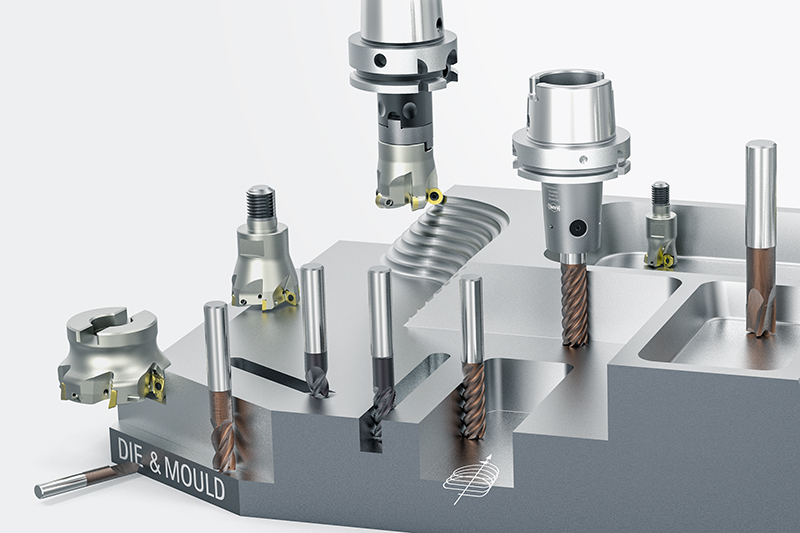
Werkzeug- und Formenbauer erwarten von ihrem Zerspanungswerkzeughersteller hohe Prozess- und Produktkompetenz. Denn die Lebensdauer der zu erzeugenden Formen und die Präzision der Formteile sind für die Wettbewerbsfähigkeit in der Massenproduktion enorm wichtig. Von den Werkzeugen wird deshalb höchste Präzision, lange Standzeiten und vor allem Prozesssicherheit gefordert.
Genau diese Aspekte sind es, die MAPAL in Branchen wie der Automobilindustrie, dem Maschinenbau oder der Luftfahrtindustrie erfolgreich machen. So ist es nur folgerichtig, dass der Präzisionswerkzeughersteller nun auch im Werkzeug- und Formenbau effiziente und wirtschaftliche Lösungen für den kompletten Zerspanungsprozess anbietet. Vielseitige und präzise Hochleistungswerkzeuge und spezielle Werkzeughalter mit schlanken Konturen und präzisem Rundlauf minimieren Polieraufwand und Nacharbeit durch eine konstante Oberflächengüte beim Fräsprozess.
Werkzeugprogramm für den Formenbau
Vollhartmetall Schaftfräser
OptiMill-3D-BN
Fraises hémisphériques
Usinage hautement précis de contours 3D
Plage ø : 0,10 - 20,00 mm
OptiMill-3D-CR
Fraises rayonnées
Fraisage avec rayon de raccordement hautement précis
Plage ø : 0,10 - 20,00 mm
OptiMill Fraises à dresser
Fraises à dresser
Idéales pour l'ébauche, la finition, le fraisage trochoïdal et le fraisage de poches
Plage ø : 2,00 - 12,00 mm
OptiMill-3D-CS
Fresas com raio de canto
Acabamento de superfícies complexas de forma livre e geometrias complicadas de peças
Gama ø: 2,00 - 12,00 mm
OptiMill-3D-HF
Fraises à grande avance
Idéales pour l'usinage grande avance avec un volume d'enlèvement de copeaux élevé pour une fiabilité des processus accrue
Plage ø : 2,00 - 16,00 mm
OptiMill-3D-Alu
Fraises rayonnées/hémisphériques
Usinage hautement précis de contours 3D
Plage ø : 1,00 - 20,00 mm
OptiMill-Graphite-MT
Fraises à dresser et hémisphériques
Fraises multidents d'ébauche pour un taux d'enlèvement élevé avec les électrodes en graphite
Plage ø : 3,00 - 16,00 mm
OptiMill-3D-Graphite
Fraises rayonnées/hémisphériques
Adaptées pour l'usinage d'électrodes en graphite
Différents modèles selon la situation d'usinage
Plage ø : 0,20 - 12,00 mm
OptiMill-3D-Copper
Fraises rayonnées/hémisphériques
Géométrie spéciale pour l'usinage d'électrodes en cuivre et d'alliages non ferreux durs
Plage ø : 0,10 - 20,00 mm
OptiMill-Diamond
Fraises à dresser, rayonnées, hémisphériques
Coupes PCD pour une durée de vie élevée
Plage ø : 3,00 - 12,00 mm
Fraises à plaquettes amovibles
NeoMill-ISO-360
Cabeçote de fresamento com pastilhas redondas
Ideal para desbaste e semiacabamento
Gama ø: 10,00 - 160,00 mm
NeoMill-3D-Finish
Cabeçote roscado para fresamento em acabamento
Perfeito para acabamento de superfícies 90 °, superfícies planas e com contornos
Gama ø: 16,00 – 42,00 mm
NeoMill-3D-Ballnose/-Torus
Suporte com haste para fresamento, fresa esférica e fresa com raio de canto
Um único suporte para pastilhas intercambiáveis, esférica e com raio de canto para acabamento e pré acabamento
Gama ø: 8,00 - 32,00 mm
NeoMill-2/4-HiFeed90
Fresa de alto avanço/fresa de esquadrejamento de 90°
Sistema de ferramentas universal para elevada produtividade
Faixa de Ø: 16,00 a 200,00 mm
Furação | Escarear
ECU-Drill-Steel
Solid carbide drill
Double-edge solid drill with a good price-to-performance ratio
Wide range of applications
Proven geometries for high precision and process reliability
Ø area: 1.00 – 20.00 mm
MEGA-Drill-Hardened
High-performance solid carbide drill
