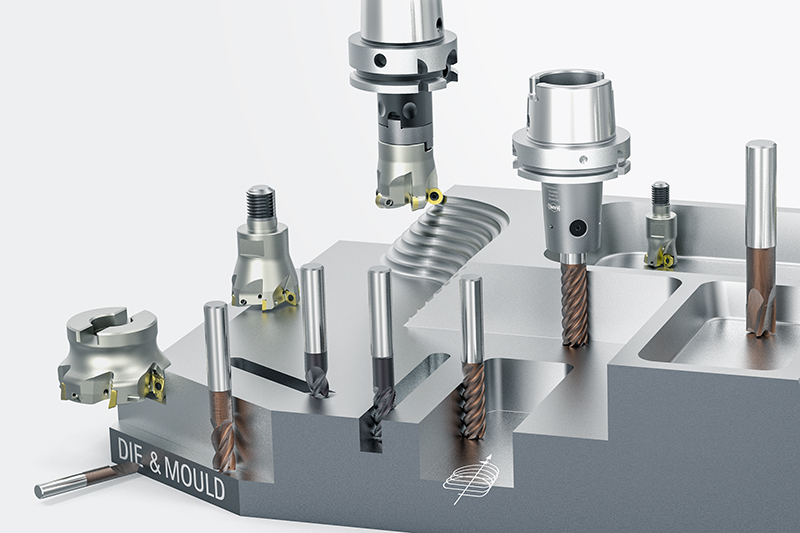
Die and mould makers expect high process and product expertise from their cutting tools manufacturer. This is because the tool life of the moulds to be created and the precision of the moulded parts are extremely important for competitiveness in mass production. Therefore, they require their tools to offer the highest levels of precision, a long tool life, and – above all – process reliability.
It is precisely these aspects that make MAPAL successful in sectors such as the automotive industry, machine engineering and the aerospace industry. Now the precision tool manufacturer is also offering efficient and economical solutions for the complete machining process in the die & mould sector. Versatile and precise high-performance tools and special tool holders with narrow contours and a precise radial run-out minimise polishing effort and reworking thanks to a constant surface finish in the milling process.
Tool range for mould making
Solid carbide end mills
OptiMill-3D-BN
Ball nose milling cutter
High-precision machining of 3D contours
ø range: 0.10 - 20.00 mm
OptiMill-3D-CR
Corner radius milling cutter
Milling with a very precise corner radius
ø range: 0.10 - 20.00 mm
OptiMill Shoulder milling cutter
Shoulder milling cutter
Ideal for roughing, finishing, trochoidal milling and milling pockets
ø range: 2.00 - 12.00 mm
OptiMill-3D-CS
Shoulder radius milling cutter
