ツールおよび金型製造部門活動開始
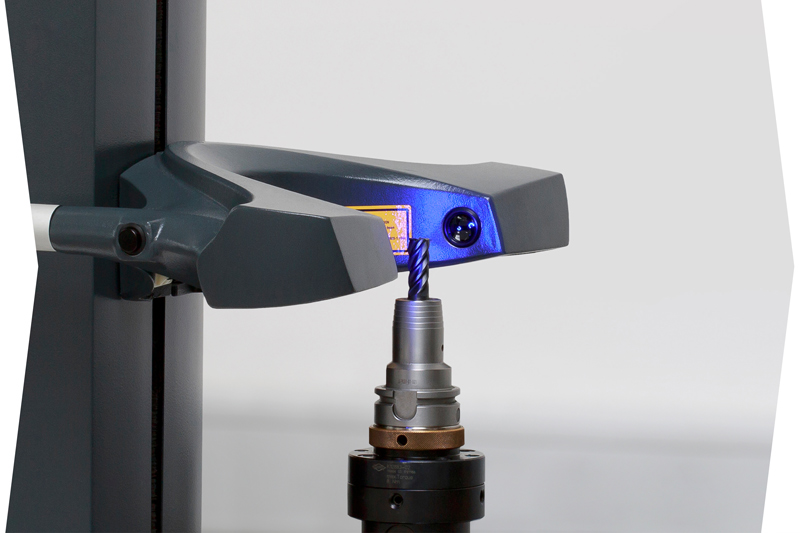
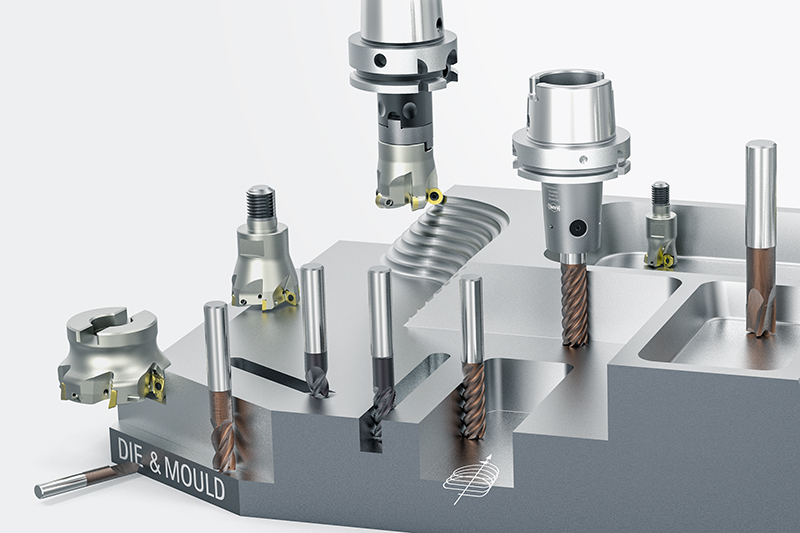
まさにこれらの側面が自動車産業、機械製造あるいは航空宇宙産業などの分野でマパールを成功させています。したがって精密ツールメーカーがや金型製造におけるすべての加工プロセスに対して効率的かつ経済的なソリューションを提供するのは当然のことです。汎用性が高く精密で高性能なツールとスリムな輪郭で正確な振れ精度の特殊なツールホルダーはミーリング加工で一定の表面品質を確保することで、研磨の手間や手直しを最小限に抑えてくれます。これによりプロセス全体の大幅なコスト削減が可能になります。
金型製造のためのツールプログラム





































Components and workpiece material

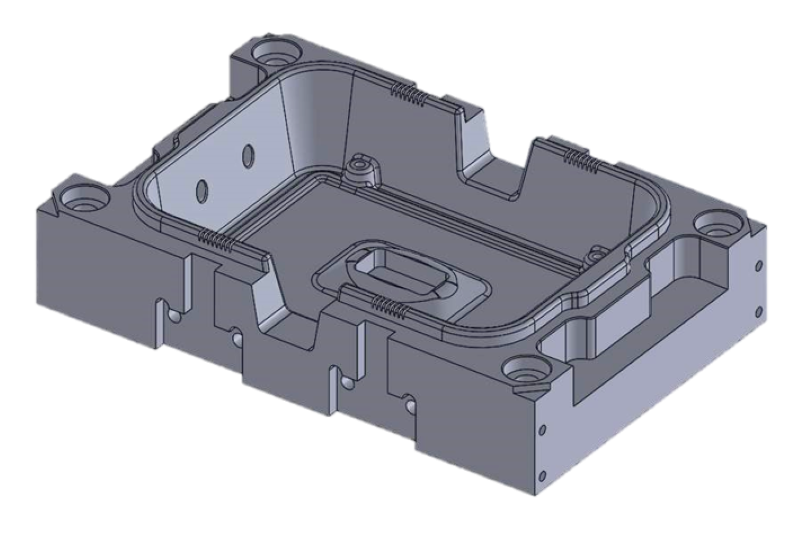
Dal pezzo grezzo al pezzo finito
-
 1 / 8
1 / 8Superfici 2D
Da un lato, questa categoria comprende i processi di lavorazione eseguiti direttamente sulla macchina, come la fresatura a spianare e la fresatura di tasche e pareti dritte. Dall’altro, include anche le operazioni per geometrie complesse che vengono programmate tramite un software CAM.