Double-edge solid drills with coating and geometry suitable for reliable machining of hardened workpiece material
New micro-geometry and macro-geometry
Ø area: 2.55 – 16.00 mm
MEGA-Drill-Steel-Plus
High-performance solid carbide drill
Double-edge solid drills with coating and geometry suitable for steel machining
Optimised chip flute geometry and modified cutting-edge preparation
Ø area: 3.00 – 25.00 mm
Tritan-Drill-Steel
Triple-edge solid carbide drill
Triple-edge solid drills for maximum feed
Self-centring chisel for challenging drilling situations
Specially adapted to steel machining
Ø area: 4.00 – 20.00 mm
Tritan-Spot-Drill-Steel
Pilot drill
Triple-edge pilot drill for demanding pilot drilling situations
Specially adapted to triple-edge drills
Ø area: 4.00 – 20.00 mm
Tritan-Step-Drill
Triple-edge step drill
Triple-edge step drill with self-centring chisel
For machining threaded core holes without oscillating movement
Ø area: 4.25 – 14.15 mm
MEGA-Deep-Drill
Deep drill
Process-reliable and efficient creation of deep bores up to 40xD
MEGA-Pilot-Drill
Ø area: 1.00 – 16.00 mm
MEGA-Drill-Reamer
Alésoir
Perçage et alésage – deux opérations réalisées par un seul outil
Arête d'alésage optimisée
Réduction des temps effectifs et non effectifs
Tolérance de perçage ≥ IT7
Plage de ø : 4,00 – 16,00 mm
Fraises à chanfreiner-noyer de précision
Fraises à pas varié
Arêtes de coupe à espacement extrêmement variable
Niveau de précision plus élevé et valeurs de surface améliorées
Réduction des forces axiales et radiales
Réduction significative des vibrations
Paramètres de coupe améliorés pour une productivité maximale
Plage de ø : 4,30 – 31,00 mm
MEGA-Drill-Reamer-Pyramid
Alésoir avec pointe pyramidale
Centrage, perçage et alésage en un seul outil
Propriétés de centrage améliorées grâce à la pointe pyramidale
Réduction des temps effectifs et non effectifs
Tolérance de perçage ≥ IT7
Plage de ø : 4,00 – 16,00 mm
Forets à plaquettes de coupe QTD
Foret avec système de tête amovible
Système économique à plaquettes de coupe interchangeables
Système de serrage par liaison de force et de forme
Maniement simple
Précision élevée de concentricité
Plage de ø : 8,10 – 49,00 mm
Alésage
FixReam – FXR
Alésoir haute performance à queue cylindrique
Alésoir haute performance en carbure monobloc
Goujure droite pour l'alésage débouchant et l'alésage borgne
Goujure oblique à gauche pour l'alésage débouchant
Plage de ø : 3,00 – 20,00 mm
CPReam – CPR
Alésoir à tête amovible
Stabilité et rigidité maximales grâce au cône et à l'appui plan
Précision de concentricité maximale de 5 µm
Maniement simple
Plage de ø : 8,00 – 40,00 mm
Alésoirs à réglage rapide – WN 50
Alésoir manuel
Alésoir à réglage rapide avec grande plage de réglage
Particulièrement adapté aux travaux de réparation
Jeux de lames de rechange disponibles
Plage de ø : 6,40 – 95,00 mm
Outils guidés
Outils avec patins de guidage
Précision maximale grâce au concept MAPAL
Patins de guidage permettant un guidage direct dans le trou d'alésage
Plaquettes réversibles rectifiées
Réglage de haute précision pour un usinage au µm près
I componenti di crescente complessità e con cavità sempre più profonde, nonché le nervature di stampaggio e di irrigidimento negli stampi per iniezione plastica e pressofusione, rendono necessario l'uso di utensili molto lunghi, anche con diametri di taglio molto ridotti. Le complesse geometrie delle parti e la varietà delle caratteristiche dei materiali, impongono elevate esigenze in termini di lavorazione e di durata dell’utensile.