Finishing of complex free-form surfaces and complicated workpiece geometries
ø range: 2.00 - 12.00 mm
OptiMill-3D-HF
High-feed milling cutter
Ideal for high-feed machining with a high material removal rate and high process reliability
ø range: 2.00 - 16.00 mm
OptiMill-3D-Alu
Ball nose and corner radius cutters
High-precision machining of 3D contours
ø range: 1.00 - 20.00 mm
OptiMill-Graphite-MT
Ball nose and shoulder milling cutter
Multi-tooth milling cutter for roughing graphite electrodes with high removal rates
ø range: 3.00 - 16.00 mm
OptiMill-3D-Graphite
Ball nose and corner radius milling cutter
Suitable for machining of graphite electrodes
Different designs depending on the machining situation
ø range: 0.20 - 12.00 mm
OptiMill-3D-Copper
Ball nose and corner radius milling cutter
Special geometry for machining copper electrodes and tough non-ferrous alloys
ø range: 0.10 - 20.00 mm
OptiMill-Diamond
Ball nose, corner radius and shoulder milling cutter
PCD cutting edges for a long tool life
ø range: 3.00 - 12.00 mm
Milling cutters with indexable inserts
NeoMill-ISO-360
Milling cutter with round inserts
Perfect for roughing and pre-finishing
ø range: 10.00 - 160.00 mm
NeoMill-3D-Finish
Finishing milling cutter
Perfect for finishing 90° surfaces, face surfaces and contours
ø range: 16.00 - 42.00 mm
NeoMill-3D-Ballnose/-Torus
Ball nose and corner radius milling cutter
One tool body with indexable insert for ball nose and corner radius milling for finishing and pre-finising