Vai all’assortimento di prodotti per la lavorazione di superfici 2D -
2 / 8
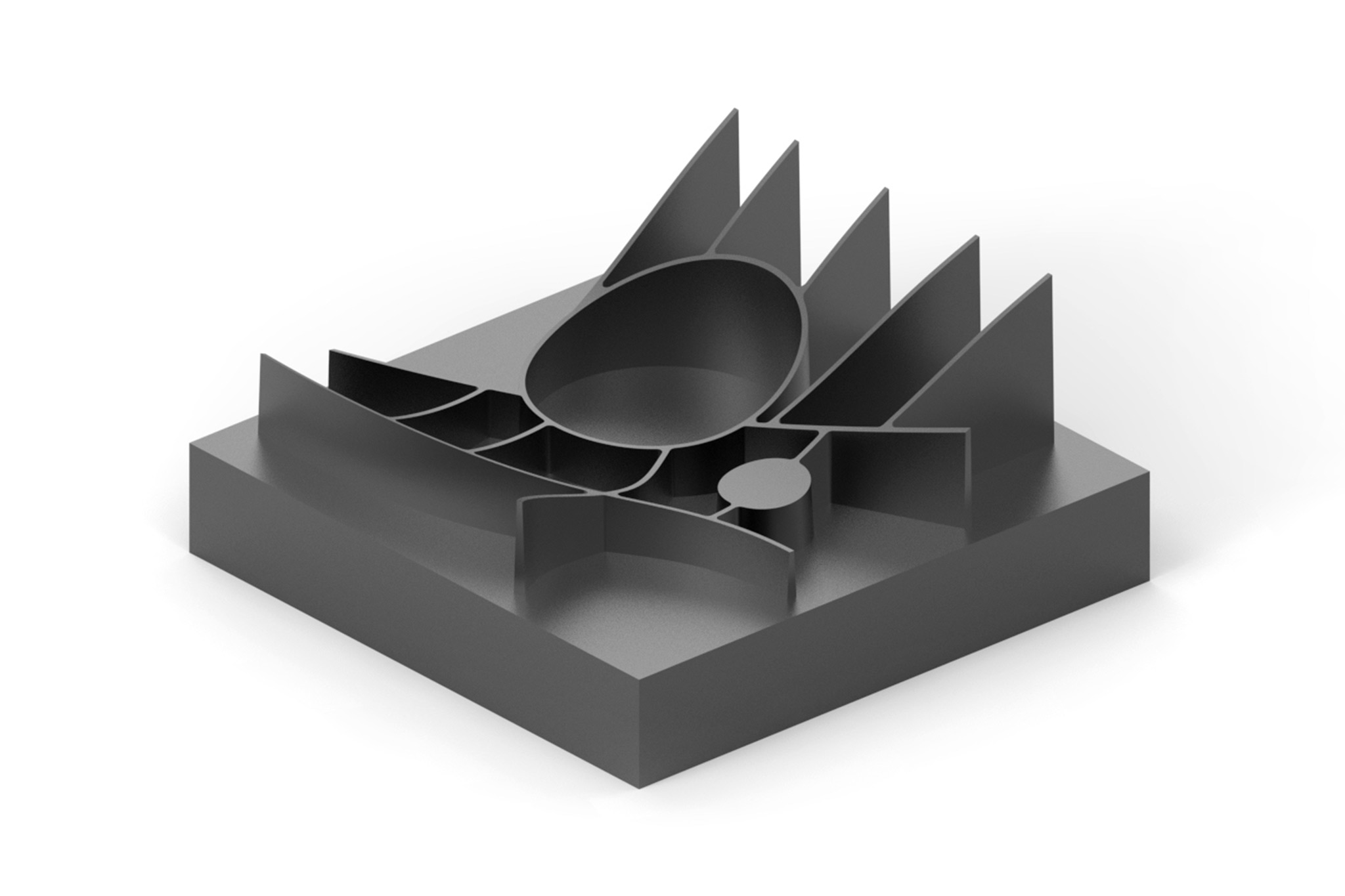
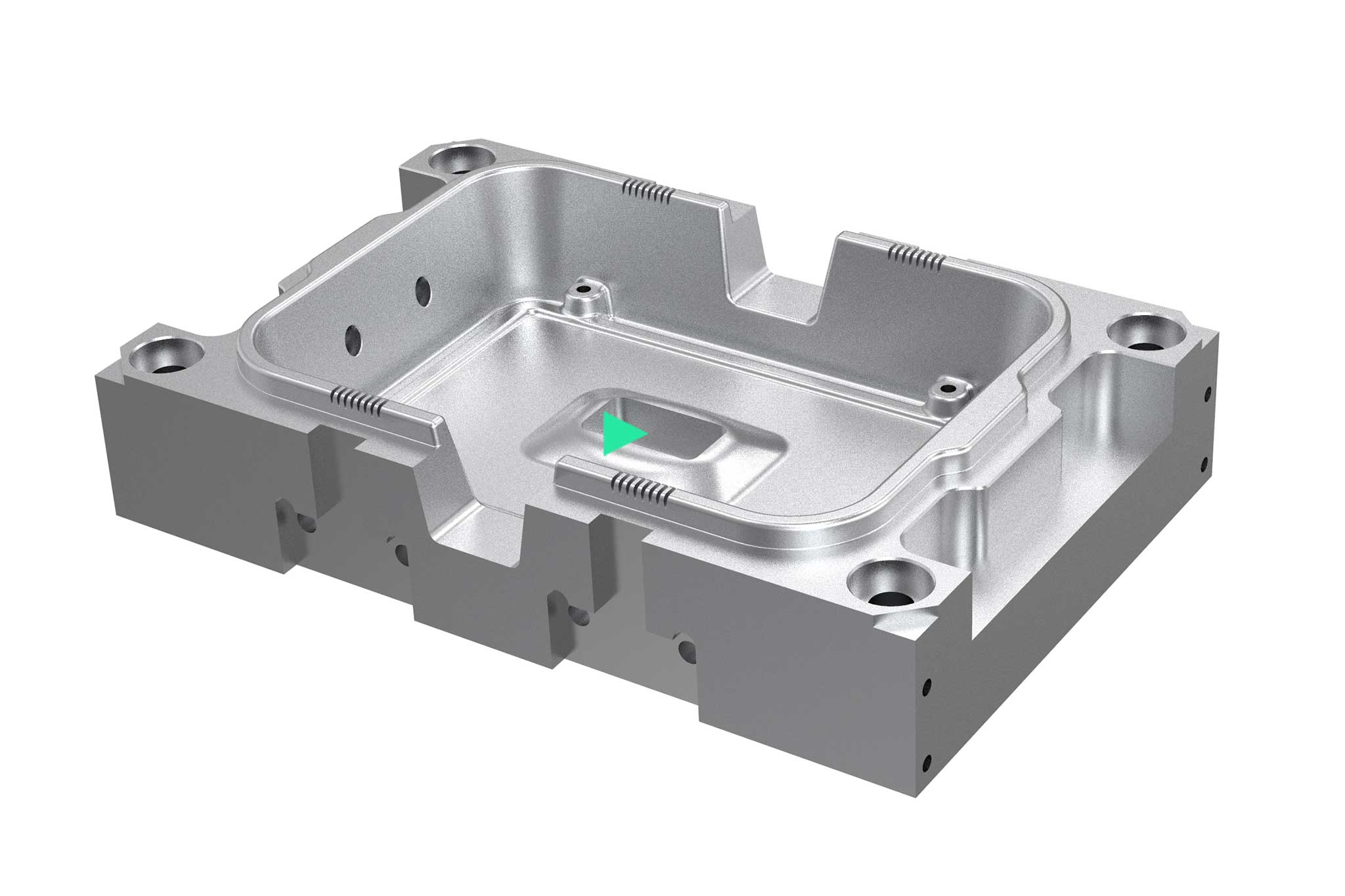
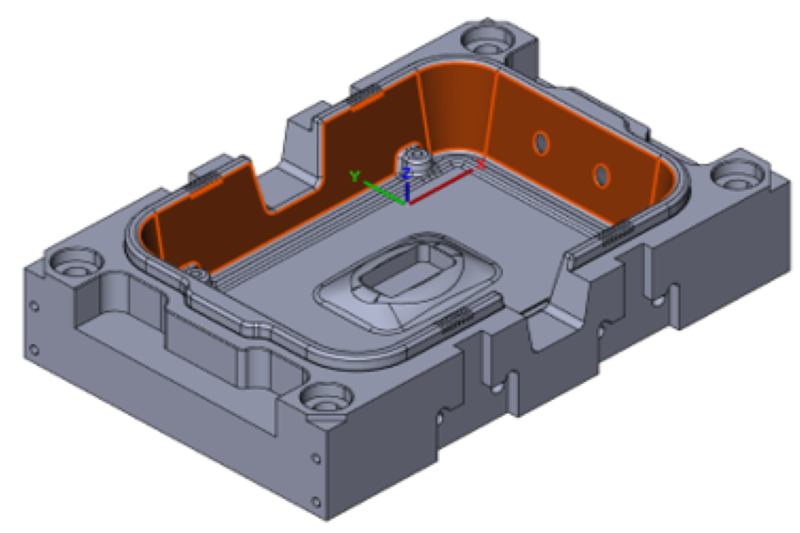
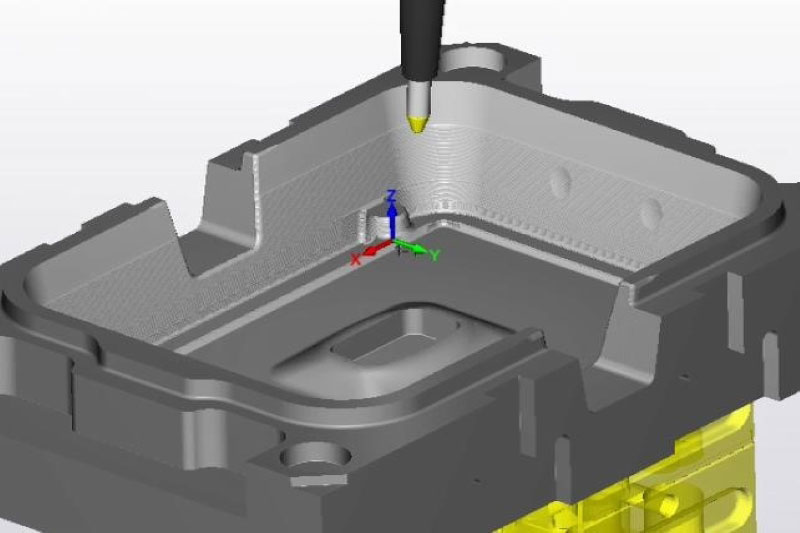
Superfici 3D
Nella costruzione di stampi e matrici, la produzione di stampi sempre più complessi è parte della vita quotidiana. I continui sviluppi delle macchine utensili e del software CAM portano le prestazioni e la produttività a un livello ancora più elevato. Ne consegue che anche gli utensili utilizzati devono andare di pari passo con il più recente stato dell’arte. Per ottenere risultati ottimali, all’inizio della progettazione si esegue un’analisi del processo.
