Durchstarten im Werkzeug- und Formenbau
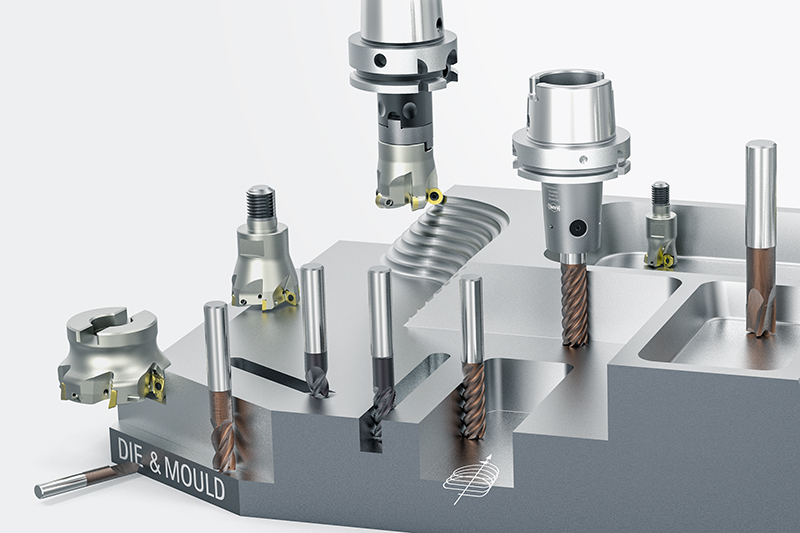
Genau diese Aspekte sind es, die MAPAL in Branchen wie der Automobilindustrie, dem Maschinenbau oder der Luftfahrtindustrie erfolgreich machen. So ist es nur folgerichtig, dass der Präzisionswerkzeughersteller nun auch im Werkzeug- und Formenbau effiziente und wirtschaftliche Lösungen für den kompletten Zerspanungsprozess anbietet. Vielseitige und präzise Hochleistungswerkzeuge und spezielle Werkzeughalter mit schlanken Konturen und präzisem Rundlauf minimieren Polieraufwand und Nacharbeit durch eine konstante Oberflächengüte beim Fräsprozess.
