Sistemi di trazione elettrici
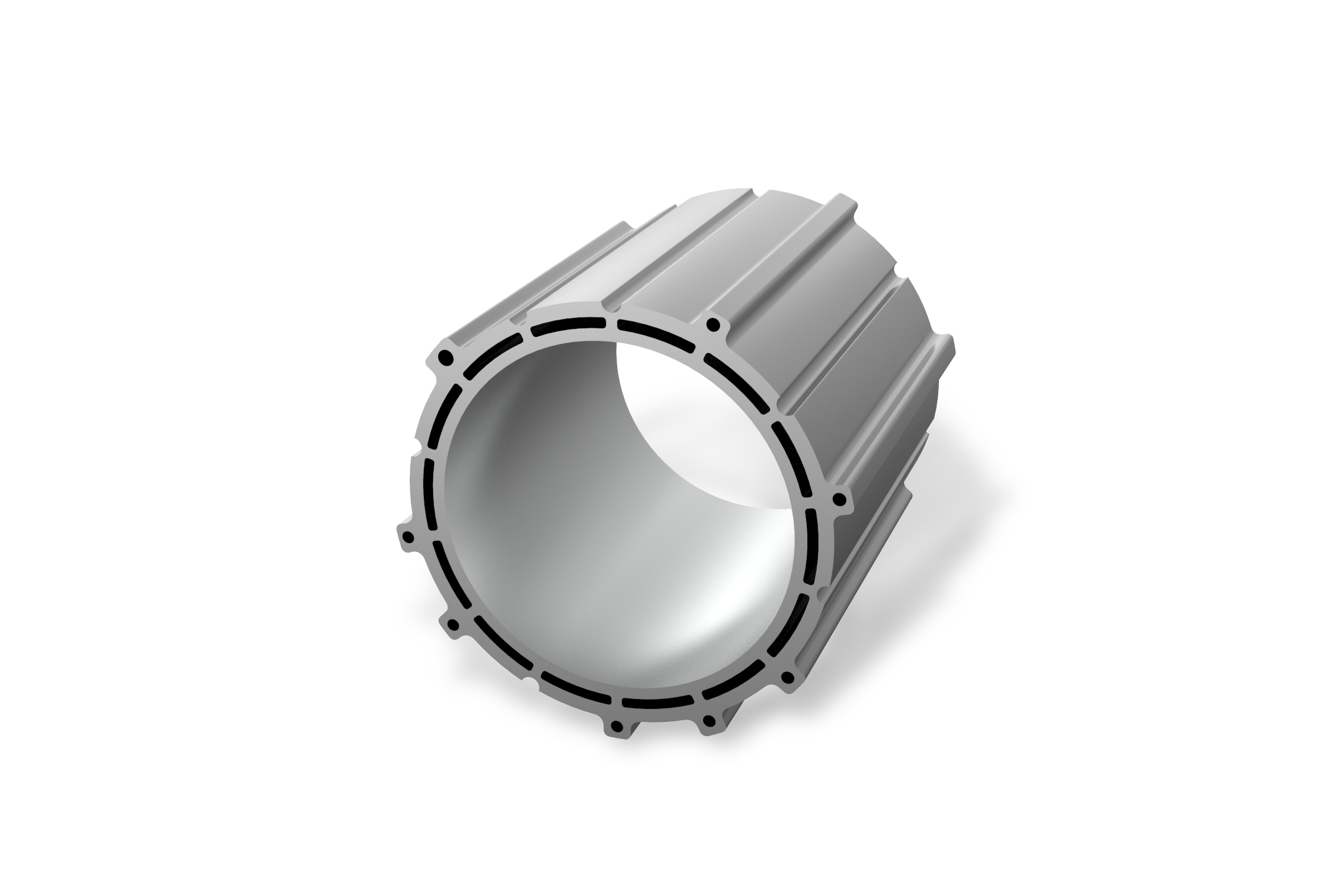
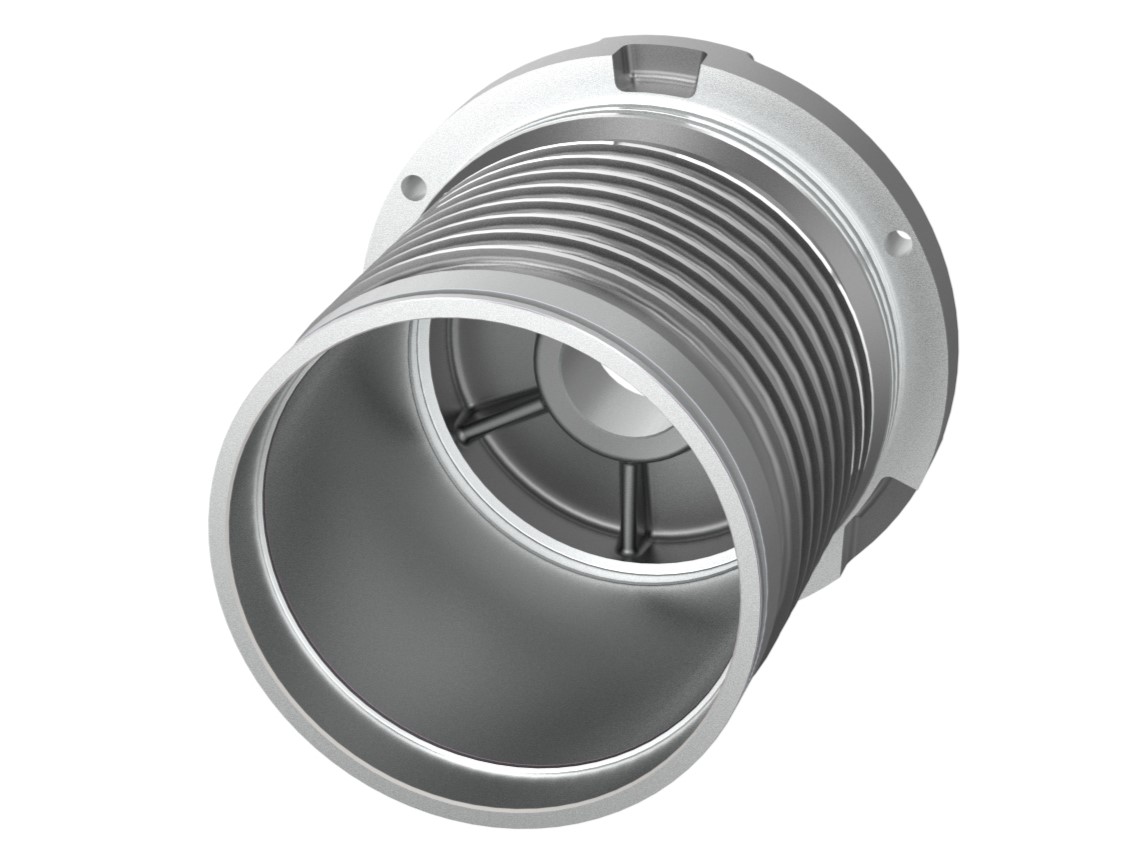
I produttori e i fornitori di automobili stanno affrontando nuove sfide nel campo dei componenti dei motori elettrici. Un esempio che dimostra l’entità di tali sfide è costituito dal corpo di un motore elettrico: rispetto alla scatola del cambio, questo deve essere prodotto con tolleranze molto più strette, dal momento che la precisione influisce in maniera determinante sul grado di efficienza del motore elettrico.
Inoltre, la sua speciale struttura, come ad esempio i canali di raffreddamento integrati, fa sì che il corpo del motore elettrico presenti pareti molto più sottili rispetto a quelle della scatola del cambio. In alcuni di questi corpi vengono anche pressate le bronzine in acciaio. Speciali schermi di protezione nell’utensile assicurano che i trucioli in acciaio non entrino in contatto con le superfici in alluminio durante la lavorazione e non le danneggino.