Vai all’assortimento di prodotti per la lavorazione di superfici 3D -
3 / 8
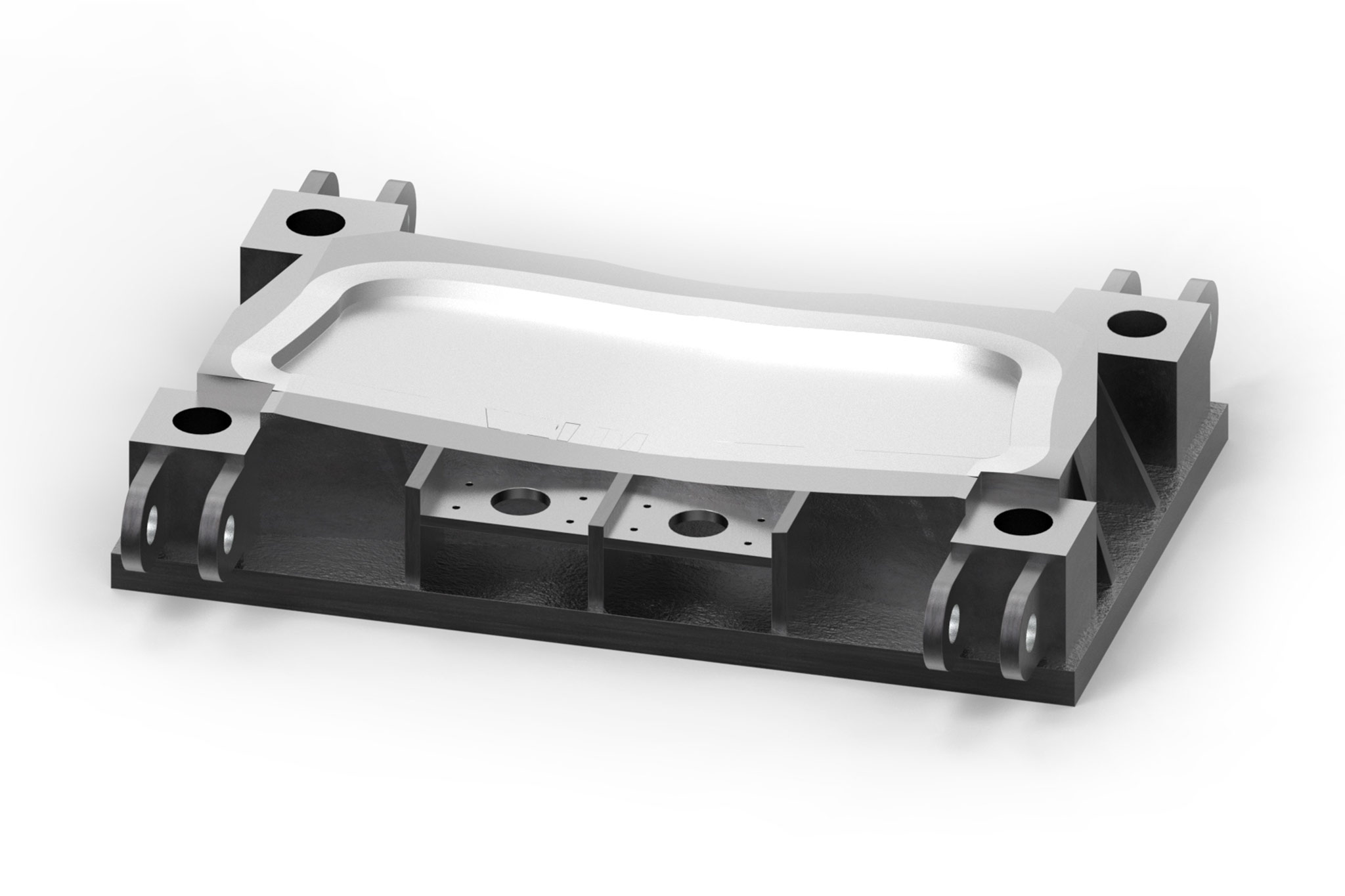
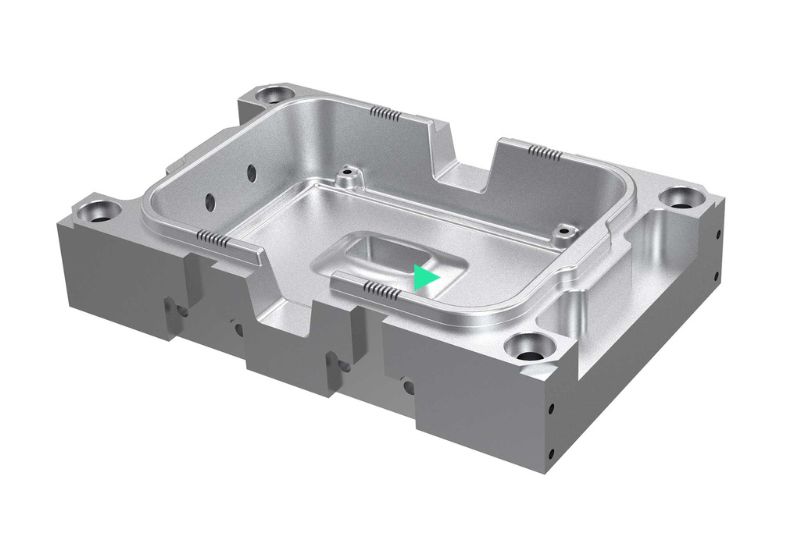
Tasche aperte
Le casse porta stampo presentano anche operazioni di lavorazione necessarie per la fusione o per diversi elementi integrativi. Gli utenti utilizzano in misura crescente frese trocoidali per lavorare le tasche aperte (lavorazioni periferiche). Tale metodo permette di ottimizzare i tempi di lavorazione e di estendere la durata dell’utensile.
