Innovative Vorbearbeitung für Hydraulikkomponenten
Mit leistungsstarken Pilotbohrern und Aufbohrwerkzeugen
MAPAL erweitert sein Portfolio um leistungsstarke Werkzeuglösungen für die Schieberbohrung.

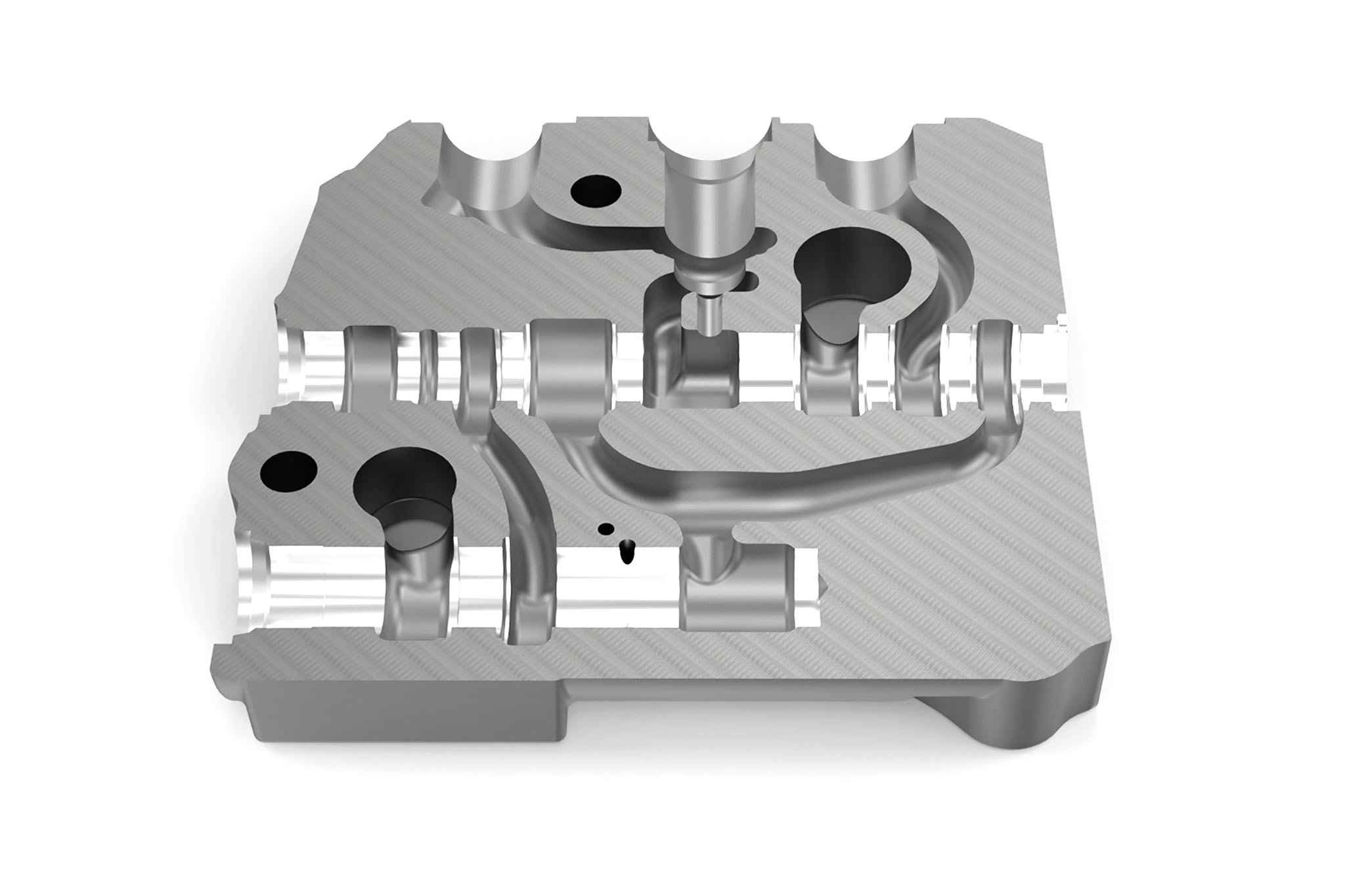
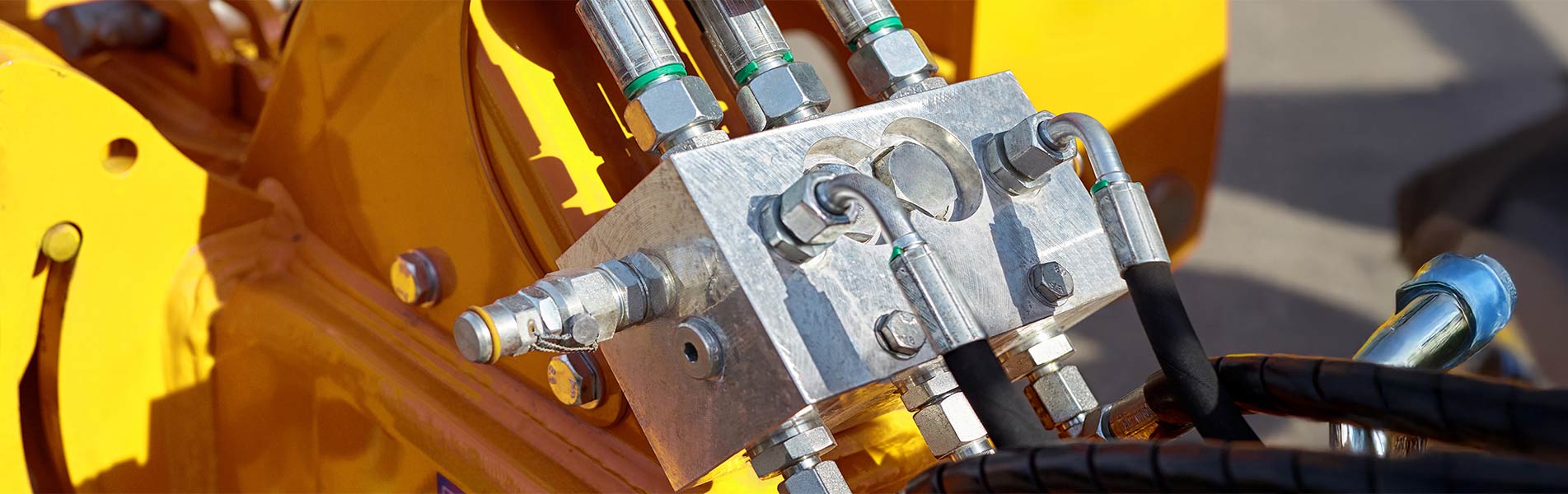
Die Schieberbohrung ist ein zentrales Element in Hydraulikkomponenten wie Ventilgehäusen
oder Axialkolbenpumpen. Deren Fertigbearbeitung mit Feinbohrwerkzeugen gehört seit jeher
zur Kernkompetenz von MAPAL. Mit neuen Werkzeuglösungen für die Vorbearbeitung baut
der Werkzeugspezialist seine Stellung als ganzheitlicher Technologiepartner aus. Kunden profitieren von einem kompletten Bearbeitungskonzept aus einer Hand – von der Pilotierung
bis zur Feinbearbeitung.
oder Axialkolbenpumpen. Deren Fertigbearbeitung mit Feinbohrwerkzeugen gehört seit jeher
zur Kernkompetenz von MAPAL. Mit neuen Werkzeuglösungen für die Vorbearbeitung baut
der Werkzeugspezialist seine Stellung als ganzheitlicher Technologiepartner aus. Kunden profitieren von einem kompletten Bearbeitungskonzept aus einer Hand – von der Pilotierung
bis zur Feinbearbeitung.