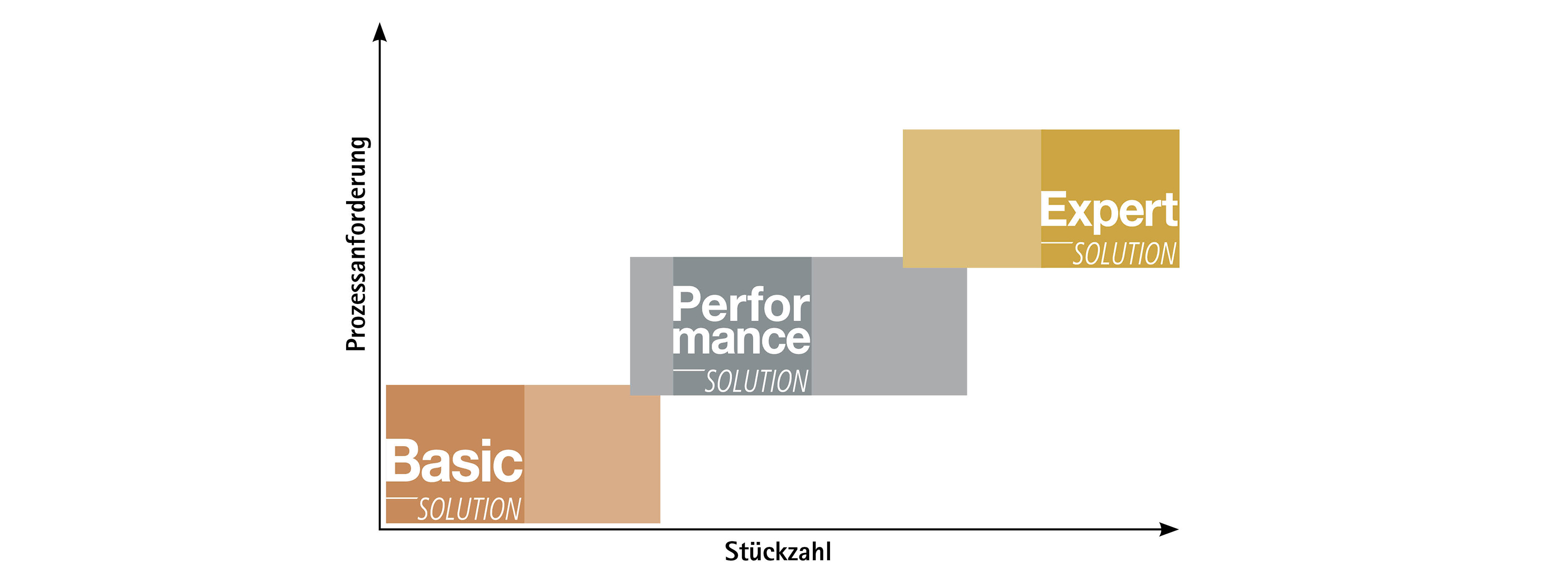
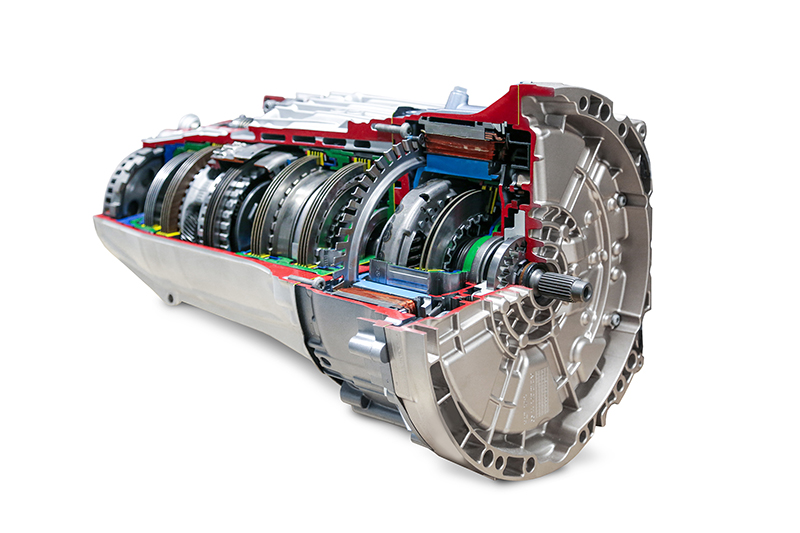
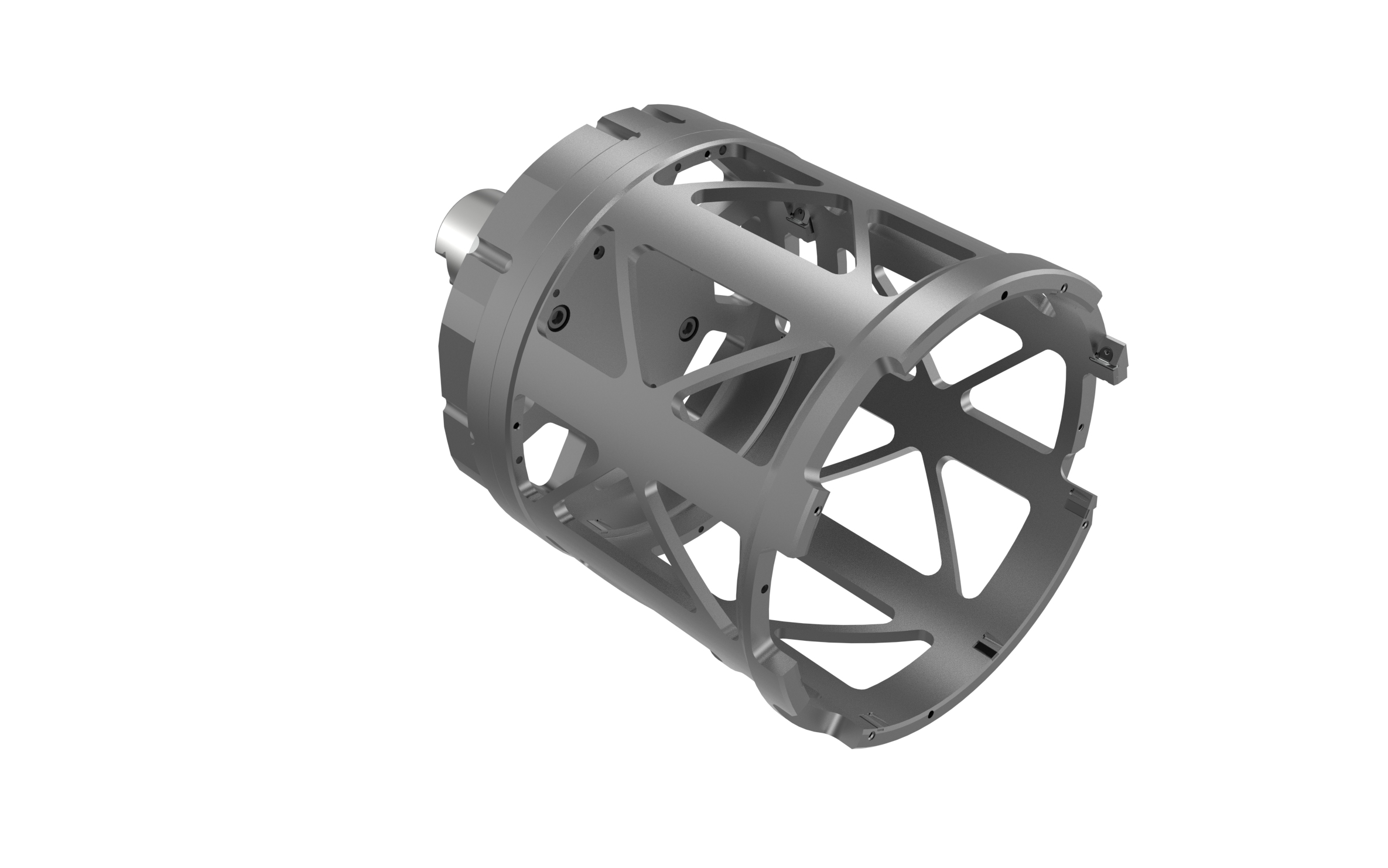
Requisiti di asportazione truciolo e caratteristiche dei diversi tipi di alloggiamento