Werkzeugprogramm für den Formenbau





































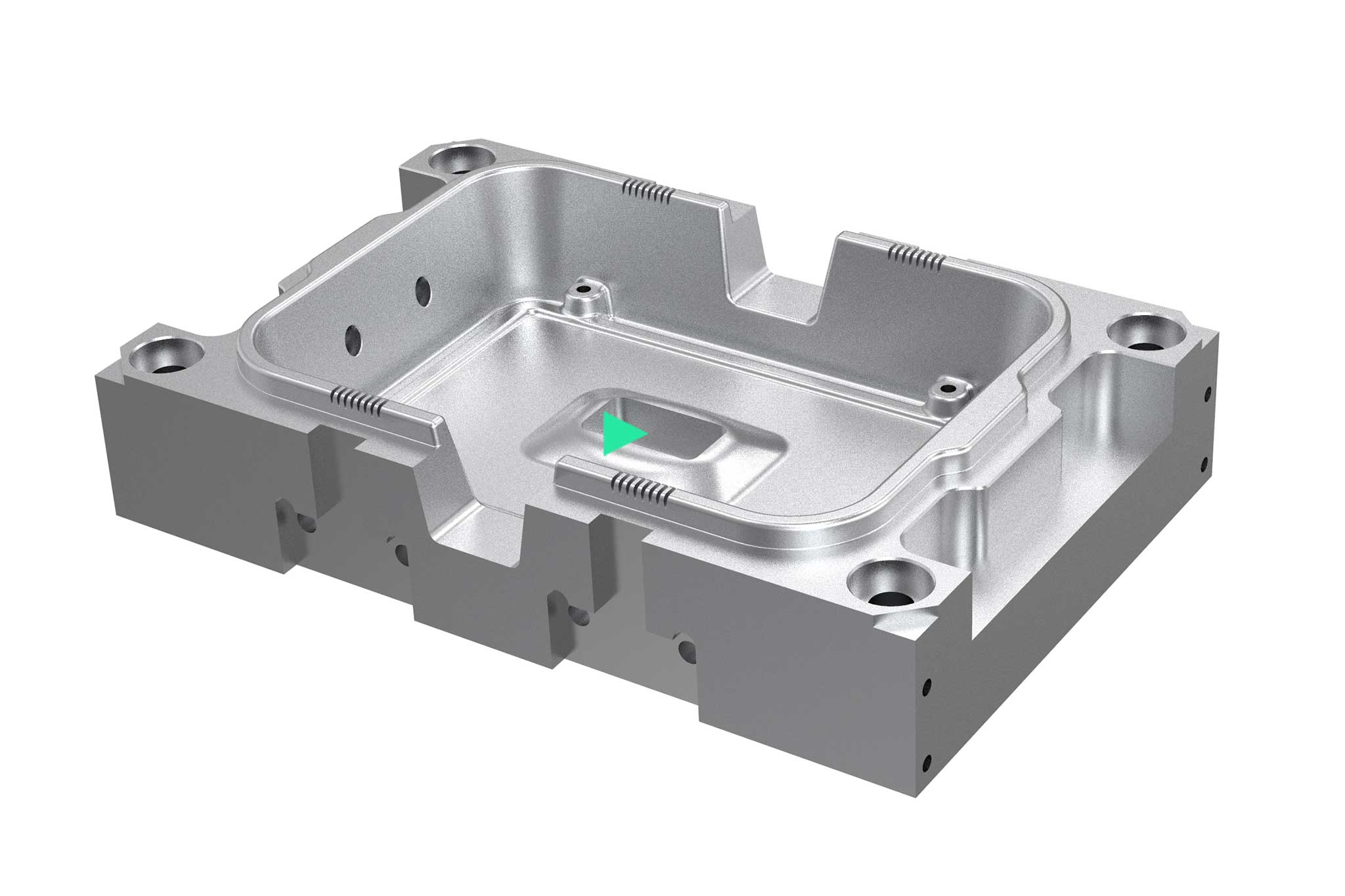
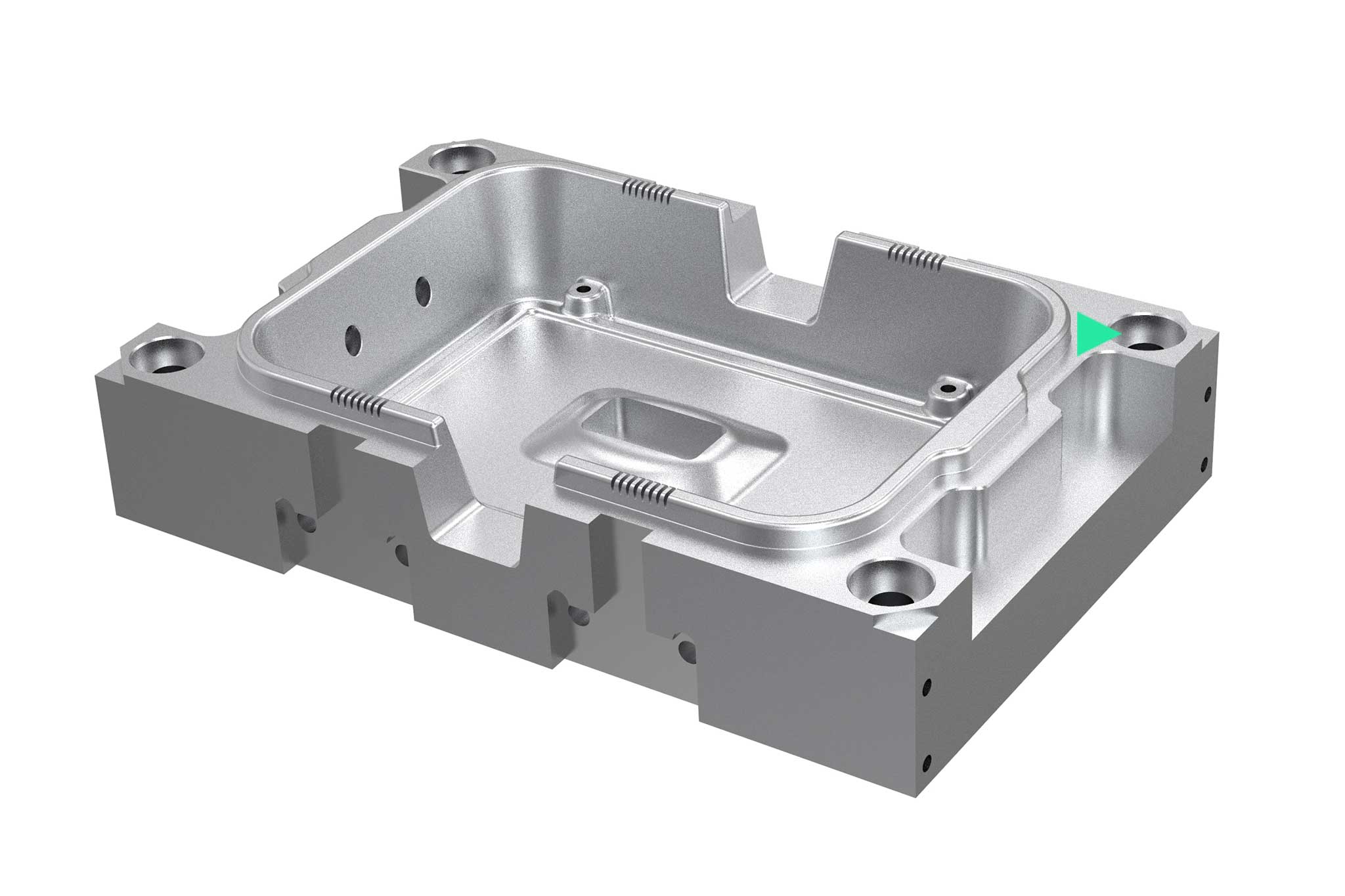
Componentes y materiales

De la pieza sin tratar a la pieza terminada
-
 1 / 8
1 / 8Superficies en 2D
En esta categoría se incluyen los procesos de mecanizado ejecutados directamente en la máquina como el fresado plano, fresado de cajeras y paredes rectas. También el trabajo en geometrías complejas que se pueden programar con un software CAM.