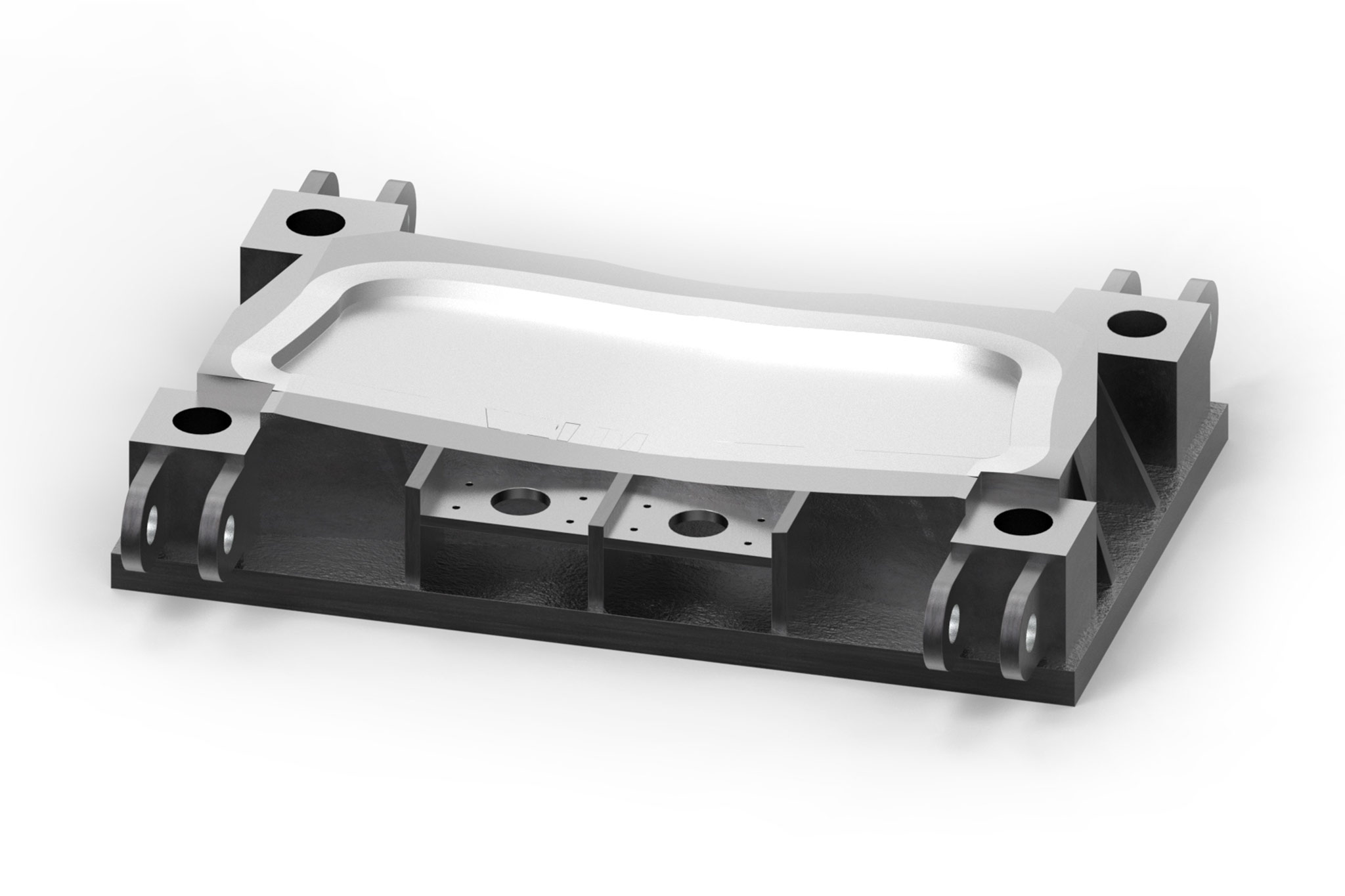
La ghisa è spesso utilizzata nella progettazione, ingegneria e costruzione di matrici di formatura a freddo di medie e grandi dimensioni, grazie alle proprietà di questo materiale, come resistenza alla compressione e facilità di lavorazione. I componenti principali sono in questo caso basamenti e casse porta stampo. MAPAL ha una grande esperienza nelle operazioni di fresatura (2D e 3D) e di foratura (foratura, alesatura, filettatura).
When it comes to pre-series or prototype moulds, it is not unusual to use materials that are easy to machine. Aluminium alloys or uriol (plastics) are often used. In these cases, solid carbide tools with positive and partly polished cutting edges, or better still, PCD-tipped tools ensure high productivity and short machining times.
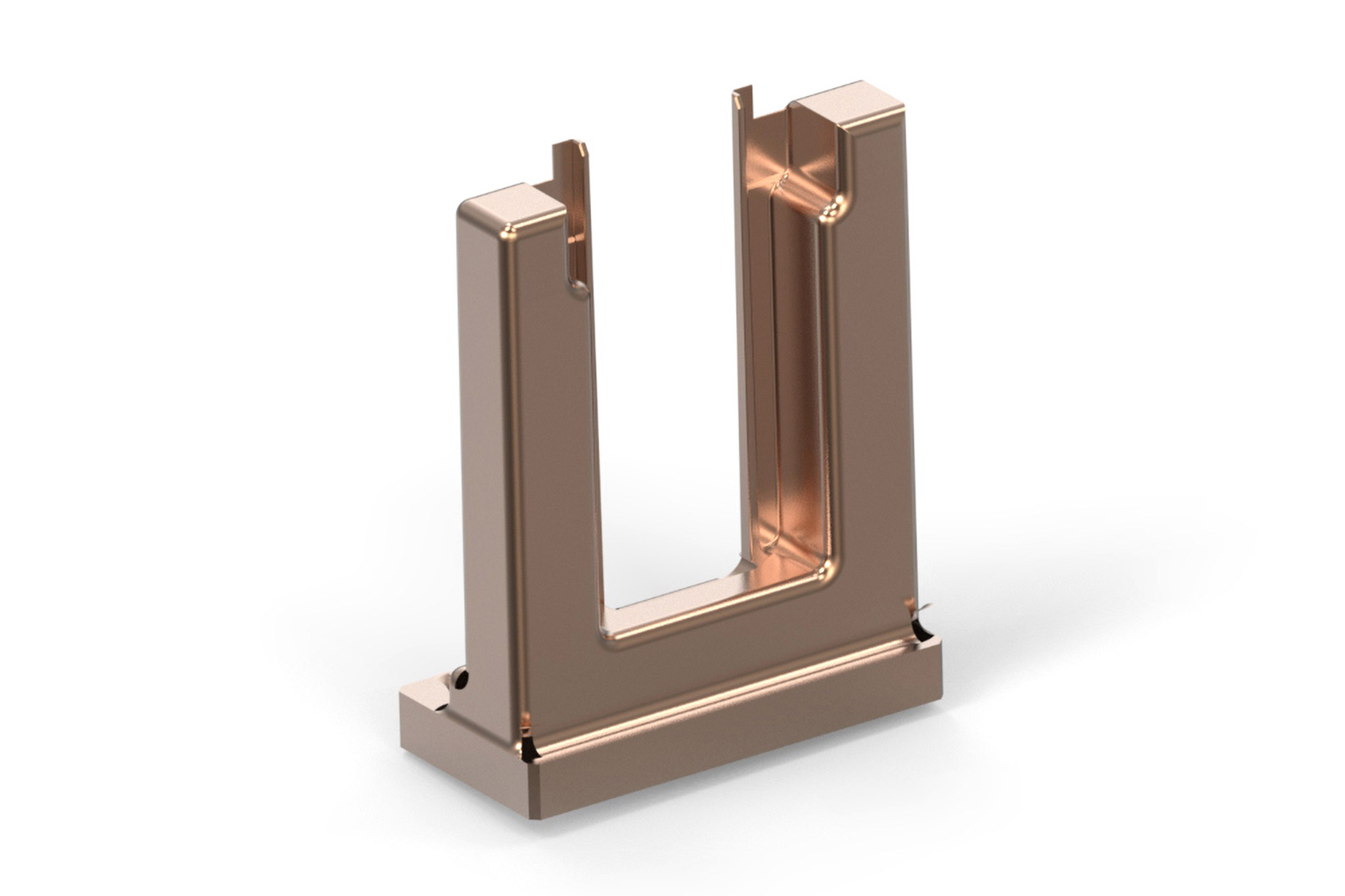
Manufacturing of electrodes for EDM processes requires machining of copper alloys and graphite materials. The selection of the electrode material depends on the requirements of the mould to be created. Copper alloys are comparatively expensive and are generally used for finishing the electrodes, when it comes to high surface quality and shape accuracy. Solid carbide end mills with special geometries by MAPAL guarantee high-precision machining results here.
