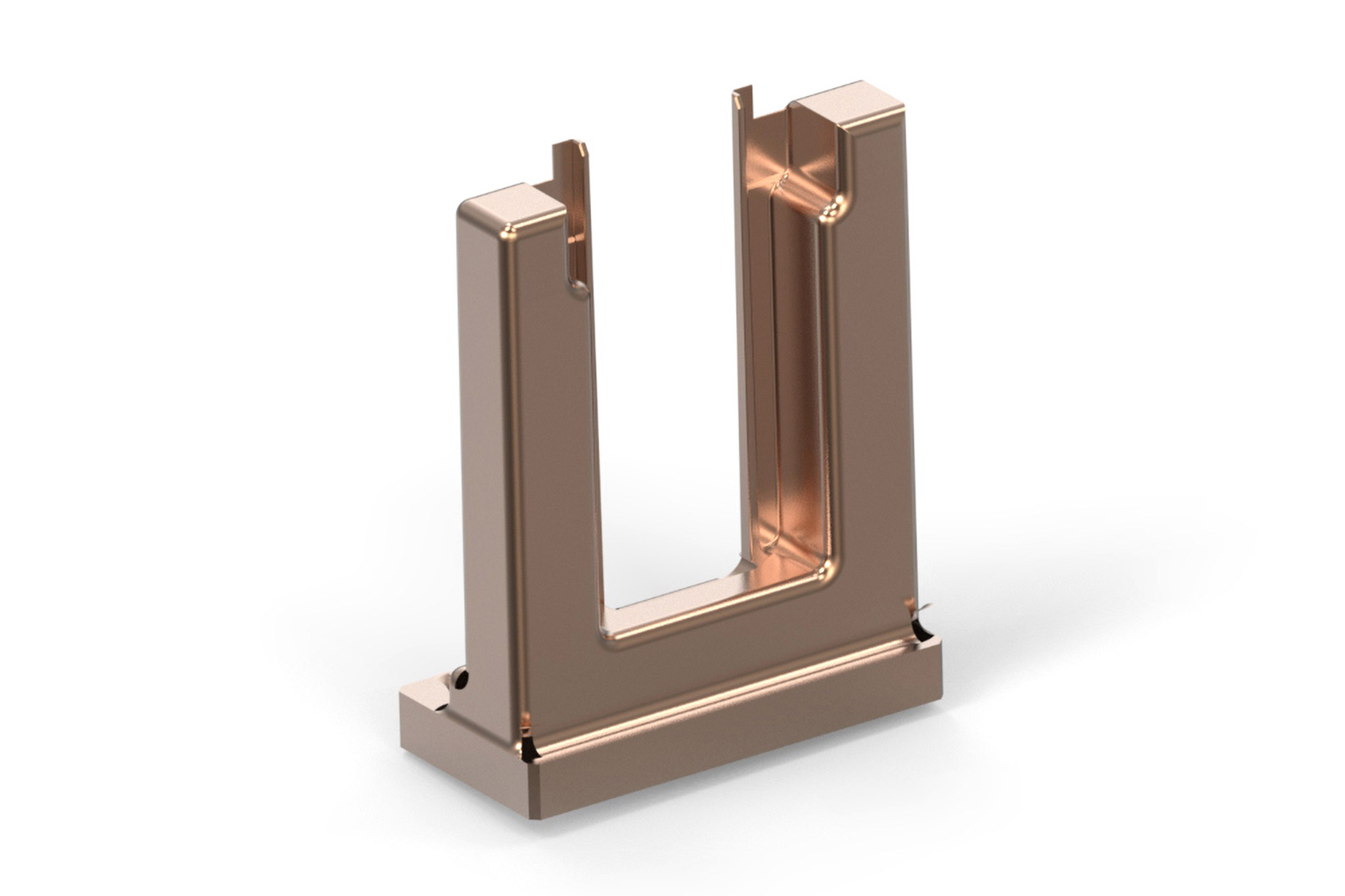
薄肉の壁とリブ
プラスチック射出成形金型やダイカスト金型には、リブや薄肉の壁が多くあります。リブなどは、放電加工(スパーク・エロージョン)よりもコスト的に有利なことから、ミリング加工が多くなっています。通常、小径の長尺または超長尺の超硬ツールが使用されます。また、それぞれのリブ形状に合わせたカスタムソリューション(RibCutter)も可能です。
薄肉の壁とリブの加工用生産プログラムについて -
8 / 8
小径・大径穴
ツールや金型製作では、ソリッドドリルによる加工は、ガイドコラム用の大径穴、冷却システム用の深穴からエジェクタピン用の高精度の穴まで多岐にわたります。マパールは、個々の製造工程に対応したドリルツールおよびリーミングツールの包括的なラインナップを提供しています。
小径・大径穴加工用生産プログラムについて

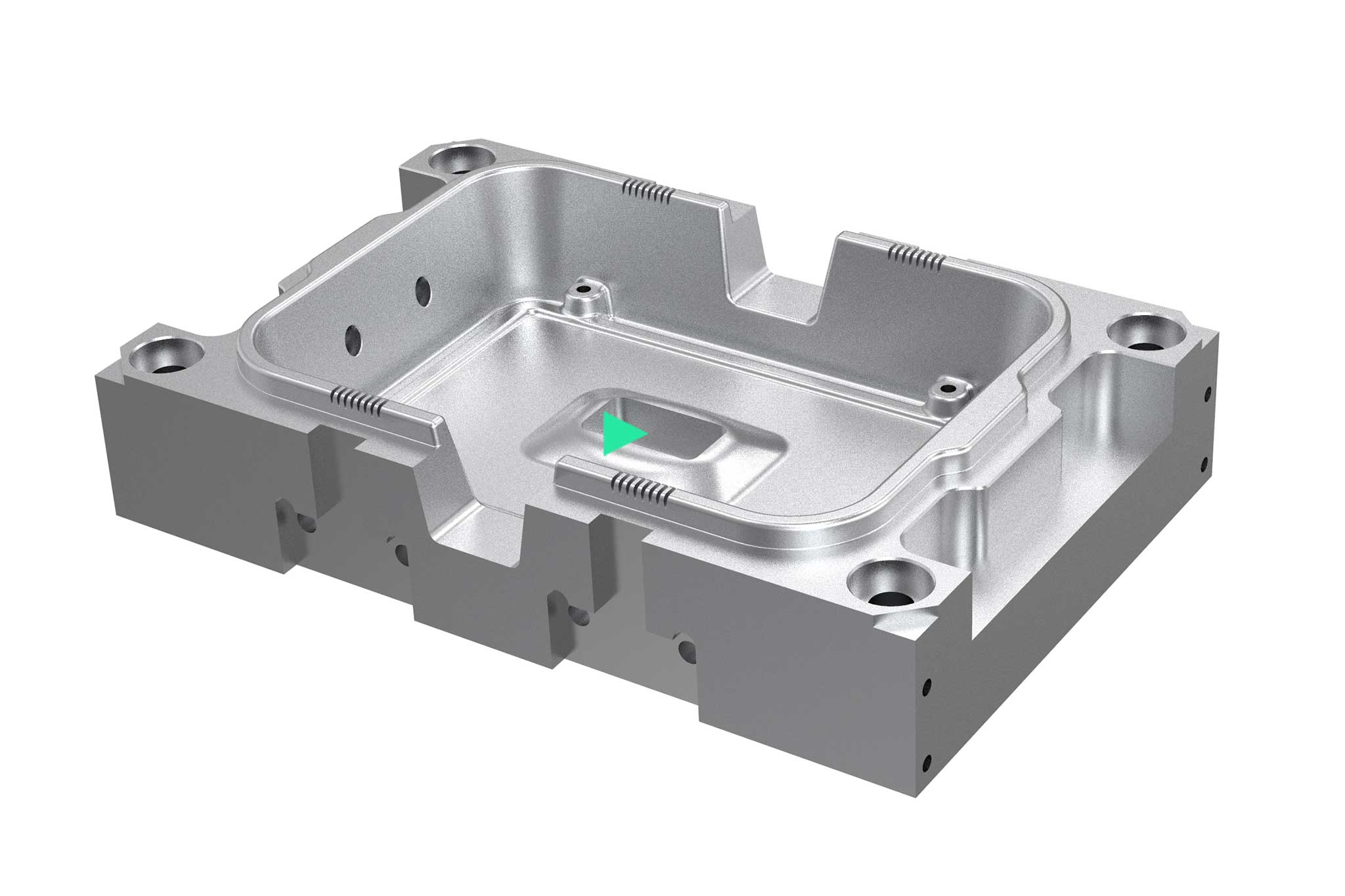
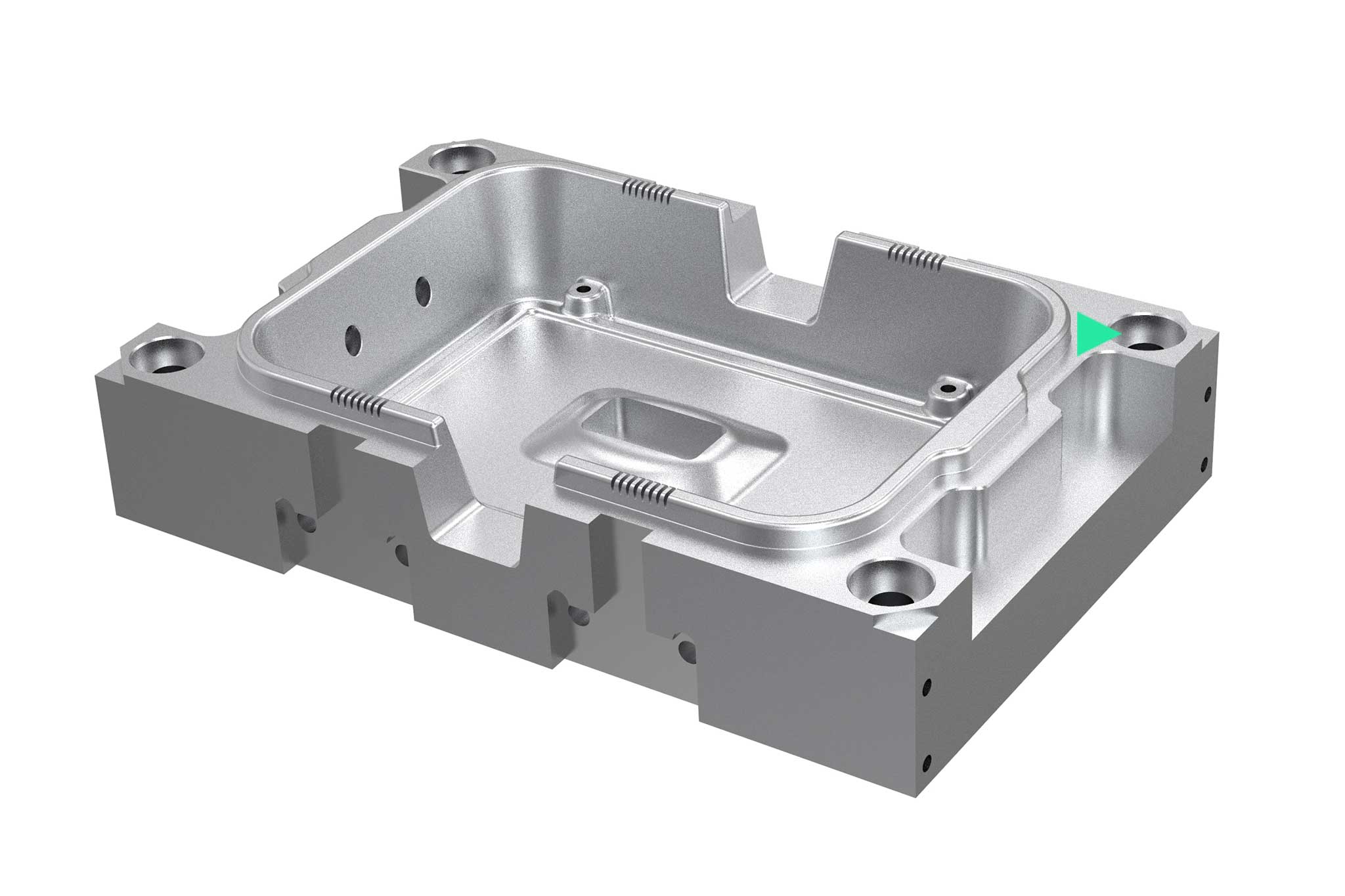



スタートから全てをサポート







Engineering Workflow - From theory to practice


Further items about the die&mould area
-
13.04.2026
IMPULSE 86 has been published
In the current issue of the technology magazine IMPULSE, the main topics are the merger of the German sites and the aerospace sector.