Acerca de la gama de productos del mecanizado de superficies en 2D -
2 / 8
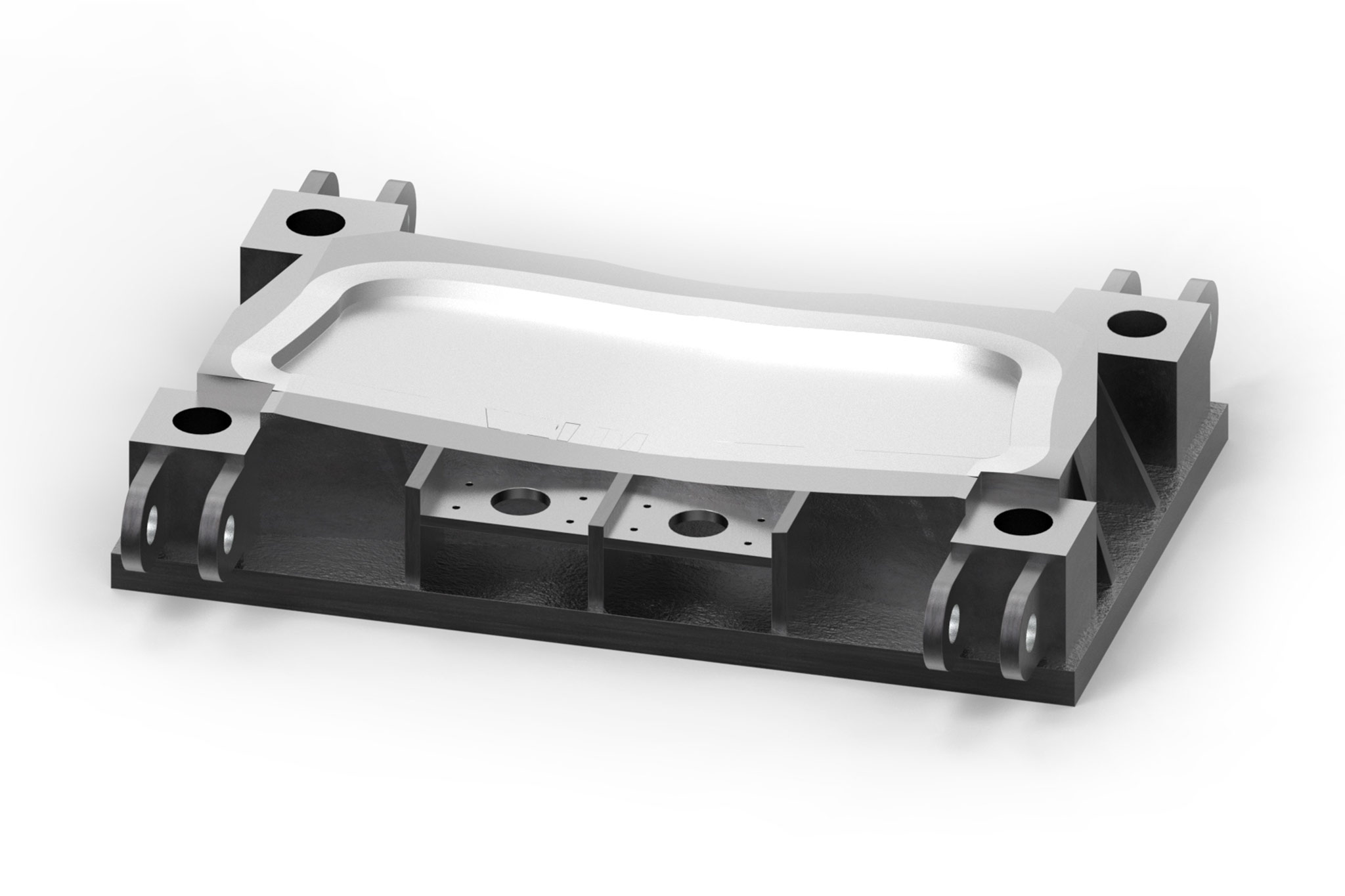
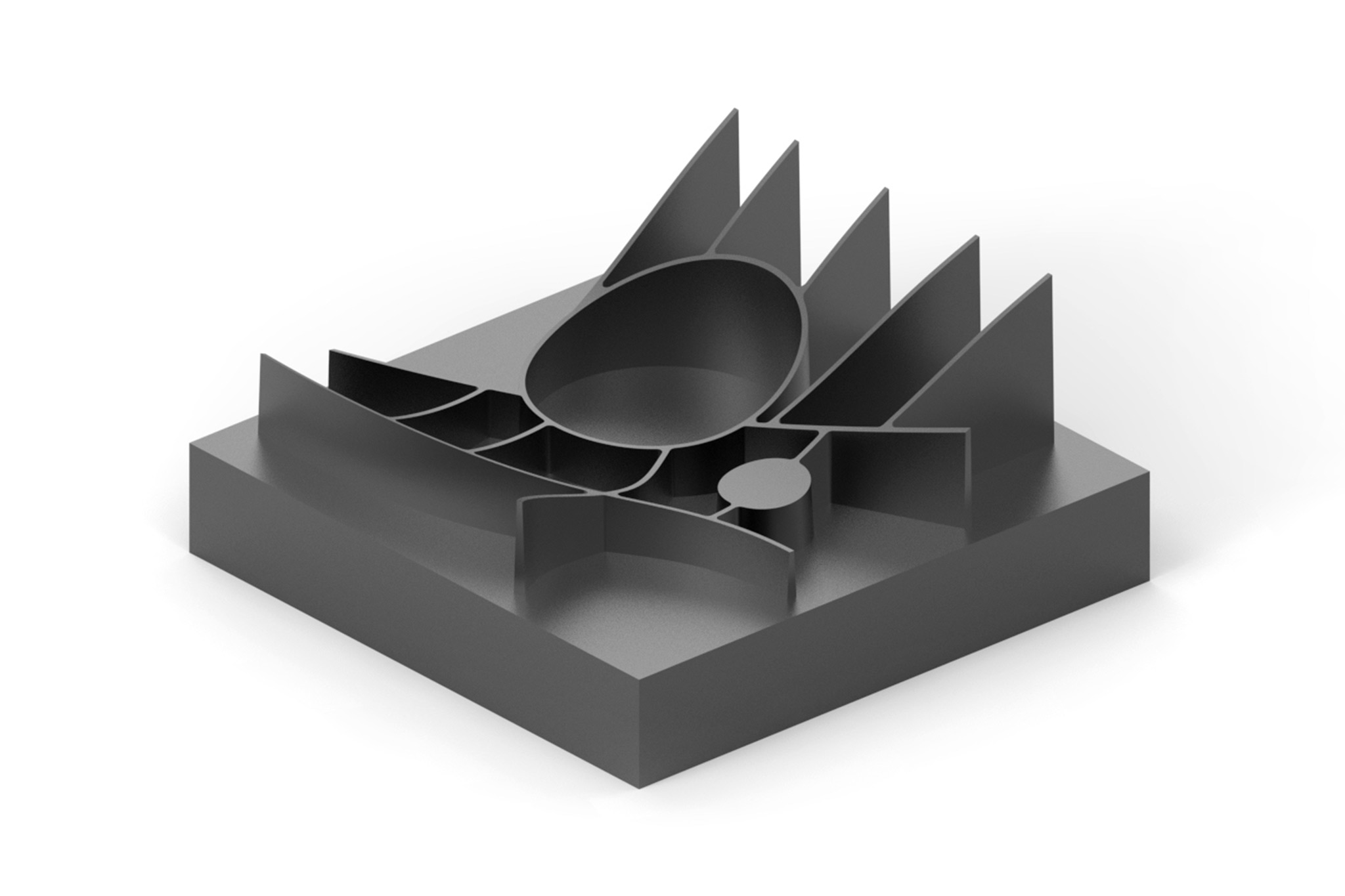
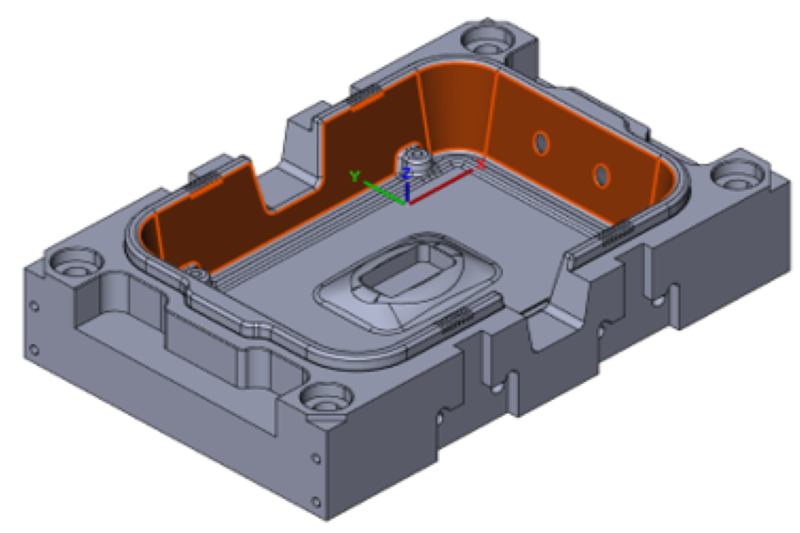
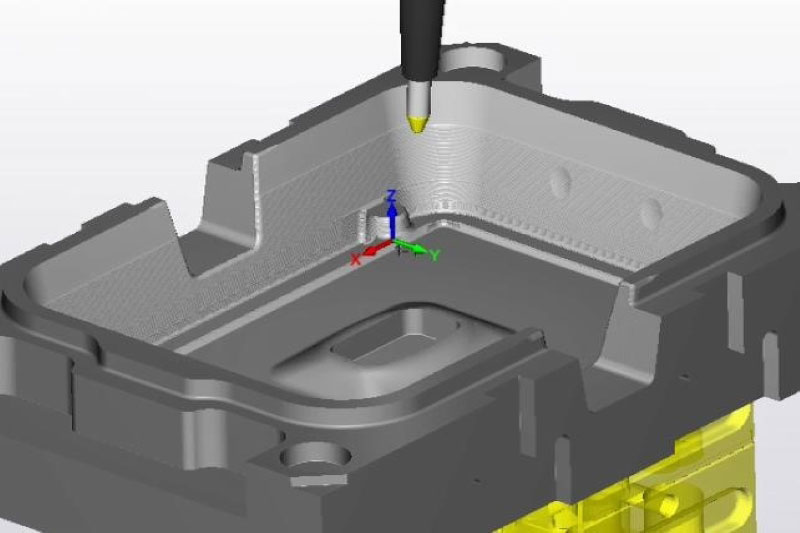
Superficies en 3D
En los sectores de la fabricación de moldes y troqueles, los moldes complejos forman parte del día a día. El desarrollo continuo de las máquinas-herramienta y del software CAM mantienen en aumento el nivel del rendimiento y la productividad. Por eso, las herramientas usadas también deben cumplir siempre los requisitos de la última generación. Para alcanzar los mejores resultados, hay que analizar el proceso al comienzo del diseño.