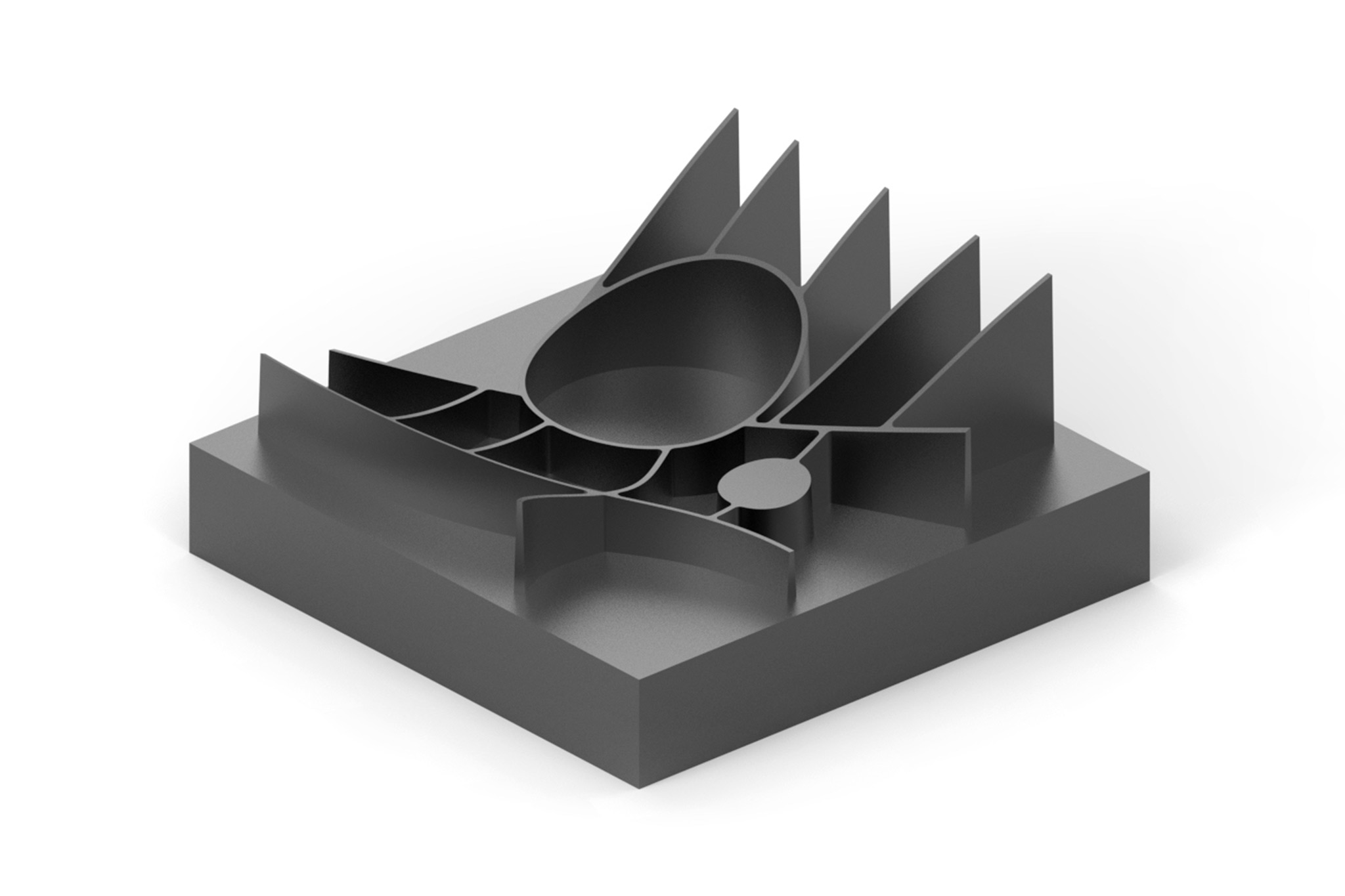
Graphite has a highly abrasive effect on the tool and causes strong wear on the cutting edge. The profiles to be machined tend to burst with increasing wear. Therefore, a tool with suitable geometry and optimum cutting material is required. For machining graphite, MAPAL uses diamond-coated solid carbide tools or PCD-tipped tools.