Vai all’assortimento di prodotti per la lavorazione di tasche aperte -
4 / 8
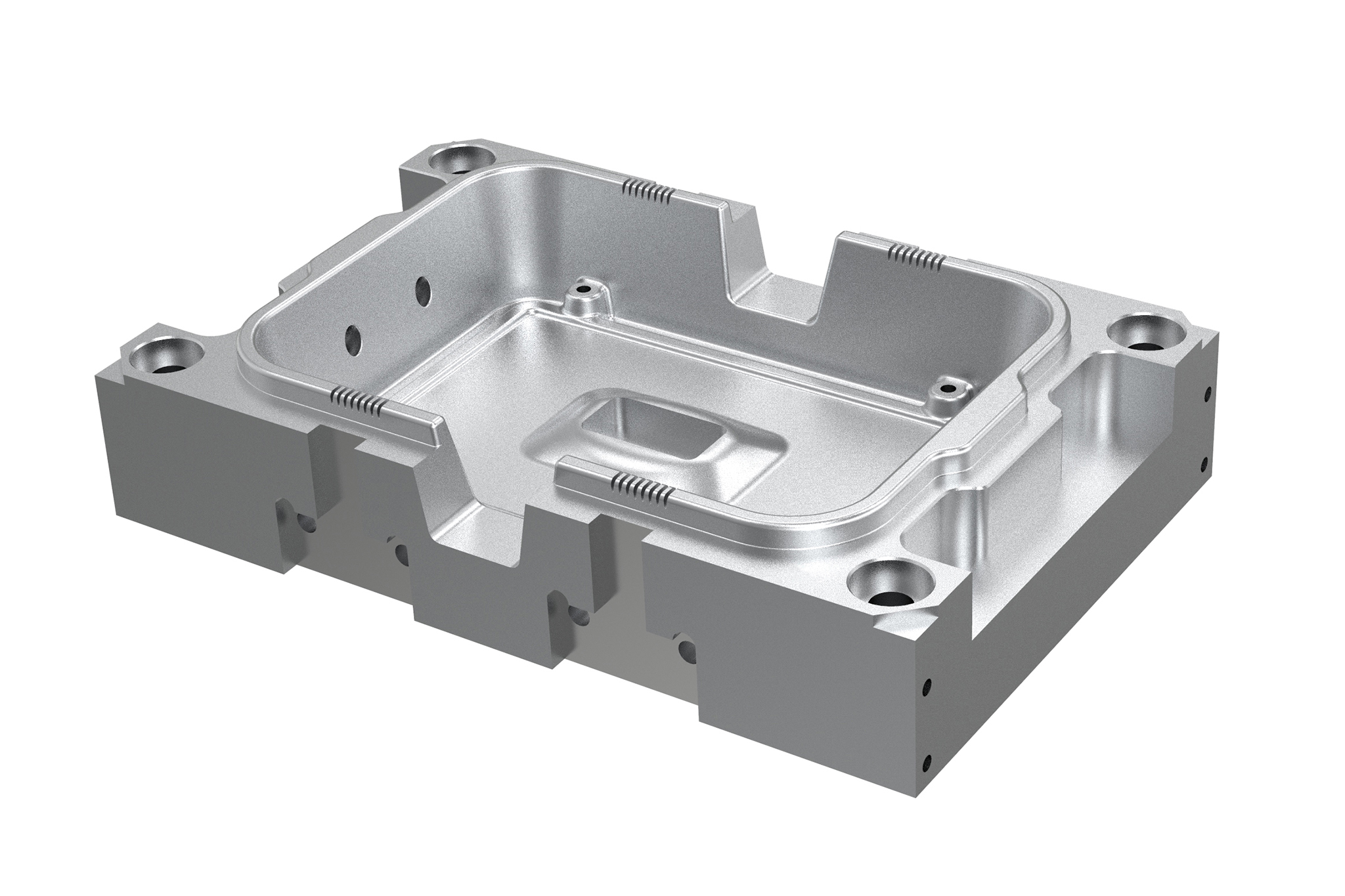
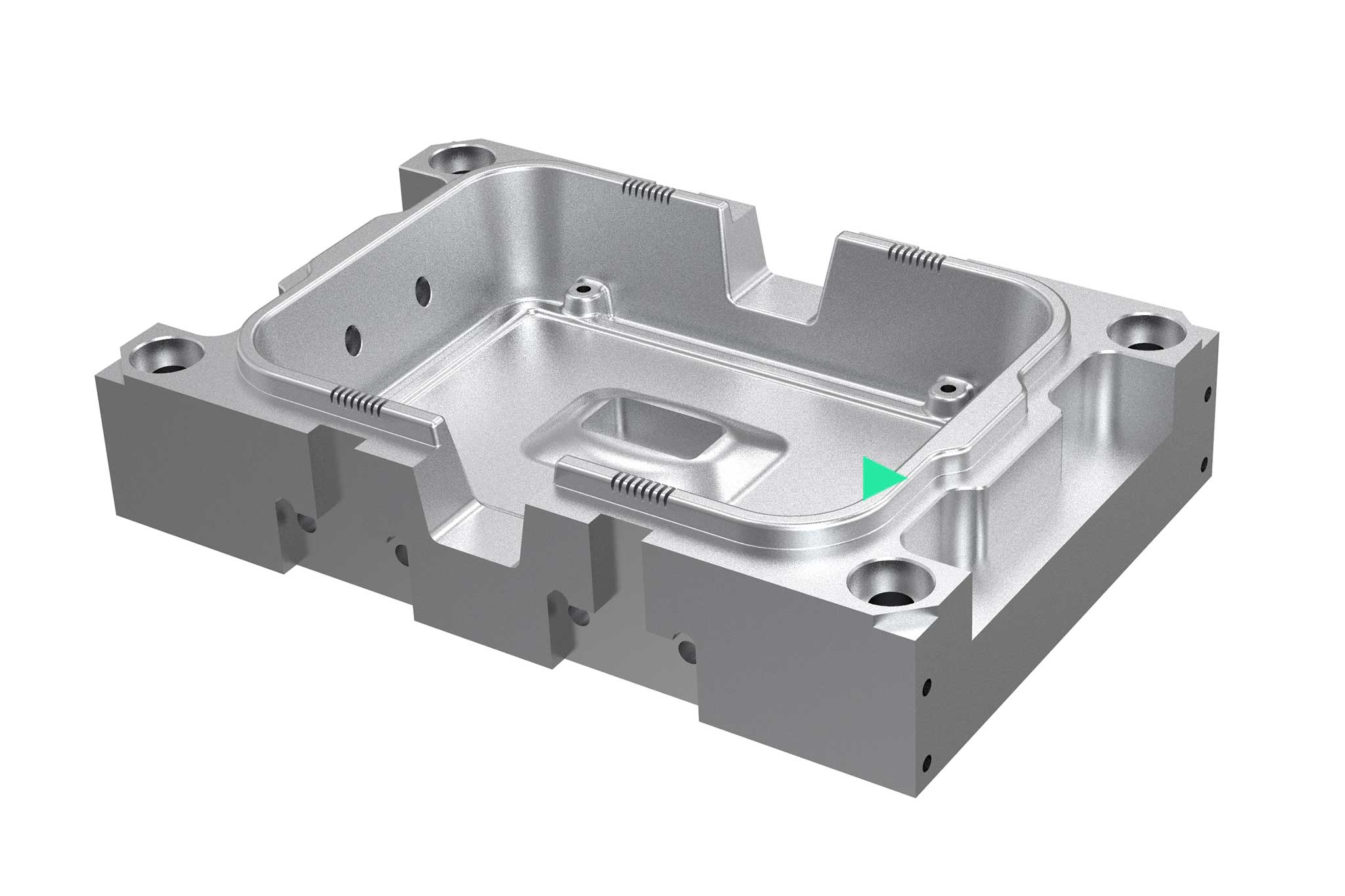
Tasche chiuse
Le tasche chiuse vengono prodotte per lo più tramite la sgrossatura nei piani Z. L’ingresso di lavorazione viene spesso individuato utilizzando un’inclinazione durante la fresatura. La scelta dell’utensile dipende dalla profondità delle pareti e dai piani inclinati da riprodurre sul componente. L’ampio portfolio MAPAL di sistemi modulari include anche la lavorazione di tasche più profonde con grandi diametri.
Vai all’assortimento di prodotti per la lavorazione di tasche chiuse -
5 / 8
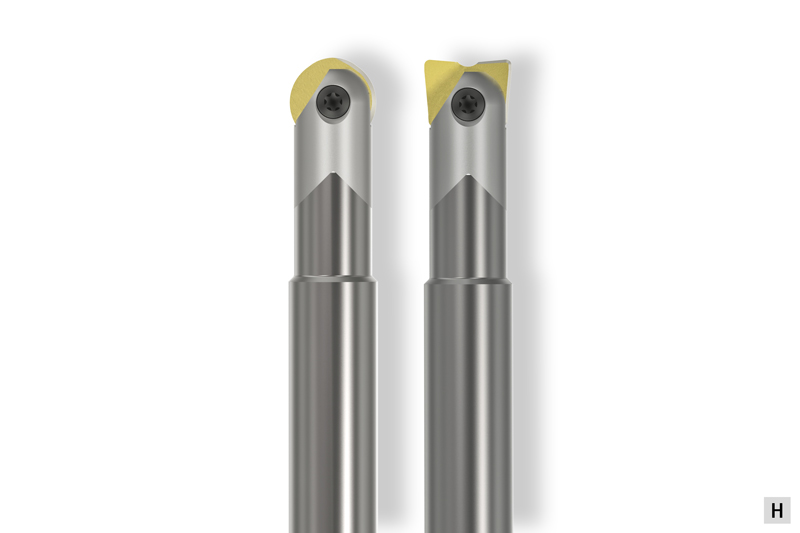
Interpolazione elicoidale
Uno degli obiettivi principali delle lavorazioni di fresatura è costituito dalla riduzione del tempo di lavorazione. Spesso è possibile eliminare il processo di preforatura grazie alle geometrie specifiche dell’utensile volte alla lavorazione di tasche chiuse e rotonde. Nell’interpolazione elicoidale, i tracciati di fresatura vengono impostati con ingressi elicoidali idonei alle dimensioni delle tasche.
Vai all’assortimento prodotti di interpolazione elicoidale -
6 / 8
Superfici piane
Le operazioni volte a creare superfici piane sono molto frequenti e ricorrono in diversi settori nella costruzione di stampi e matrici, sia che si tratti di componenti, di strategie dovute alla rispettiva lavorazione di fresatura o ai requisiti delle superfici di chiusura degli stampi, dei tagli e delle fustelle. L’utensile corretto viene quindi selezionato in base all’applicazione e al requisito.