Acerca de la gama de productos del mecanizado de superficies en 3D -
3 / 8
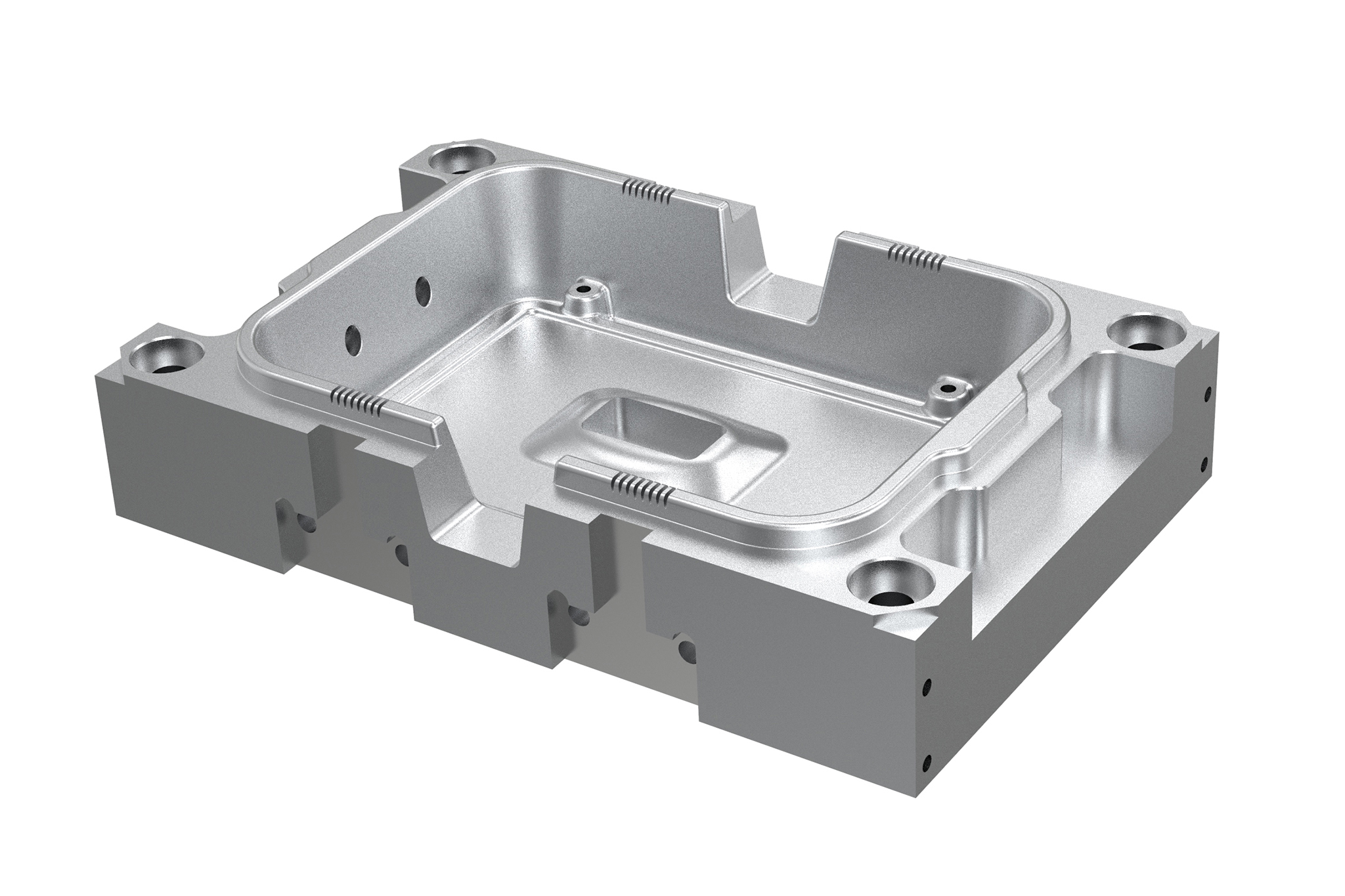
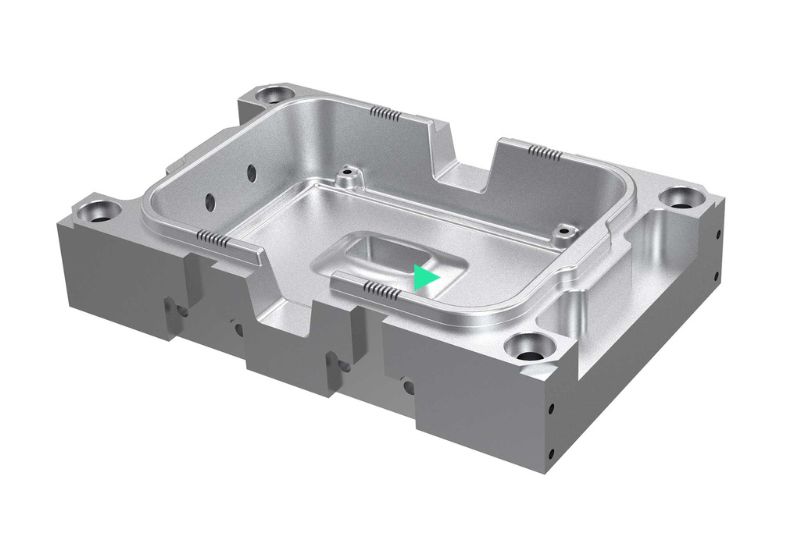
Cajeras abiertas
Los insertos de molde representan también las tareas de mecanizado necesarias para el moldeo o diversos componentes. Cada vez más, los usuarios mecanizan las cajeras abiertas (mecanizado de volumen) con fresado trocoidal. Este sistema de mecanizado facilita que se mejoren los tiempos de mecanizado y prolonguen la duración de la herramienta.