ø range: 8.00 - 32.00 mm
NeoMill-2/4-HiFeed90
High-feed/90° shoulder milling cutter
Universal tool system to ensure maximum productivity
ø range: 16.00 - 200.00 mm
Drilling | Countersinking
ECU-Drill-Steel
Solid carbide drill
Double-edge solid drill with a good price-to-performance ratio
Wide range of applications
Proven geometries for high precision and process reliability
Ø area: 1.00 – 20.00 mm
MEGA-Drill-Hardened
High-performance solid carbide drill
Double-edge solid drills with coating and geometry suitable for reliable machining of hardened workpiece material
New micro-geometry and macro-geometry
Ø area: 2.55 – 16.00 mm
MEGA-Drill-Steel-Plus
High-performance solid carbide drill
Double-edge solid drills with coating and geometry suitable for steel machining
Optimised chip flute geometry and modified cutting-edge preparation
Ø area: 3.00 – 25.00 mm
Tritan-Drill-Steel
Triple-edge solid carbide drill
Triple-edge solid drills for maximum feed
Self-centring chisel for challenging drilling situations
Specially adapted to steel machining
Ø area: 4.00 – 20.00 mm
Tritan-Spot-Drill-Steel
Pilot drill
Triple-edge pilot drill for demanding pilot drilling situations
Specially adapted to triple-edge drills
Ø area: 4.00 – 20.00 mm
Tritan-Step-Drill
Triple-edge step drill
Triple-edge step drill with self-centring chisel
For machining threaded core holes without oscillating movement
Ø area: 4.25 – 14.15 mm
MEGA-Deep-Drill
