TOOLTRONIC makes milling-turning centre an all-rounder
Enhanced turning functions for standard machine tools
The Swiss milling and milling-turning centre manufacturer Reiden brought tool manufacturer MAPAL on board in order to meet a specific customer requirement. An actuating tool that meets high standards was required for the demanding internal machining of bores with variable shapes.
“Our machining centres are designed for maximum flexibility for a variety of tasks”, says Daniel Lustenberger, Head of Marketing and Sales at Reiden Technik AG in Reiden, Switzerland. In the case of one project in the pipeline, however, the customer’s specific requirements were so demanding that Reiden would have found it difficult or even impossible to fulfil them with the usual machining processes. In principle, the task involved creating special inner contours with undercuts. This kind of machining requires the use of actuating tools which have an additional internal axle and can be extended laterally. Users can therefore cut out an annular groove for a seal from the inner wall of a cylinder, for instance.
“There are tried and tested designs for actuating tools, each with specific features”, explains Andreas Mollet, MAPAL Area Sales Manager in Switzerland. For example, there are solutions that use the pressure of the cooling lubricant supplied axially via the spindle on a piston to extend the slide or slides. The retracting movement is carried out by a tensioned spring after the controller has switched off the cooling lubricant. Both movements are uncontrolled. There is no feedback if the respective end position has been reached. This means the programmers must provide a correspondingly long dwell time in the NC programme after the corresponding command. An alternative to this involves actuating tools with drawbar operation. The drawbar passes through the spindle axis. The machine controller controls it hydraulically or as an additional NC axis. However, this additional equipment requires a specially designed machining centre with corresponding limitations in terms of the machine manufacturer and cost-effectiveness.