Acerca de la gama de productos del mecanizado de cajeras abiertas -
4 / 8
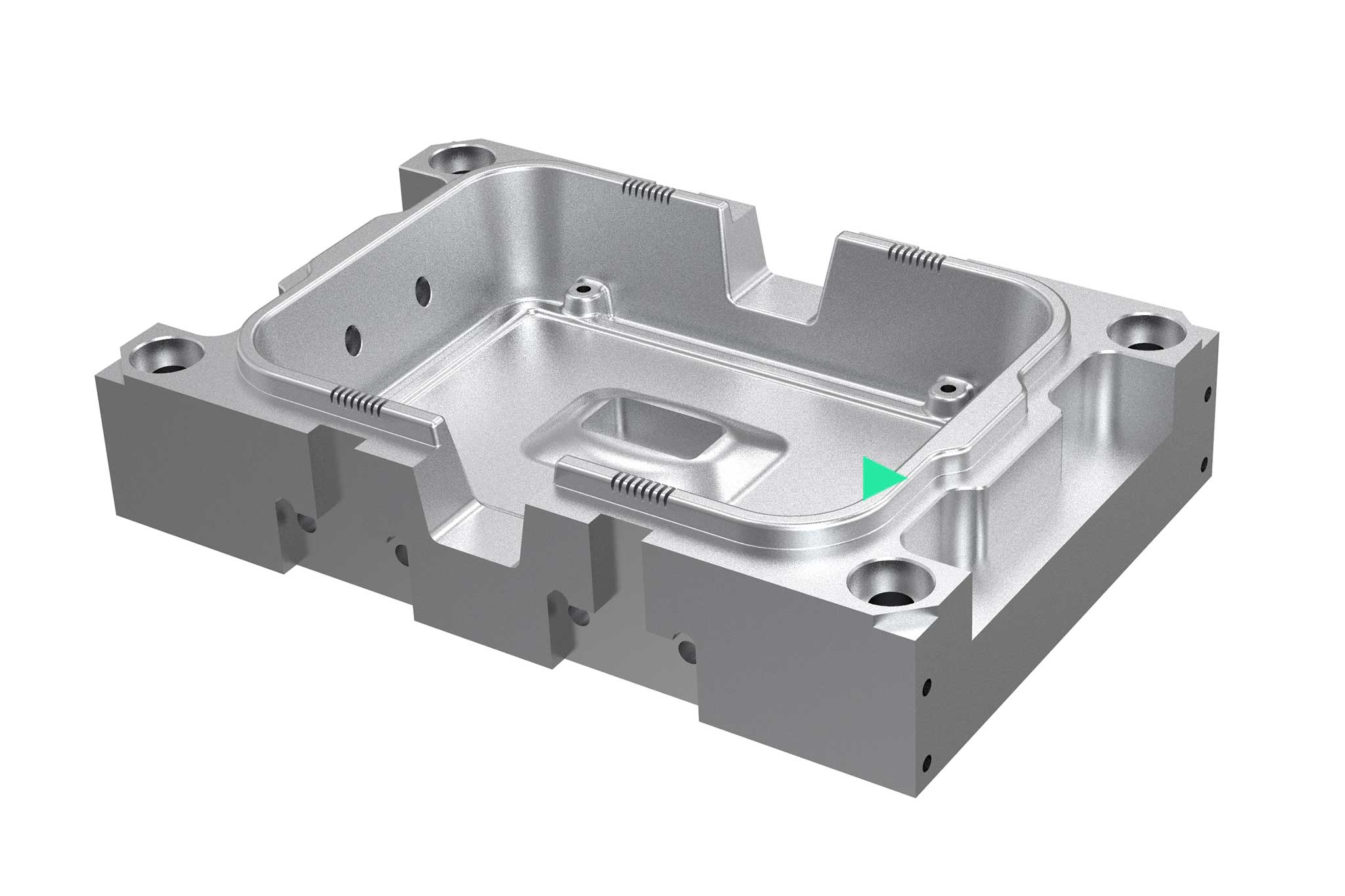
Cajeras cerradas
Las cajeras cerradas suelen fabricarse con desbastado a escala Z. Normalmente, se elige para ello el fresado de la entrada de mecanizado por medio de una rampa. La elección de la herramienta dependerá del grosor de las paredes y de la inclinación de moldeado del componente. La amplia gama de MAPAL de sistemas modulares también abarca el mecanizado de cajeras profundas de gran diámetro.