Deep drill
Process-reliable and efficient creation of deep bores up to 40xD
MEGA-Pilot-Drill
Ø area: 1.00 – 16.00 mm
MEGA-Drill-Reamer
Drill reamer
Two working steps – drilling and reaming – combined in a single tool
Optimised reaming cutting edge
Reduction of productive and non-productive times
Bore tolerance ≥ IT7
Ø area: 4.00 – 16.00 mm
Precision countersink
Countersink with unequal spacing
Extremely unequally spaced cutting edges
Higher degree of accuracy and improved surface values
Reduced axial and radial forces
Significantly less vibrations
Increased cutting parameters to ensure highest productivity
Ø area: 4.30 – 31.00 mm
MEGA-Drill-Reamer-Pyramid
Drill reamer with pyramid tip
Spot drilling, drilling and reaming – all with one tool
Improved centring properties thanks to pyramid tip
Reduction of productive and non-productive times
Bore tolerance ≥ IT7
Ø area: 4.00 – 16.00 mm
QTD indexable insert drill
Solid drill with replaceable head system
Cost-effective system with indexable inserts that can be swapped out
Peças que se tornam cada vez mais complexas com cavidades cada vez mais profundas, bem como moldados com nervuras reforçadas, em moldes de injeção plástico e moldes de fundição sob pressão exigem o uso de ferramentas extra longa com diâmetros que podem ser muito pequenos. Geometrias de peças complexas e várias características materiais colocam o mais alto nível que exige a usinagem e a vida da ferramenta.