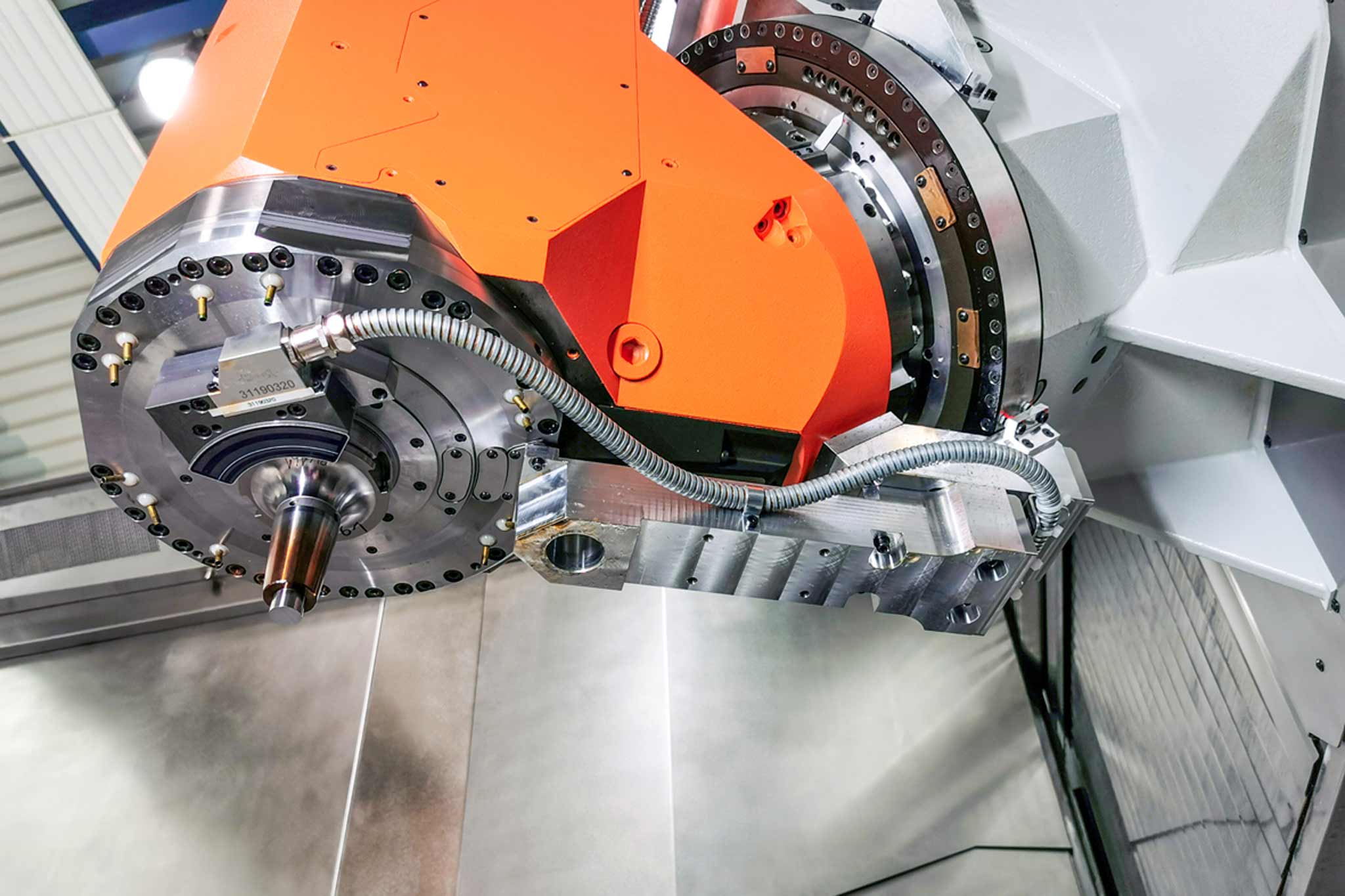
“As an alternative to classic actuating tools, we have developed TOOLTRONIC with complete NC connection”, explains Andreas Mollet. The unit, which is equipped with sensors and drives, is supplied with power via an inductive coupling unit on the lower side of the spindle and can transmit data bidirectionally. It represents a fully-fledged additional NC axis in the machine control. Functions of modern CNC control systems, such as indexing, interpolation of different axes or the correction of tool wear can therefore be fully utilized. The energy transmission enables high dynamics of the integrated drives. Bidirectional data transmission also opens up the possibility of new machining and control concepts. Thanks to integration into the machine control system, users can use TOOLTRONIC to create contours which are not radially symmetrical to the main axis of the bore or cylinder. Another advantage of the solution involves the many MAPAL mounting tools that can be used with TOOLTRONIC.
“The RX18 is an extremely robust and at the same time precise 5-axis milling machining centre that can be supplemented with a driven rotary table to become a milling-turning centre”, explains Daniel Lustenberger. Users clamp the spindle for turning operations. It then functions as a toolholder. The rotary table is 1,800 mm in diameter and reaches a maximum spindle speed of 250 rpm. This configuration enables turning operations up to a maximum workpiece diameter of 2,600 mm. This eliminates time-consuming workpiece changes between the lathe and milling machine. At the same time, machinists thus avoid the otherwise inevitable alignment deviations that occur during reclamping.
At the customer’s request, Reiden has supplemented the RX18 for use with TOOLTRONIC with an LAT facing head (linear actuating tool). The tool is mounted on a radially movable slide, which achieves a maximum stroke of 56 mm. This means it’s particularly suitable for applications requiring a large radial stroke.