Acerca de la gama de productos del mecanizado de cajeras cerradas -
5 / 8
Fresado helicoidal
Uno de los puntos importantes de los mecanizados de fresado es reducir el tiempo de mecanizado. Normalmente, con formas de herramienta específicas para el mecanizado se consigue eliminar el proceso de taladrado previo de las cajeras cerradas y redondas. En el fresado helicoidal se programan trayectorias de fresado con entradas helicoidales adecuadas para las dimensiones de las cajeras.
Acerca de la gama de productos de fresado helicoidal -
6 / 8
Superficies planas
Tratar de lograr superficies planas es muy habitual en los distintos campos de la fabricación de moldes y troqueles: ya sea porque lo requiere el componente, la estrategia por medio del mecanizado de fresado correspondiente o por medio de los requisitos de superficies de cierre de molde, así como secciones y troquelados. Por tanto, la herramienta adecuada se elegirá en función del uso y de los requisitos.
Acerca de la gama de productos del mecanizado de superficies planas -
7 / 8
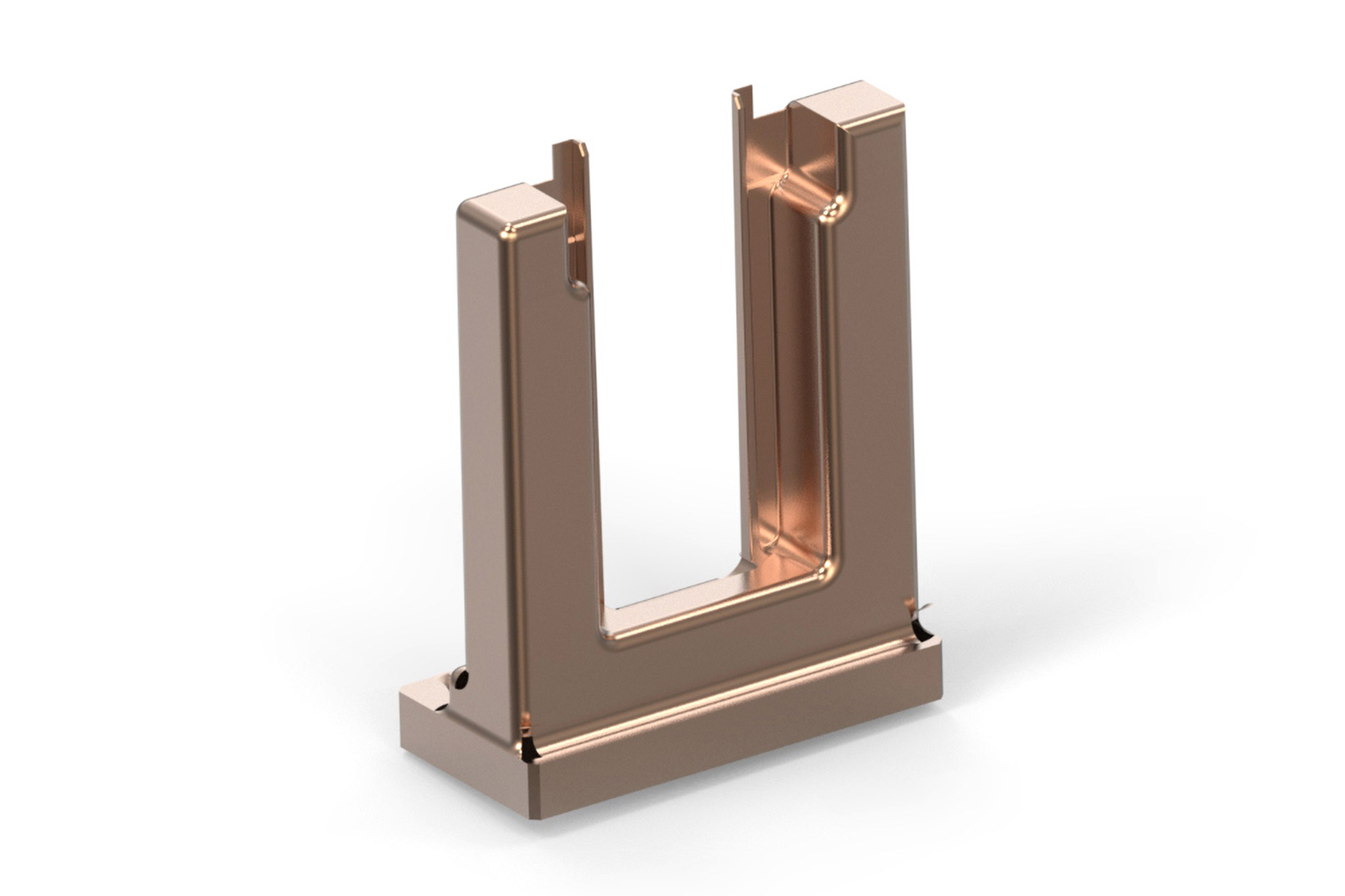
Paredes finas y nervaduras
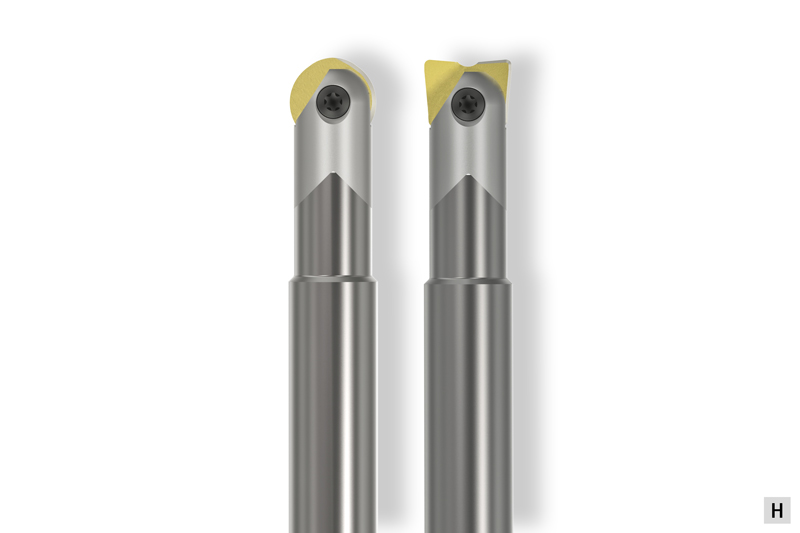
Los moldes de plástico por inyección y los moldes de fundición de presión suelen tener nervaduras y paredes finas. Por ejemplo, cada vez se fresan más nervaduras, porque dicho proceso es más rentable que el proceso EDM (electroerosión). Por norma general, se usan herramientas de metal duro largas o extralargas de diámetro pequeño. En estos casos, también se pueden emplear las soluciones específicas de cada cliente (RibCutter) correspondientes a la forma de la nervadura.
Acerca de la gama de productos del mecanizado de paredes y nervaduras finas -
8 / 8
Agujeros pequeños y grandes
En los sectores de la fabricación de moldes y troqueles hay infinidad de procesos de taladrado en macizo: Por ejemplo, grandes perforaciones en columnas guía, perforaciones profundas para sistemas de refrigeración o perforaciones de gran precisión para pasadores expulsores. Para cada uno de los pasos de fabricación, MAPAL ofrece una amplia variedad de herramientas de taladrado y escariado.
Acerca de la gama de productos del mecanizado de agujeros pequeños y grandes




Todo de un solo proveedor







Flujo de trabajo de ingeniería: de la teoría a la práctica


Further items about the die&mould area
-
13.04.2026