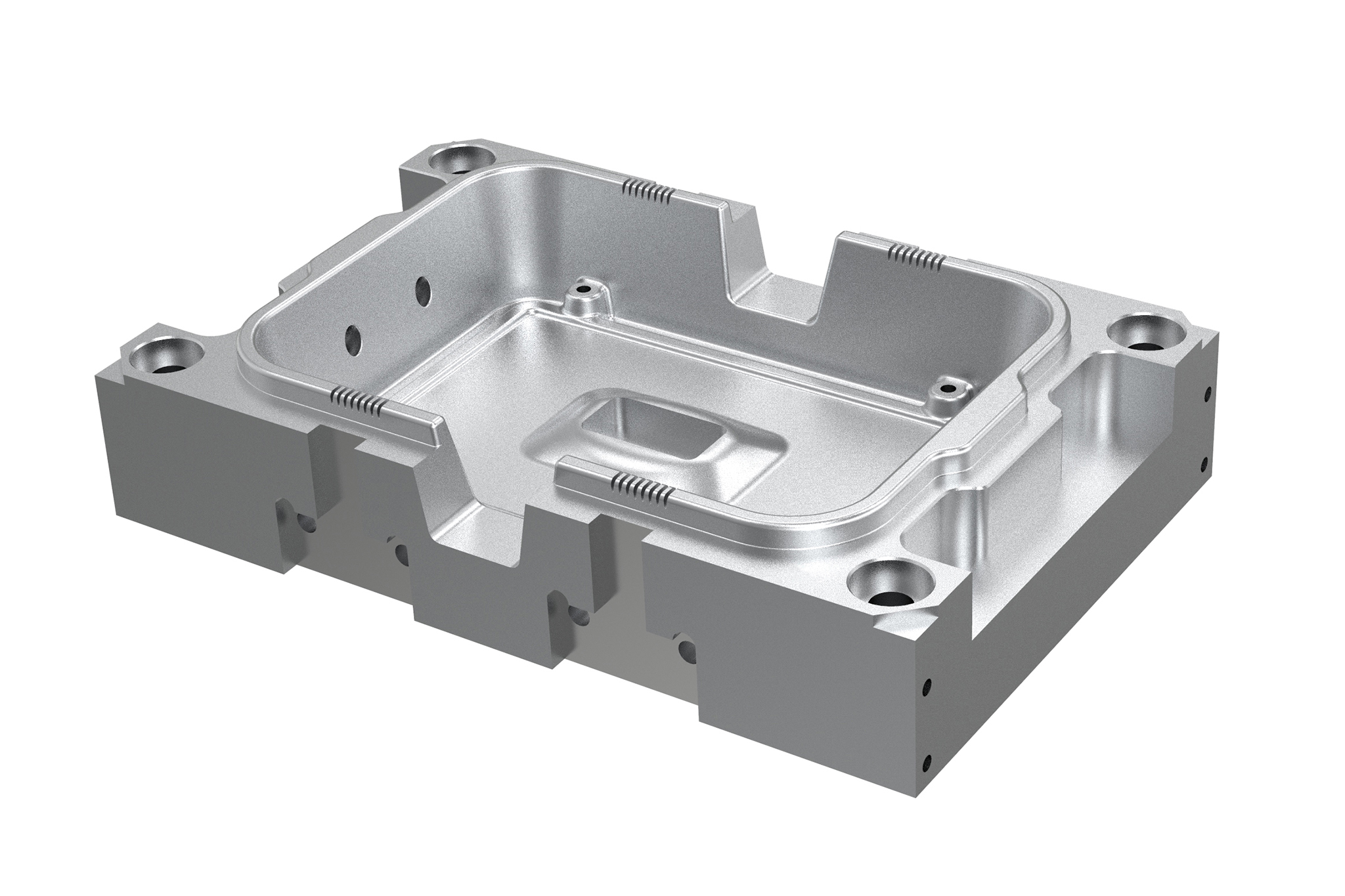
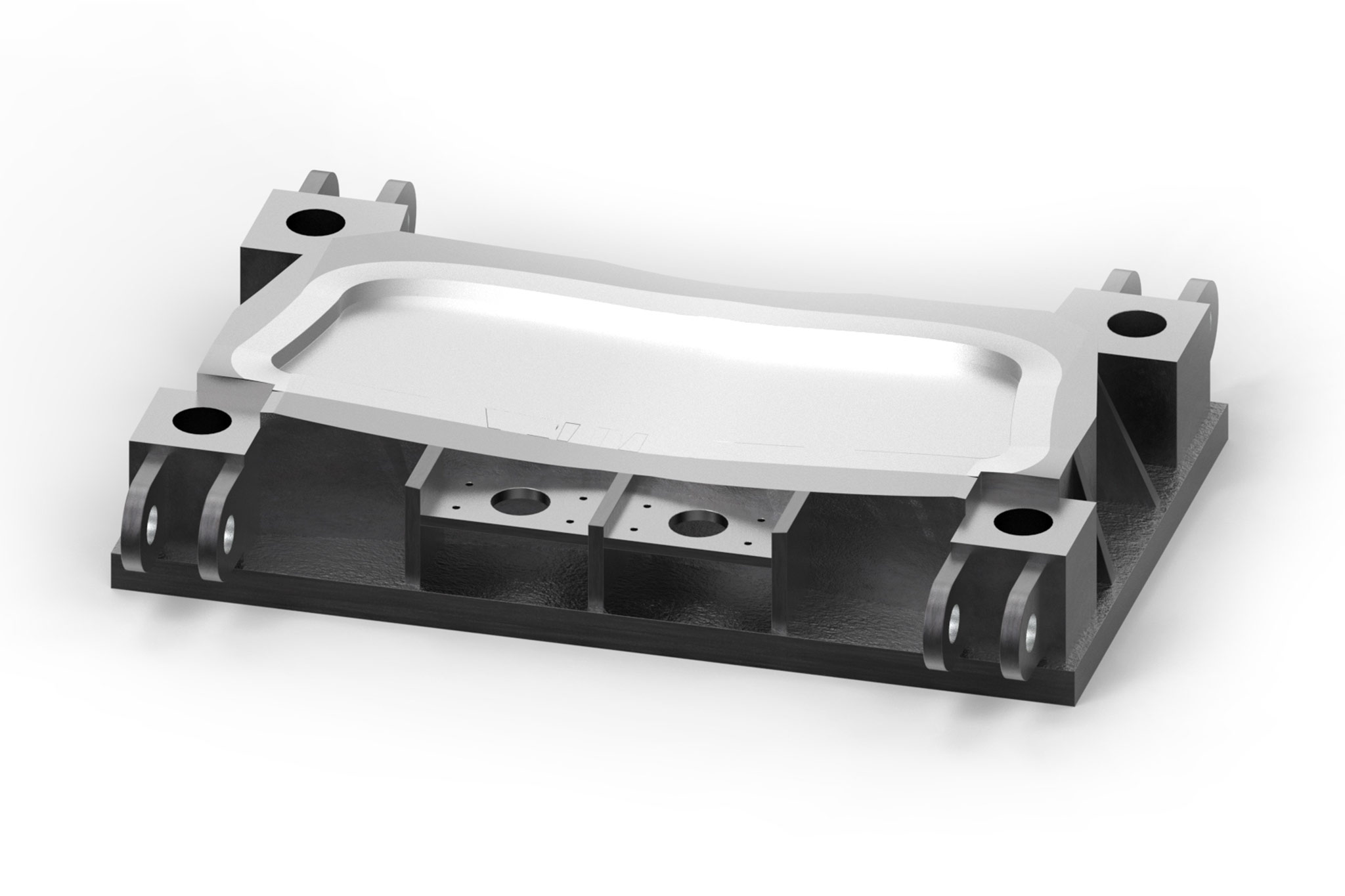
Para engenharia de projetos construir ferramentas de conformação a frio de médio e grande porte, é oferecido o ferro fundido que frequentemente é usado devido às propriedades do material, como resistência à compressão e fácil usinabilidade. Os principais componentes aqui são placas de molde e inserções de molde. A MAPAL tem muita experiência com fresamento (2D e 3D) e operações de furação (furação, alargamento, rosqueamento).
Quando se trata de moldes de pré-série ou protótipo, é comum usar materiais fáceis de usinar. Ligas de alumínio ou uriol (plásticos) são frequentemente usados. Nestes casos, ferramentas sólidas de metal duro inteiriça com arestas de corte positivas e parcialmente polidas, ou melhor ainda, ferramentas com ponta de PCD garantem alta produtividade e tempos de usinagem curtos.
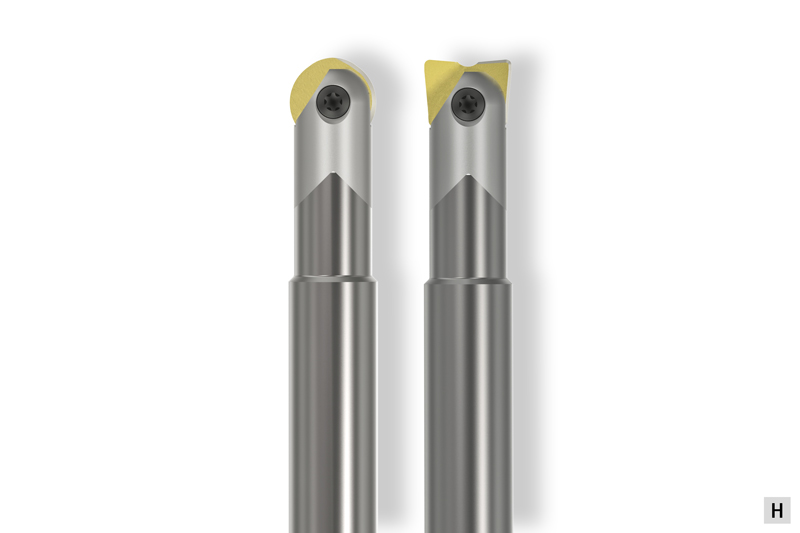
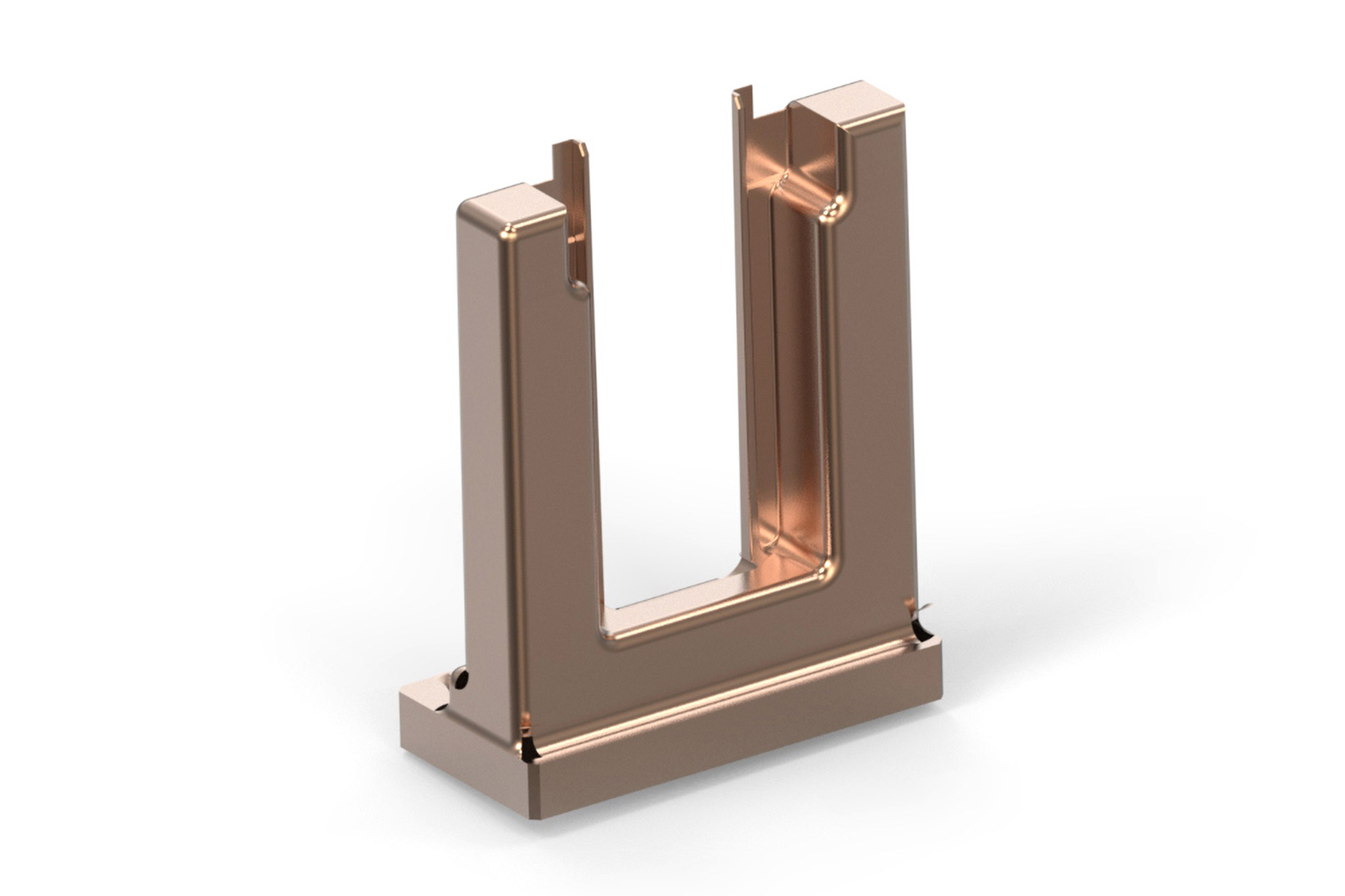
A produção de elétrodos para processos EDM requer a usinagem de ligas de cobre e materiais de grafite. A seleção do material do elétrodo depende dos requisitos do molde a ser produzido. As ligas de cobre são comparativamente caras e são geralmente utilizadas em elétrodos para acabamento quando é necessária alta qualidade de superfície e precisão de forma. As fresas inteiriças de metal duro com geometrias especiais da MAPAL garantem aqui resultados de usinagem de alta precisão.