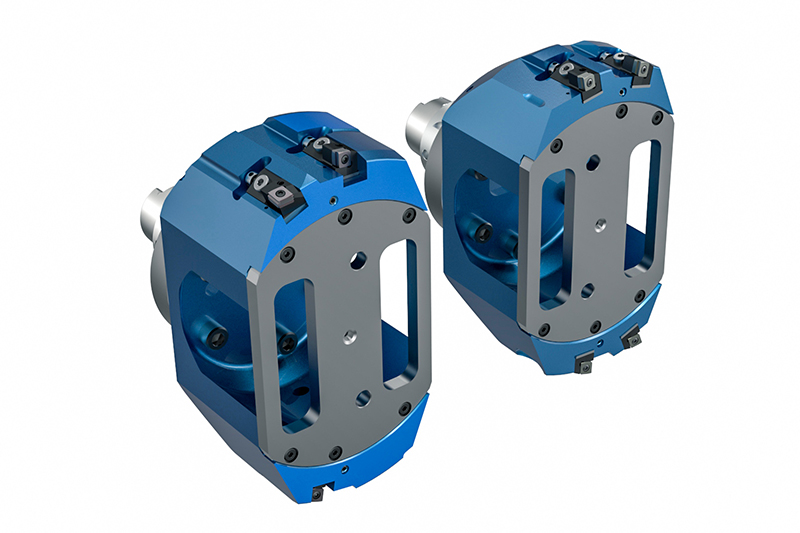
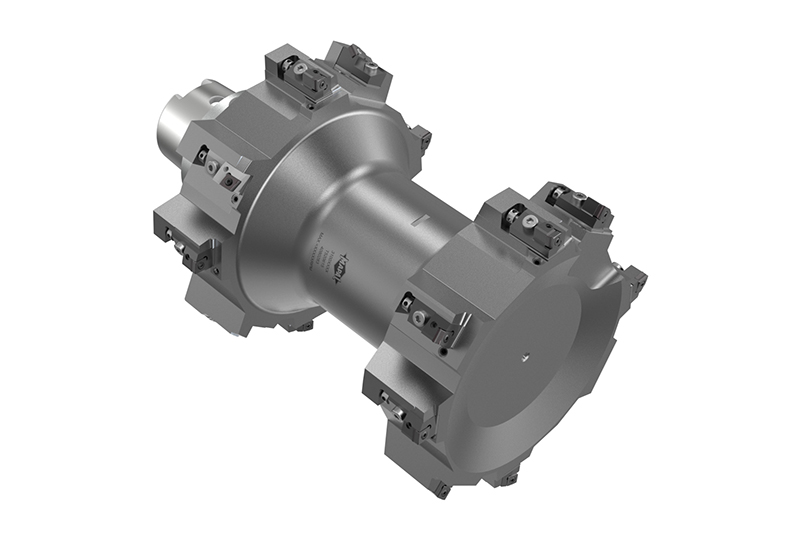
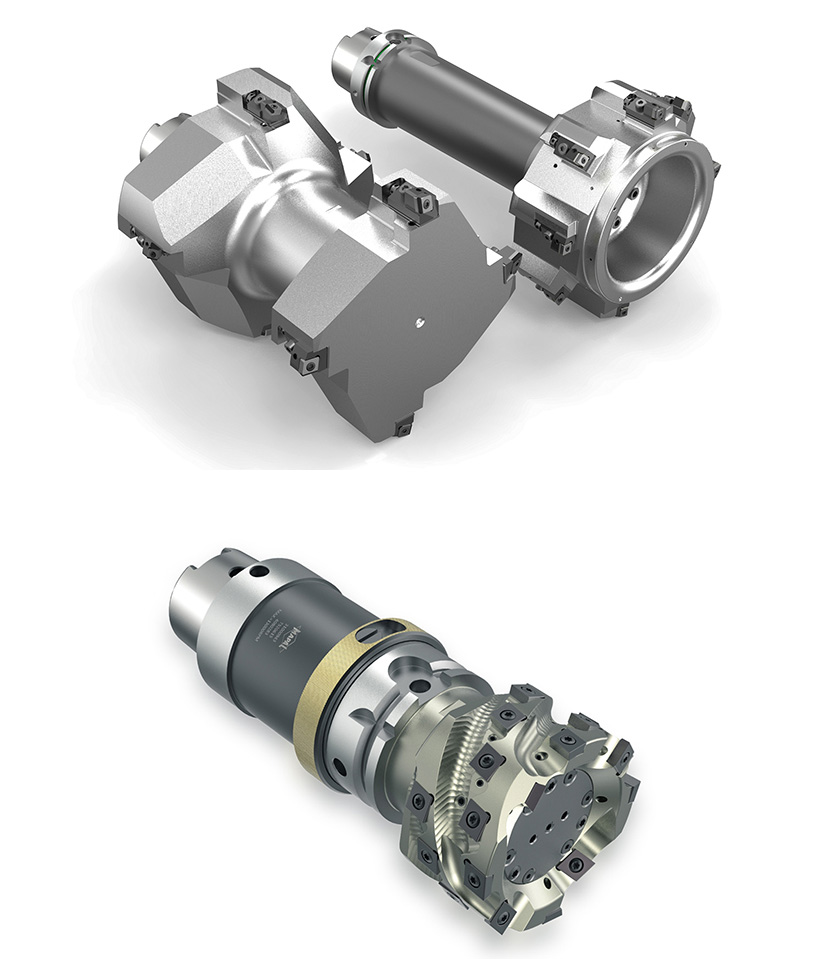
Procedura di base per la lavorazione del corpo statore