Vai all’assortimento di prodotti per la lavorazione di superfici piane -
7 / 8
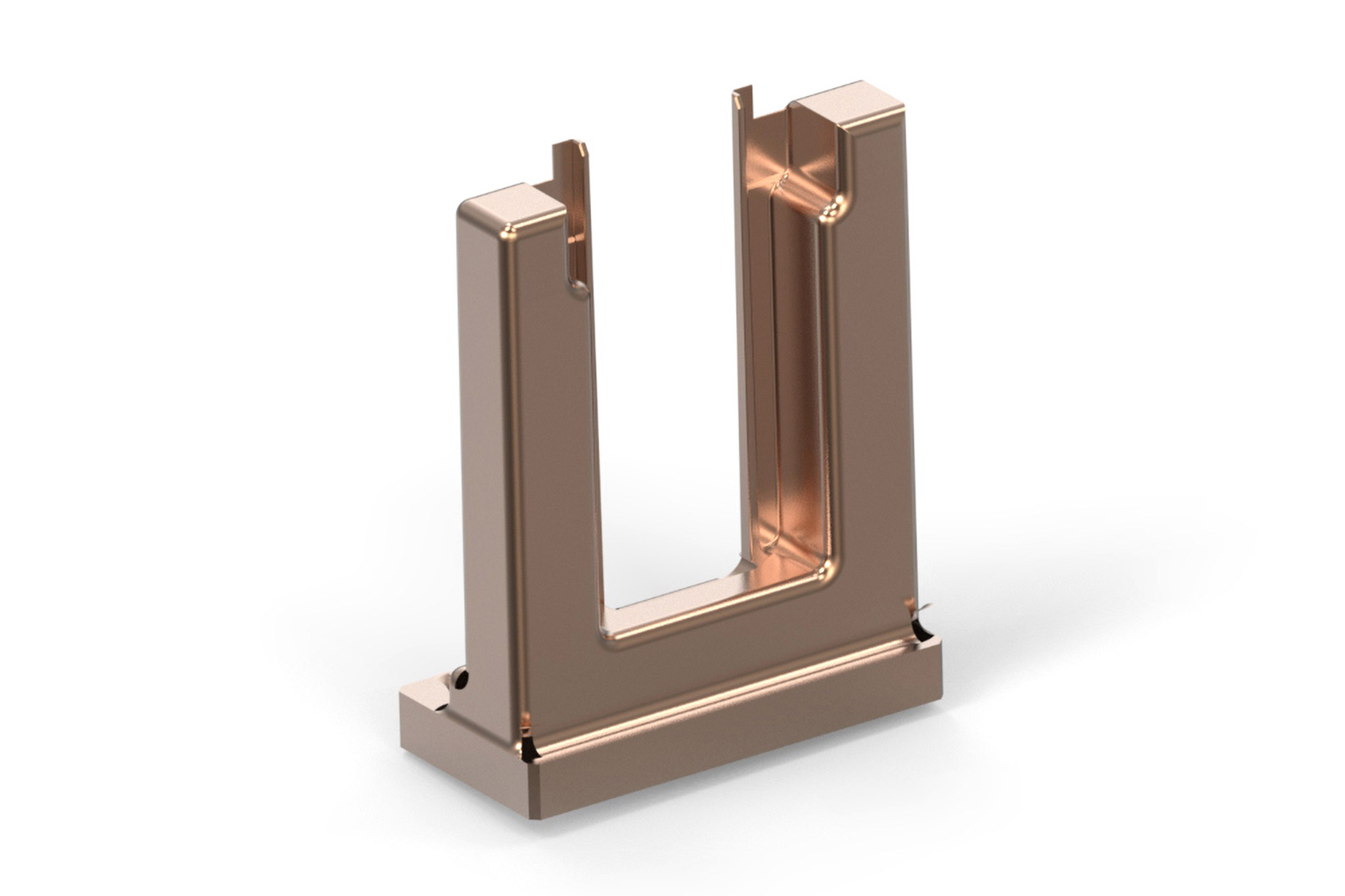
Pareti sottili e nervature
Plastic injection moulds and die casting moulds often have ribs and thin walls. Ribs, for example, are increasingly being milled, as this process is more cost-effective than EDM (spark eroding). As a rule, long or extra-long carbide tools with small diameters are used. Customer-specific solutions (RibCutter) to match the respective rib shape are also possible here.