IMPULSE 86 has been published
In the current issue of the technology magazine IMPULSE, the main topics are the merger of the German sites and the aerospace sector.
-
02.12.2025
Large tool package for Mangner Zerspanungstechnik
MAPAL has equipped Mangner GmbH with a comprehensive tool package for drilling operations.
-
04.03.2025
CORMOL relies on milling cutters such as the OptiMill-3D-HF from MAPAL for tool making
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.



Our retail partners
Responsibility according to postcode areas
-
1 / 16
Postcode 35
FRITZ WEG GmbH & Co. KG
Ahornweg 41
35713 Eschenburg-WissenbachPhone: +49 2774 701-0
Fax: +49 2774 701-39
Email: info@fritzweg.de
Web: www.fritzweg.de -
2 / 16
Postcode 44
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
3 / 16
Postcode 51
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
4 / 16
Postcode 56, 57
FRITZ WEG GmbH & Co. KG
Ahornweg 41
35713 Eschenburg-WissenbachPhone: +49 2774 701-0
Fax: +49 2774 701-39
Email: info@fritzweg.de
Web: www.fritzweg.de -
5 / 16
Postcode 58, 59
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
6 / 16
Postcode 60, 61
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
7 / 16
Postcode 63 - 69
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
8 / 16
Postcode 70 - 73
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
9 / 16
Postcode 74, 75
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
10 / 16
Postcode 76 - 79
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
11 / 16
Postcode 80 - 87
AB1-Tools e.K.
Goethering 45
91732 MerkendorfPhone: +49 9826 333-2241
Fax: +49 9826 333-3691
Email: info@ab1-tools.com
Web: www.ab1-tools.com -
12 / 16
Postcode 88, 89
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
13 / 16
Postcode 90 - 97
AB1-Tools e.K.
Goethering 45
91732 MerkendorfPhone: +49 9826 333-2241
Fax: +49 9826 333-3691
Email: info@ab1-tools.com
Web: www.ab1-tools.com -
14 / 16
Danmark
EDECO TOOL APS
Naverland 2
2600 Glostrup
DanmarkPhone: +45 7060 2029
Email: info@edeco.dk
Web: www.edeco.dk -
15 / 16
Italy
TEKNOS S.r.l.
Via A. Pigafetta, 2
35011 Campodarsego (PD)
ItaliaPhone: +39 049 8877061
Email: info@teknositalia.it
Web: www.teknositalia.it -
16 / 16
Portugal
Álamo-Ferramentas Unipessoal Lda
Rua da ETAR, Lote 9
Zona Industrial de Oiã
3770-059 Oiã
Phone: +351 234 728-193
Email: geral@alamo-ferramentas.com