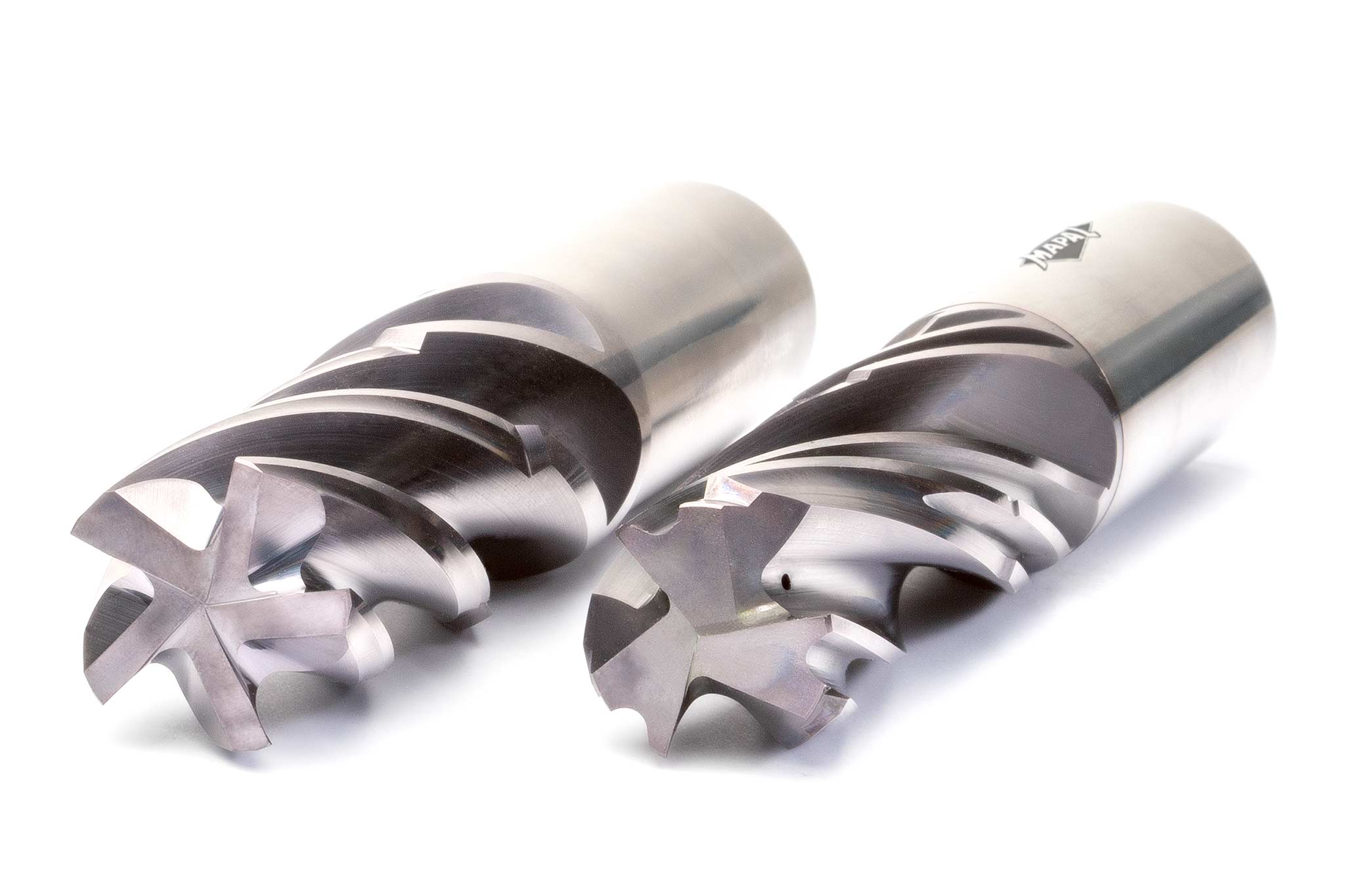
Zwei neu entwickelte Werkzeuge stehen dabei im Fokus: Der Pilotbohrer mit drei oder fünf Schneiden für unterschiedliche Gussbeschaffenheiten ermöglicht eine effiziente und hoch
wirtschaftliche Pilotierung, reduziert so Arbeitsgänge und spart Werkzeugwechsel. Während
der Dreischneider bei stabilen Rohteilen eingesetzt wird, überzeugt der Fünfschneider
bei instabilen Gussverhältnissen mit präzisen Ergebnissen bei hohen Vorschüben.
wirtschaftliche Pilotierung, reduziert so Arbeitsgänge und spart Werkzeugwechsel. Während
der Dreischneider bei stabilen Rohteilen eingesetzt wird, überzeugt der Fünfschneider
bei instabilen Gussverhältnissen mit präzisen Ergebnissen bei hohen Vorschüben.
Das dreischneidige Vollhartmetall-Aufbohrwerkzeug basiert wie der dreischneidige Pilotbohrer
auf der patentierten Mehrfasentechnologie von MAPAL. Diese sorgt für saubere Spantrennung und verhindert Verwirbelungen bei der Spanabfuhr – auch bei Bohrtiefen bis zu 10xD. Eine gezielte Innenkühlung ermöglicht lange Standzeiten und erhöht zusätzlich die Prozesssicherheit.
auf der patentierten Mehrfasentechnologie von MAPAL. Diese sorgt für saubere Spantrennung und verhindert Verwirbelungen bei der Spanabfuhr – auch bei Bohrtiefen bis zu 10xD. Eine gezielte Innenkühlung ermöglicht lange Standzeiten und erhöht zusätzlich die Prozesssicherheit.
Beide Werkzeuge sind optimal auf die nachfolgende Feinbearbeitung abgestimmt. Durch abgestimmte Prozesse, reduzierte Ausschussquoten und maximale Wirtschaftlichkeit entstehen so innovative Lösungen für die Fluidtechnik – mit messbarem Mehrwert für den Kunden.