Go to the product range for machining thin walls and ribs -
8 / 8
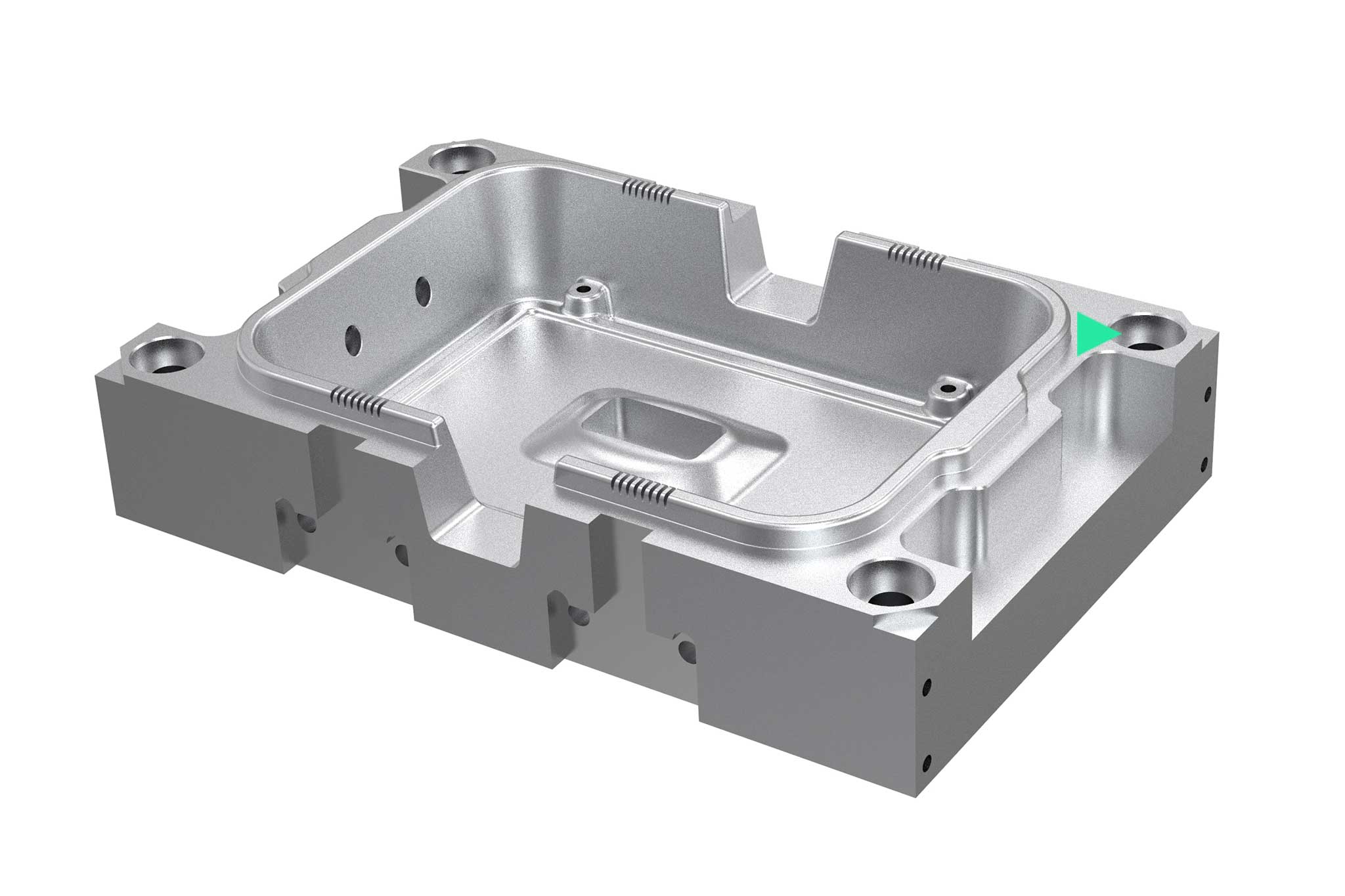
Fori di grandi e piccole dimensioni
La costruzione di stampi e matrici comprende una vasta gamma di operazioni di foratura integrale: dai fori di grandi dimensioni per colonne di guida, attraverso fori profondi per sistemi di raffreddamento fino ai fori ad alta precisione per perni espulsori. MAPAL offre un portfolio completo di utensili di foratura e alesatura per le singole fasi di lavorazione.
Vai all’assortimento di prodotti per la lavorazione di fori di grandi e piccole dimensionis




Soluzione chiavi in mano







Engineering Workflow: dalla teoria alla pratica


Further items about the die&mould area
-
13.04.2026
IMPULSE 86 has been published
In the current issue of the technology magazine IMPULSE, the main topics are the merger of the German sites and the aerospace sector.
-
02.12.2025
Large tool package for Mangner Zerspanungstechnik
MAPAL has equipped Mangner GmbH with a comprehensive tool package for drilling operations.
-
04.03.2025
CORMOL relies on milling cutters such as the OptiMill-3D-HF from MAPAL for tool making
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.



Our retail partners
Responsibility according to postcode areas
-
1 / 16
Postcode 35
FRITZ WEG GmbH & Co. KG
Ahornweg 41
35713 Eschenburg-WissenbachPhone: +49 2774 701-0
Fax: +49 2774 701-39
Email: info@fritzweg.de
Web: www.fritzweg.de -
2 / 16
Postcode 44
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
3 / 16
Postcode 51
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
4 / 16
Postcode 56, 57
FRITZ WEG GmbH & Co. KG
Ahornweg 41
35713 Eschenburg-WissenbachPhone: +49 2774 701-0
Fax: +49 2774 701-39
Email: info@fritzweg.de
Web: www.fritzweg.de -
5 / 16
Postcode 58, 59
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
6 / 16
Postcode 60, 61
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
7 / 16
Postcode 63 - 69
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
8 / 16
Postcode 70 - 73
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
9 / 16
Postcode 74, 75
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
10 / 16
Postcode 76 - 79
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
11 / 16
Postcode 80 - 87
AB1-Tools e.K.
Goethering 45
91732 MerkendorfPhone: +49 9826 333-2241
Fax: +49 9826 333-3691
Email: info@ab1-tools.com
Web: www.ab1-tools.com -
12 / 16
Postcode 88, 89
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
13 / 16
Postcode 90 - 97
AB1-Tools e.K.
Goethering 45
91732 MerkendorfPhone: +49 9826 333-2241
Fax: +49 9826 333-3691
Email: info@ab1-tools.com
Web: www.ab1-tools.com -
14 / 16
Danmark
EDECO TOOL APS
Naverland 2
2600 Glostrup
DanmarkPhone: +45 7060 2029
Email: info@edeco.dk
Web: www.edeco.dk -
15 / 16
Italy
TEKNOS S.r.l.
Via A. Pigafetta, 2
35011 Campodarsego (PD)
ItaliaPhone: +39 049 8877061
Email: info@teknositalia.it
Web: www.teknositalia.it -
16 / 16
Portugal
Álamo-Ferramentas Unipessoal Lda
Rua da ETAR, Lote 9
Zona Industrial de Oiã
3770-059 Oiã
Phone: +351 234 728-193
Email: geral@alamo-ferramentas.com