Exemplo de aplicação:
Eletrodos para a erosão por faísca (processos EDM)
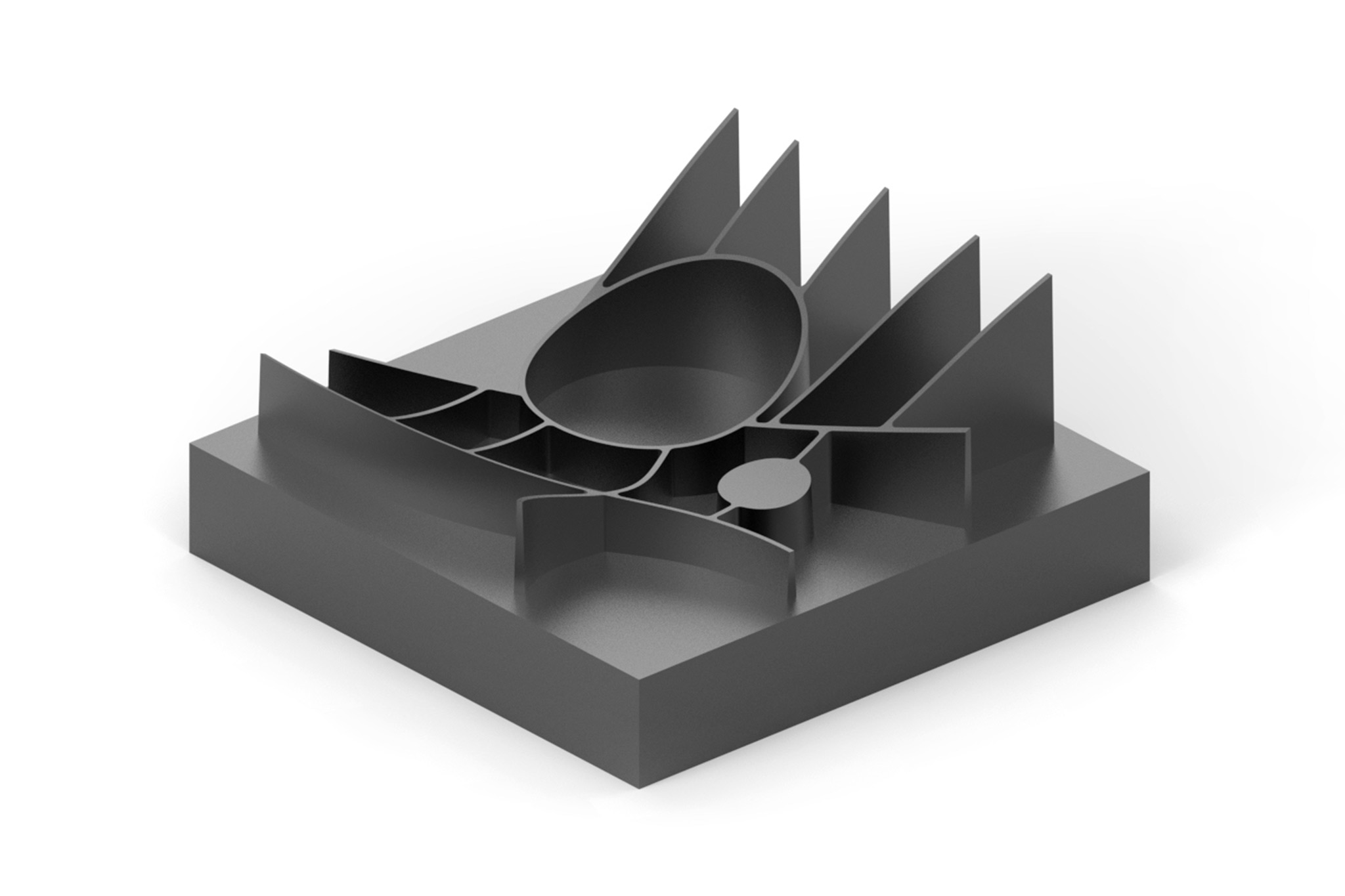
O grafite tem um efeito altamente abrasivo sobre a ferramenta e causa um forte desgaste na aresta de corte. Os perfis que estão sendo usinados tendem a ter uma transformação instantânea de austenita para martensita aumentando o desgaste. Portanto, é necessário uma ferramenta com geometria adequada e material de corte ideal. Para usinagem de grafite, a MAPAL usa ferramentas de metal duro com revestimento de diamante ou ferramentas com ponta de PCD.