-
02.12.2025
Large tool package for Mangner Zerspanungstechnik
MAPAL has equipped Mangner GmbH with a comprehensive tool package for drilling operations.
-
04.03.2025
CORMOL relies on milling cutters such as the OptiMill-3D-HF from MAPAL for tool making
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.



Our retail partners
Responsibility according to postcode areas
-
1 / 16
Postcode 35
FRITZ WEG GmbH & Co. KG
Ahornweg 41
35713 Eschenburg-WissenbachPhone: +49 2774 701-0
Fax: +49 2774 701-39
Email: info@fritzweg.de
Web: www.fritzweg.de -
2 / 16
Postcode 44
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
3 / 16
Postcode 51
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
4 / 16
Postcode 56, 57
FRITZ WEG GmbH & Co. KG
Ahornweg 41
35713 Eschenburg-WissenbachPhone: +49 2774 701-0
Fax: +49 2774 701-39
Email: info@fritzweg.de
Web: www.fritzweg.de -
5 / 16
Postcode 58, 59
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
6 / 16
Postcode 60, 61
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
7 / 16
Postcode 63 - 69
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
8 / 16
Postcode 70 - 73
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
9 / 16
Postcode 74, 75
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
10 / 16
Postcode 76 - 79
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
11 / 16
Postcode 80 - 87
AB1-Tools e.K.
Goethering 45
91732 MerkendorfPhone: +49 9826 333-2241
Fax: +49 9826 333-3691
Email: info@ab1-tools.com
Web: www.ab1-tools.com -
12 / 16
Postcode 88, 89
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
13 / 16
Postcode 90 - 97
AB1-Tools e.K.
Goethering 45
91732 MerkendorfPhone: +49 9826 333-2241
Fax: +49 9826 333-3691
Email: info@ab1-tools.com
Web: www.ab1-tools.com -
14 / 16
Danmark
EDECO TOOL APS
Naverland 2
2600 Glostrup
DanmarkPhone: +45 7060 2029
Email: info@edeco.dk
Web: www.edeco.dk -
15 / 16
Italy
TEKNOS S.r.l.
Via A. Pigafetta, 2
35011 Campodarsego (PD)
ItaliaPhone: +39 049 8877061
Email: info@teknositalia.it
Web: www.teknositalia.it -
16 / 16
Portugal
Álamo-Ferramentas Unipessoal Lda
Rua da ETAR, Lote 9
Zona Industrial de Oiã
3770-059 Oiã
Phone: +351 234 728-193
Email: geral@alamo-ferramentas.com