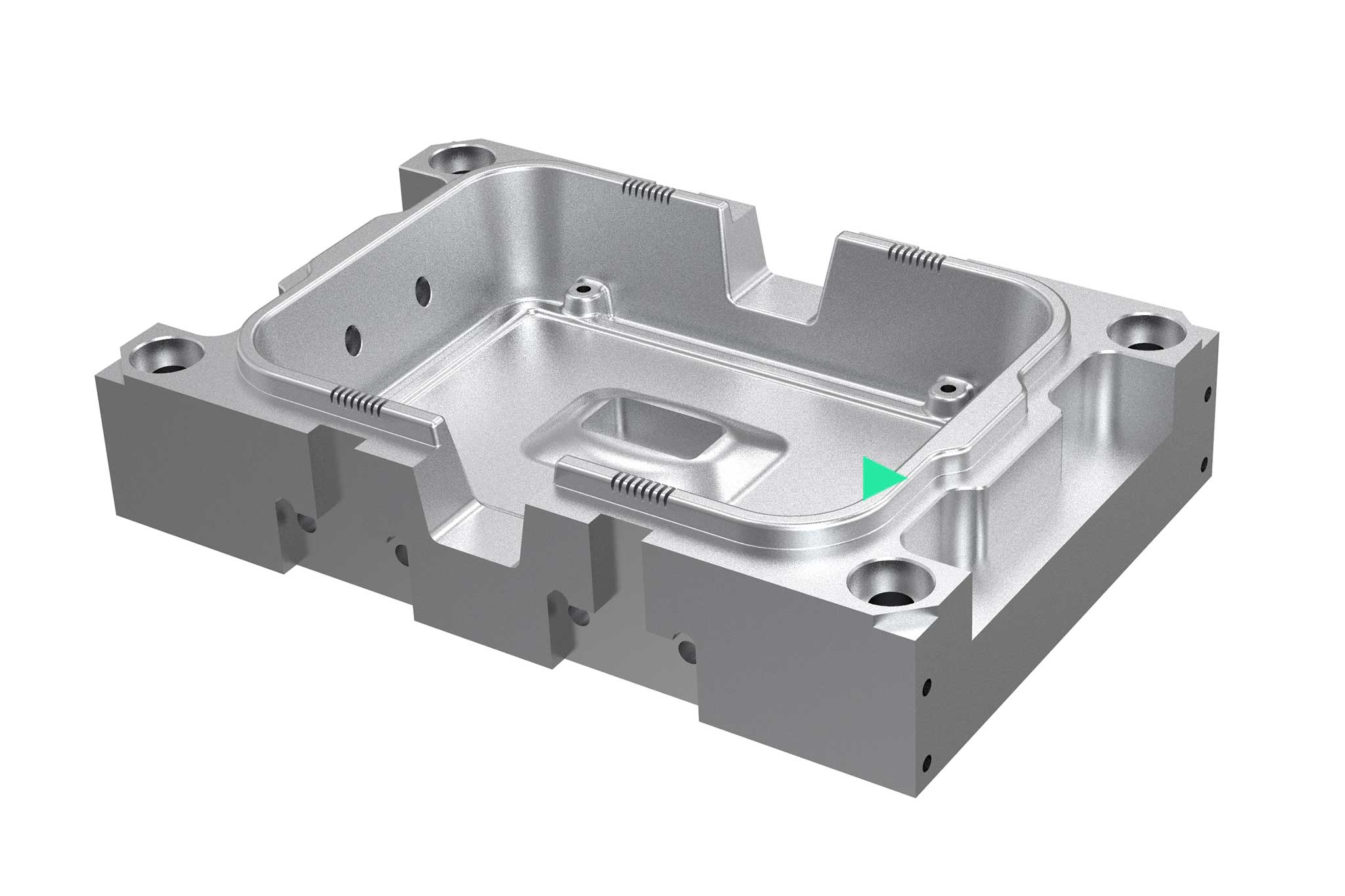
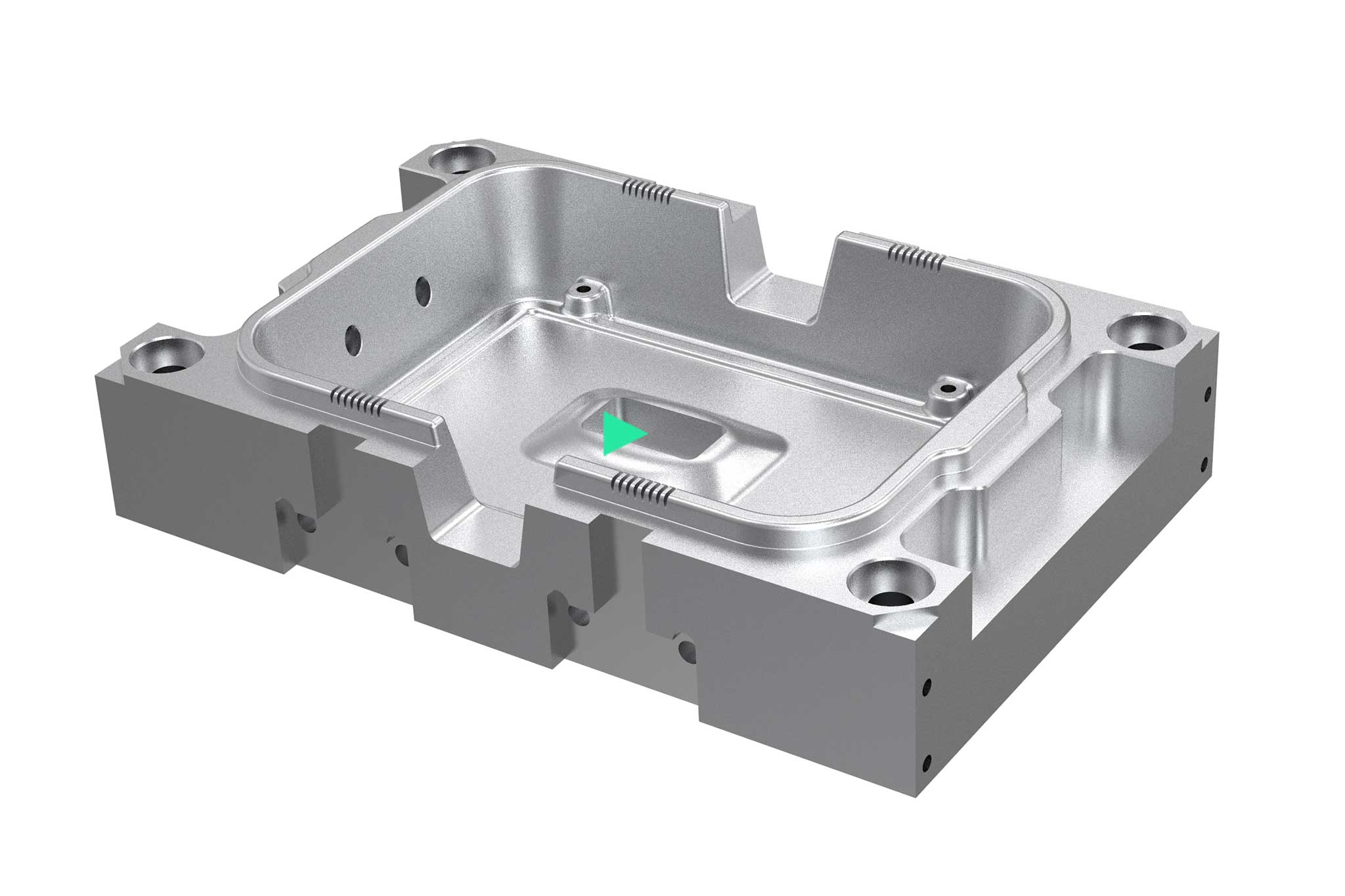
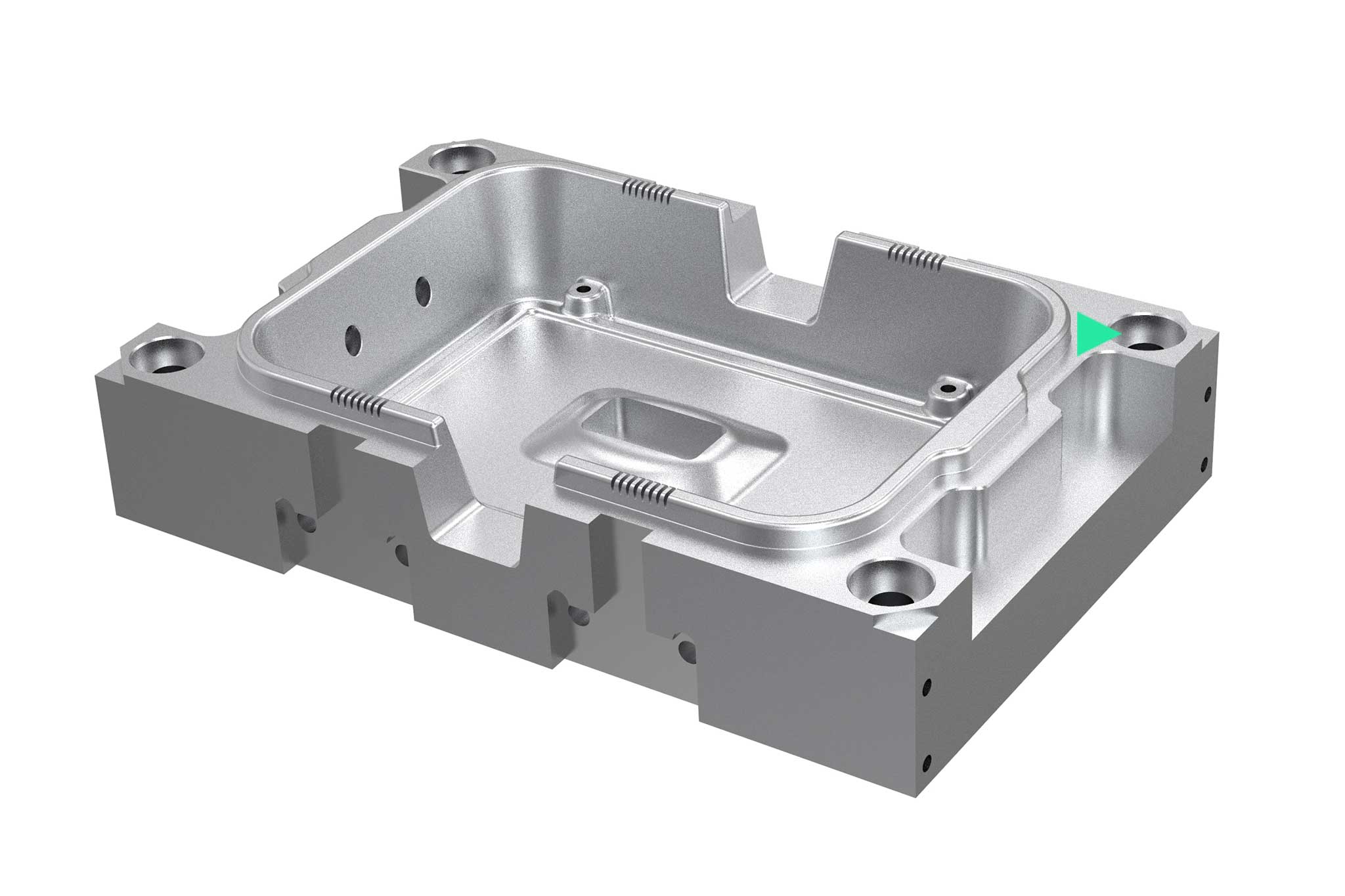
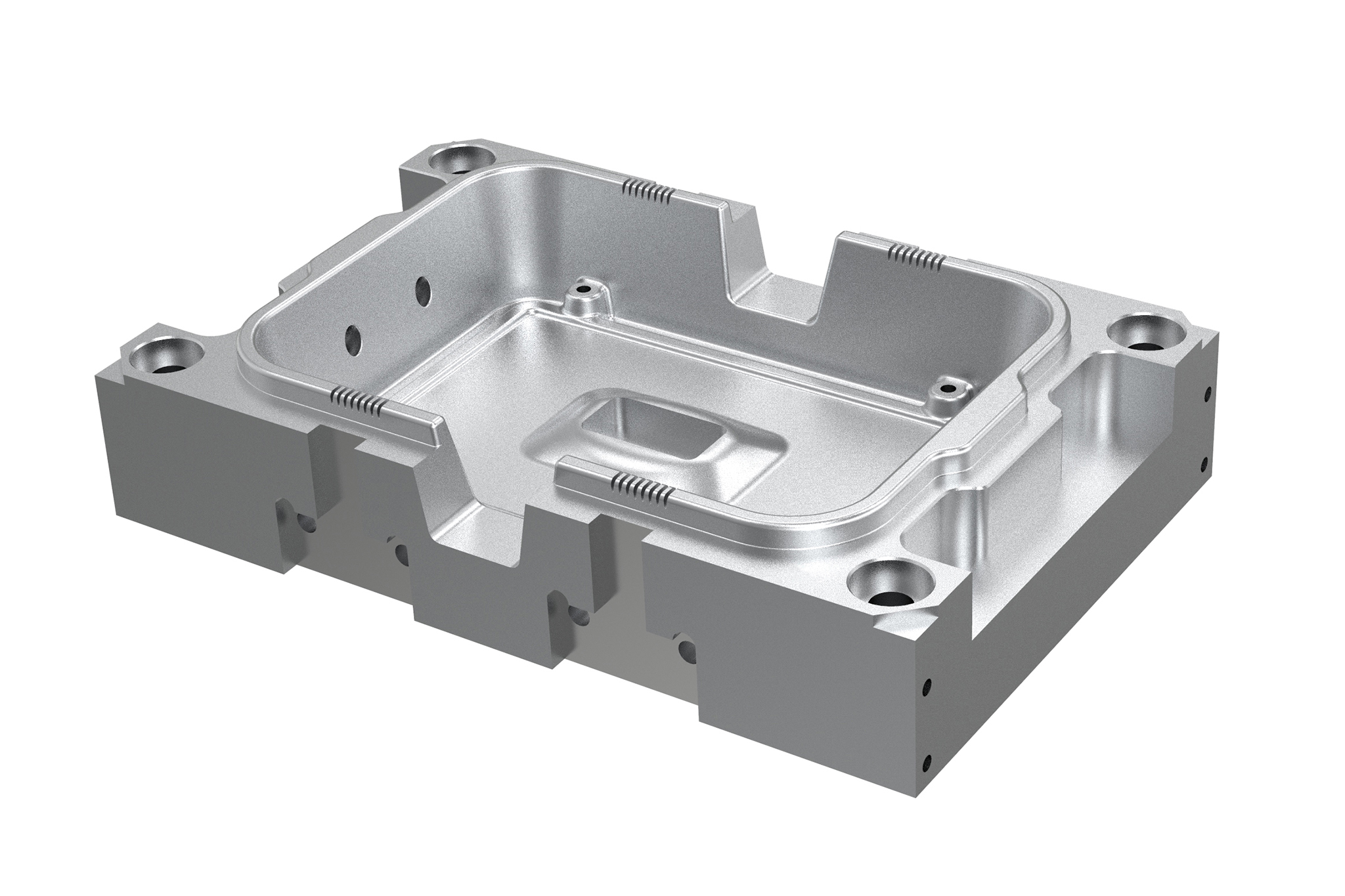
Application example:
Electrodes for spark eroding (EDM)
From the unmachined to the finished part
Find the right tool with just a few clicks: Depending on the machining, the specific operation and the tool requirement, you can quickly find the tool you want.
1 / 8
Surfaces en 2D
Cette catégorie comprend d'une part les opérations d'usinage réalisées directement sur la machine, telles que le surfaçage, le fraisage de poches et de parois droites. D'autre part, des opérations pour géométries complexes, programmées à l'aide d'un logiciel de FAO.
Dans le secteur de la fabrication de moules et de matrices, la production de moules de plus en plus complexes fait partie du quotidien. Le développement continu des machines-outils et des logiciels de FAO permet d'atteindre des niveaux de performance et de productivité toujours plus élevés. Les outils utilisés doivent donc toujours être à la pointe de la technologie. Pour atteindre un niveau optimal dans ce domaine, une analyse des processus est effectuée au début de la conception.
Les inserts de moule présentent également des opérations d'usinage nécessaires pour le moulage ou diverses pièces rapportées. Les poches ouvertes (usinages périphériques) sont de plus en plus usinées par les utilisateurs à l'aide de fraises trochoïdales. Cette méthode d'usinage permet d'optimiser les durées d'usinage et de prolonger la durée de vie des outils.
La fabrication de poches fermées s'effectue généralement par ébauche dans les plans Z. Dans ce cas, l'entrée d'usinage par une rampe est souvent choisie pour le fraisage. Le choix de l'outil dépend de la profondeur des parois et de l'inclinaison à créer sur le composant. Le large portefeuille de systèmes modulaires MAPAL couvre également l'usinage de poches profondes de grands diamètres.