Exemplo de aplicação:
Eletrodos para a erosão por faísca (processos EDM)
Da peça bruta à acabada
A ferramenta certa com apenas alguns cliques: Dependendo da usinagem, da operação específica e da necessidade da ferramenta, chegar rapidamente à ferramenta desejada.
1 / 8
Superfícies 2D
Por um lado, esta categoria inclui processos de usinagem realizados diretamente na máquina, tais como fresagem plana, fresagem de bolsos e paredes retas. Por outro lado, também operações para geometrias complexas programadas com a ajuda do software CAM.
Na fabricação de moldes e matrizes, a produção de moldes cada vez mais complexos faz parte da vida cotidiana. Os contínuos desenvolvimentos em máquinas-ferramentas e software CAM elevam o desempenho e a produtividade a um nível cada vez maior. Consequentemente, as ferramentas utilizadas também devem ser sempre as mais modernas. A fim de alcançar um ótimo aqui, uma análise do processo é realizada no início do projeto.
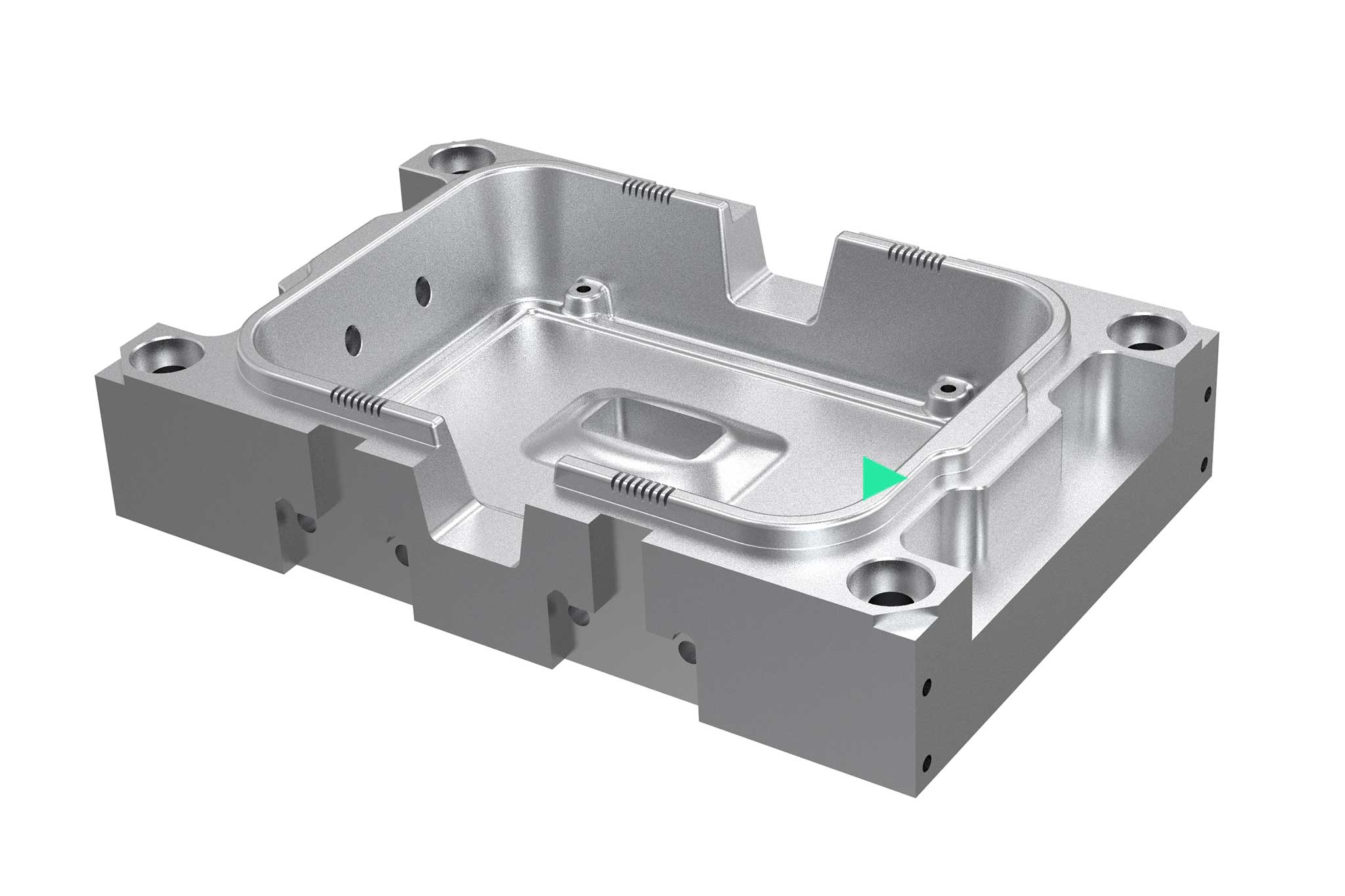
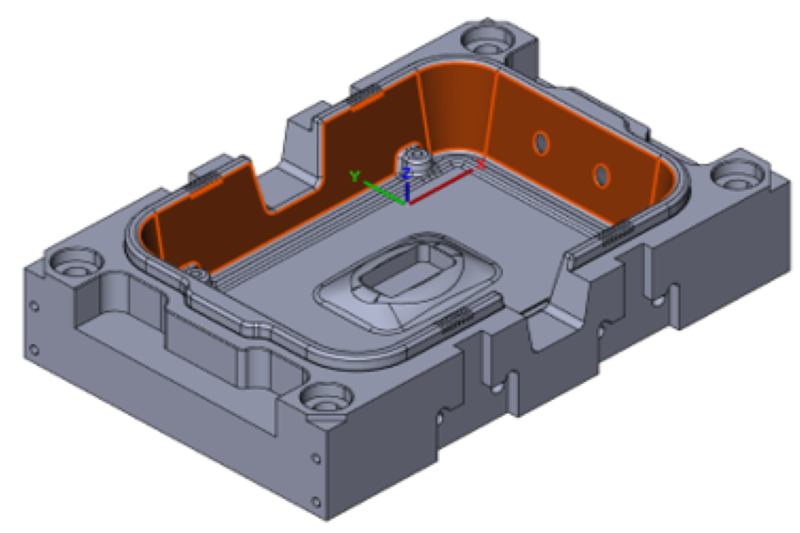
As pastilhas de molde também têm tarefas de usinagem que são necessárias para a fundição ou vários acessórios. Os usuários estão usinando cada vez mais bolsos abertos (usinagem circunferencial) usando fresagem trocoidal. Este método de usinagem ajuda a otimizar os tempos de usinagem e prolongar a vida útil da ferramenta.
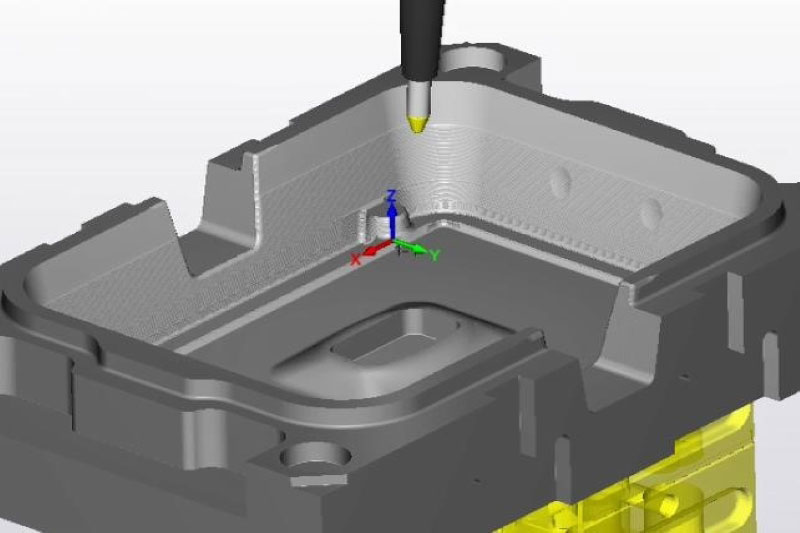
Os bolsos fechados são geralmente produzidos por desbaste em planos em Z. Ao fresar, a entrada de usinagem é frequentemente selecionada através de uma rampa. A escolha da ferramenta depende da profundidade das paredes e do esboço a ser produzido sobre o componente. O amplo portfólio de sistemas modulares MAPAL também cobre a usinagem de bolsos profundos com grandes diâmetros.
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.








































 1 / 8
1 / 8