Sia il processo di lavorazione sia gli stessi utensili vengono realizzati a seconda della situazione dimensionale, dell’impianto industriale e del sistema di serraggio. Questo mantiene le forze di taglio che agiscono sul componente al livello più basso possibile. La suddivisione della lavorazione del foro statore avviene in tre passaggi: prelavorazione, semifinitura e lavorazione di precisione.

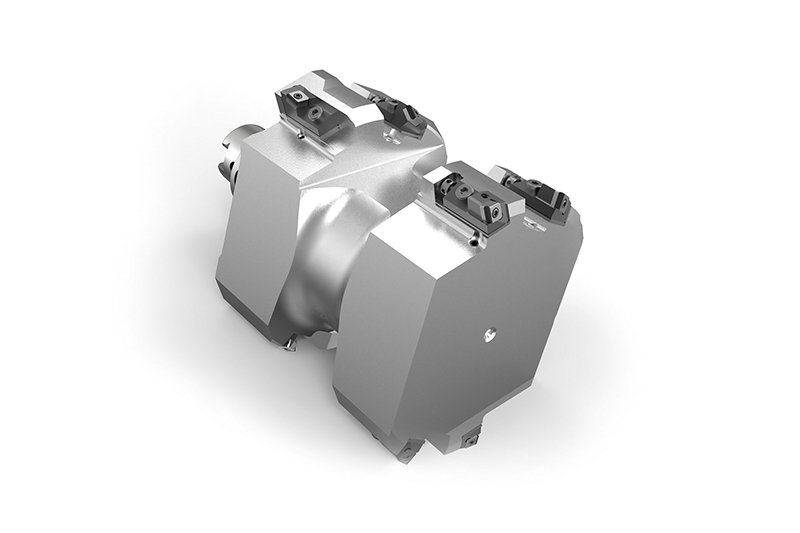