A fully developed concept facilitates integration into the machine
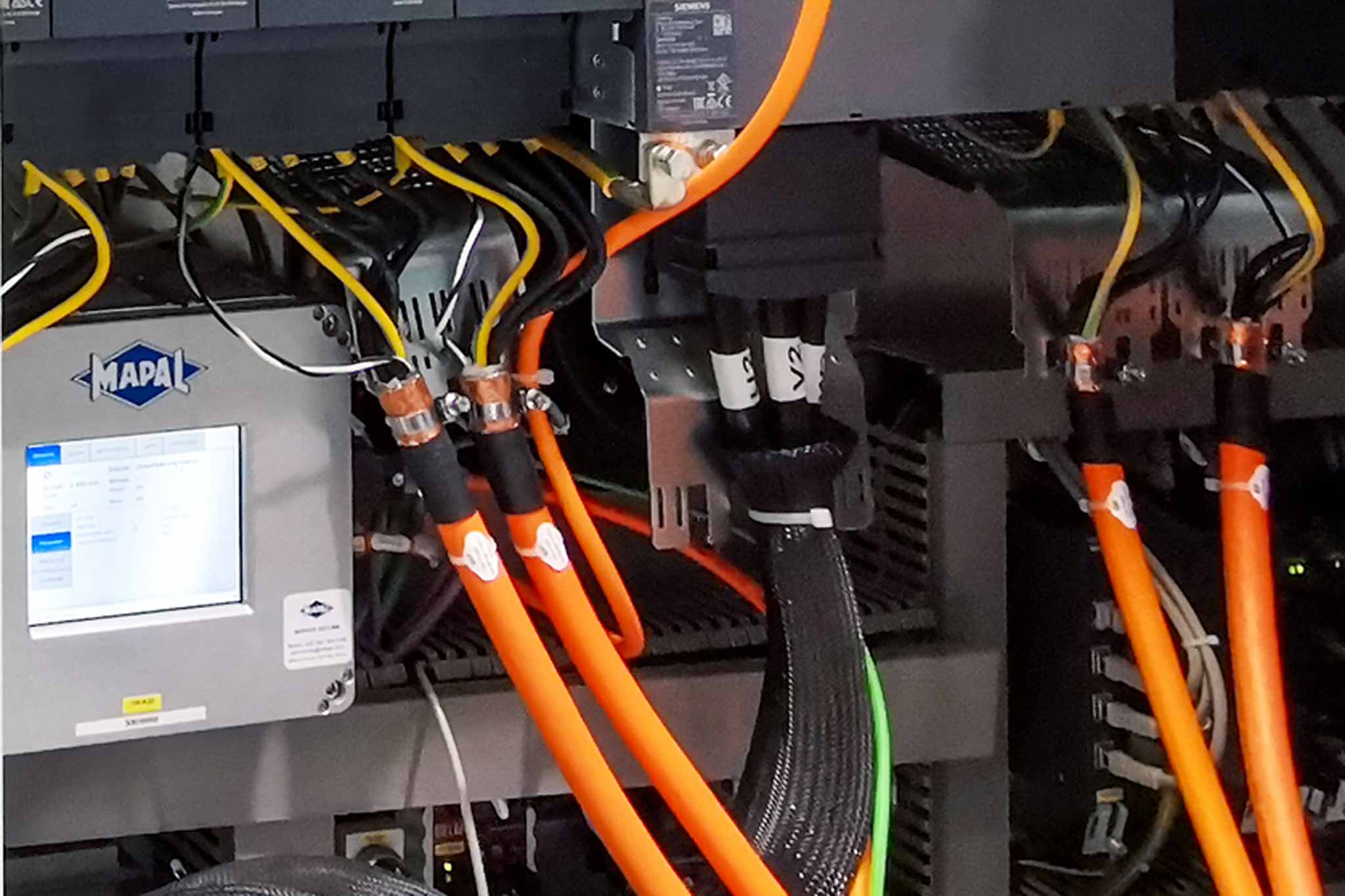
“MAPAL TOOLTRONIC is a complete package with comprehensive documentation, whose fully developed concept made the successful integration into our machine tool considerably easier for us”, explains Daniel Lustenberger. This included mechanical and electronic connections to the spindle as well as space to house the TOOLTRONIC controller in the control cabinet. The modern Siemens controller of the Reiden RX18 made it possible to integrate the unit as its own axis. During mechanical integration, those responsible had to pay particular attention to making sure the tools could be exchanged in a straight-forward manner, as tool restrictions had to be taken into account in the inductive carrier below the spindle.
On the control side, the machine experts directly accessed the functions of the Siemens controller. The inductive carrier could be seamlessly integrated into the mechanics thanks to the integration into the controller. Furthermore, no difficulties arose in the control cabinet thanks to the small, compact control unit. “The TOOLTRONIC unit can be automatically changed from the magazine to the HSK A100 connection of the spindle like a normal tool”, explains Andreas Mollet.
“MAPAL gave us comprehensive advice before we chose the TOOLTRONIC”, explains Daniel Lustenberger. The subsequent cooperation between those responsible at Reiden and MAPAL from the fields of construction, electrical engineering and control technology went off without a hitch. MAPAL employees supported the commissioning of the system, so this process also ran smoothly, only taking three days. In the final machining tests, the system achieved the best results. “Thanks to this additional solution, we’re able to enhance our systems’ functions for our customers without impairing their versatility in the process”, Daniel Lustenberger sums up.