L'un des principaux objectifs des opérations de fraisage est de réduire la durée d'usinage. Avec des géométries d'outils spécifiques pour l'usinage de poches fermées et rondes, on parvient souvent à éliminer le processus de pré-perçage. Le fraisage hélicoïdal consiste à programmer des parcours avec des entrées hélicoïdales adaptées aux dimensions des poches.
Les opérations de création de surfaces planes sont très fréquentes dans la fabrication de moules et de matrices, et ce dans différents domaines : Que ce soit en fonction du composant, de la stratégie d'usinage ou des exigences en matière de surfaces de fermeture des moules, de sections et de formes de découpe. Le choix de l'outil approprié se fait ensuite en fonction de l'application et des exigences.
Plastic injection moulds and die casting moulds often have ribs and thin walls. Ribs, for example, are increasingly being milled, as this process is more cost-effective than EDM (spark eroding). As a rule, long or extra-long carbide tools with small diameters are used. Customer-specific solutions (RibCutter) to match the respective rib shape are also possible here.
Dans le domaine de la fabrication de moules et de matrices, il existe une grande variété d'opérations de perçage intégral : des grands perçages pour les colonnes de guidage aux perçages profonds pour le système de refroidissement, en passant par les perçages de haute précision pour les broches d'éjection. Pour les différentes étapes de fabrication, MAPAL propose une gamme complète d'outils de perçage et d'alésage.
Un système de gestion des achats optimisé est également essentiel pour organiser clairement les stocks d'outils.
2. Logistique des outils
L'usinage prend également en compte la rentabilité : les systèmes de distribution intelligents réduisent les temps morts de manière substantielle.
3. Ingénierie
Les spécialistes de l'usinage apportent leur aide pour concevoir les processus, notamment grâce à des simulations FAO, des conseils généraux et la mise au point de stratégies d'usinage rentables.
4. Mesure et ajustement
Grâce à leur précision et à leur facilité d'utilisation, les appareils de mesure et de réglage sont particulièrement utiles pour ajuster les outils.
5. Outils et serrage
Entre la broche à l'arête de coupe, MAPAL propose une gamme d'outils et de technologies de serrage exhaustive pour la fabrication d'outils et de moules.
6. Usinage
Usinage efficace et stratégies d'usinage adaptées avec un niveau technologique de pointe.
7. Numérisation et automatisation
Numérisation rapide et aisée : la c-Connect Box transmet numériquement les données de mesure du poste de réglage à la machine-outil. En outre, elle surveille l'état de la machine.
8. Re-affutage
Les clients obtiennent rapidement leurs outils re-affutés de haute qualité. Un service de collecte et de livraison est également possible.
Workflow d'ingénierie – De la théorie à la pratique
Trouver une solution parfaitement adaptée aux besoins du client, telle est l'ambition de MAPAL. En plus de solutions spéciales personnalisées et d'une large gamme de produits de base, des services complets sont disponibles pour optimiser l'ensemble du processus, de l'idée du produit au copeau. Les clients peuvent compter sur la longue expérience du leader technologique en matière d'usinage.
1. Demandes client
Les représentants de MAPAL se tiennent en permanence à disposition pour toute demande sur mesure. À travers un entretien personnel avec les clients, ils étudient les demandes concrètes et leur étendue (usinage partiel ou complet) et discutent des détails en s'appuyant directement sur le modèle 3D du composant.
L'équipe Fabrication des moules et des matrices MAPAL se réjouit de recevoir votre demande par e-mail et établit un contact direct le plus rapidement possible.
2. Analyse du projet
Sur la base de modèles 3D et de données de machine, les spécialistes analysent les opérations à effectuer et développent des stratégies d'usinage adaptées.
Les éléments de l'analyse de projet sont :
Suggestions pour toutes les étapes de l'usinage
Liste d’outils
Optimisation des processus
3. Conception des processus
Que l'accent soit mis sur la flexibilité ou la productivité, les experts en usinage simulent le processus à l'aide de modèles 3D pour ainsi identifier les potentiels d'optimisation. Ils vérifient et améliorent les paramètres d'usinage pour la programmation FAO et garantissent ainsi une fabrication à la fois sûre et rentable.
La conception des processus comprend :
L’analyse de la durée de vie du composant
La définition des données technologiques
La programmation FAO
4. Solution Outils
Le grand catalogue de base de MAPAL pour la fabrication des moules et des matrices propose des outils parfaitement adaptés à tout type d'application. Le cas échéant, des solutions sur mesure sont également disponibles.
Avantages pour l'utilisateur :
Large programme de base
Mise à disposition des données d'outils
5. Test des outils & offre
Une fois l'opération d'usinage clarifiée, MAPAL aide le client à utiliser les outils nécessaires au processus. Ce point est essentiel pour proposer une offre exhaustive et adaptée au cas d'application.
6. Collaboration
Les succès communs passés n’empêchent pas les spécialistes de MAPAL de rester en contact étroit avec le client. Si d'autres potentiels d'optimisation sont identifiés ultérieurement ou s'il s'avère que d'autres outils sont plus adaptés, MAPAL aide le client dans cette démarche afin de renforcer la productivité et la rentabilité.
Pour assurer une production efficace à long terme, MAPAL propose également des possibilités complètes de gestion des outils.
Options dans le domaine de la gestion des outils :
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.
The mouldmaking company Krämer+Grebe optimises production with MAPAL reamers and milling cutters and ensures process reliability in international competition.








































 1 / 8
1 / 8