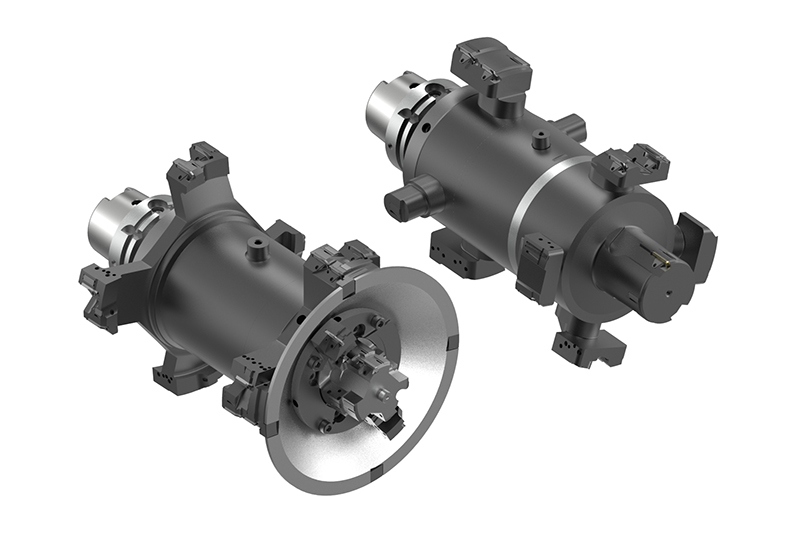
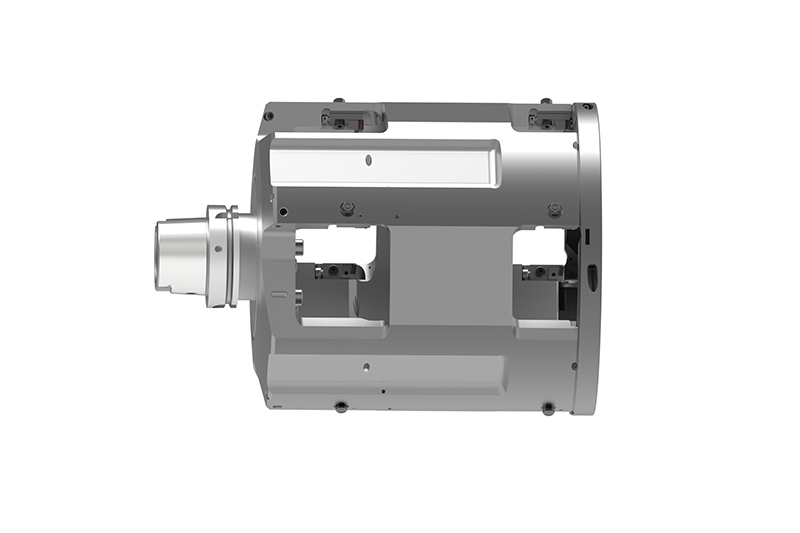
Lavorazione esterna del corpo statore



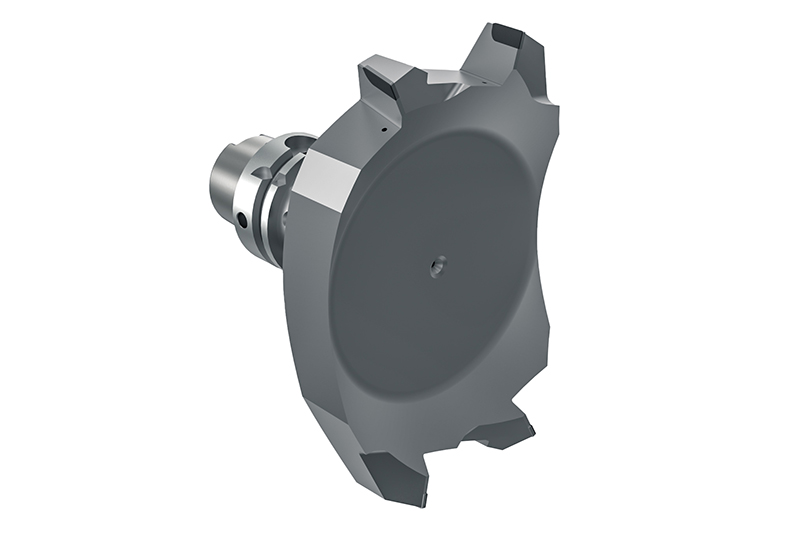
Soluzioni di asportazione truciolo per…