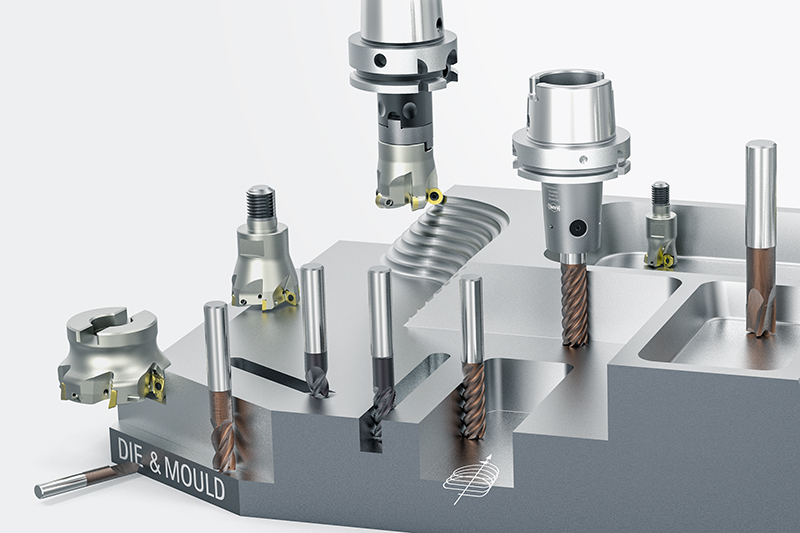
Durchstarten im Werkzeug- und Formenbau
Genau diese Aspekte sind es, die MAPAL in Branchen wie der Automobilindustrie, dem Maschinenbau oder der Luftfahrtindustrie erfolgreich machen. So ist es nur folgerichtig, dass der Präzisionswerkzeughersteller nun auch im Werkzeug- und Formenbau effiziente und wirtschaftliche Lösungen für den kompletten Zerspanungsprozess anbietet. Vielseitige und präzise Hochleistungswerkzeuge und spezielle Werkzeughalter mit schlanken Konturen und präzisem Rundlauf minimieren Polieraufwand und Nacharbeit durch eine konstante Oberflächengüte beim Fräsprozess.
Werkzeugprogramm für den Formenbau




































Components and workpiece material
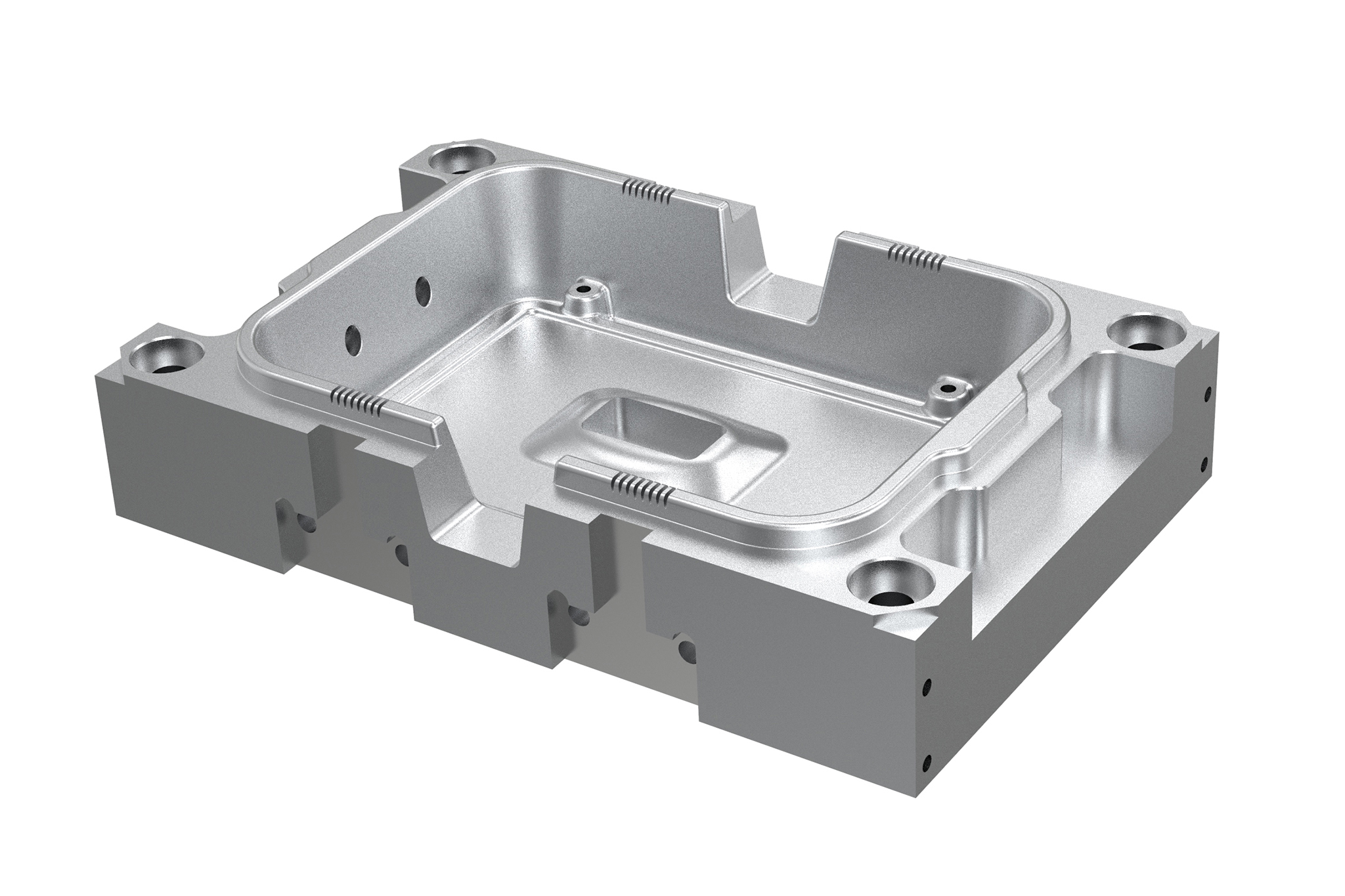
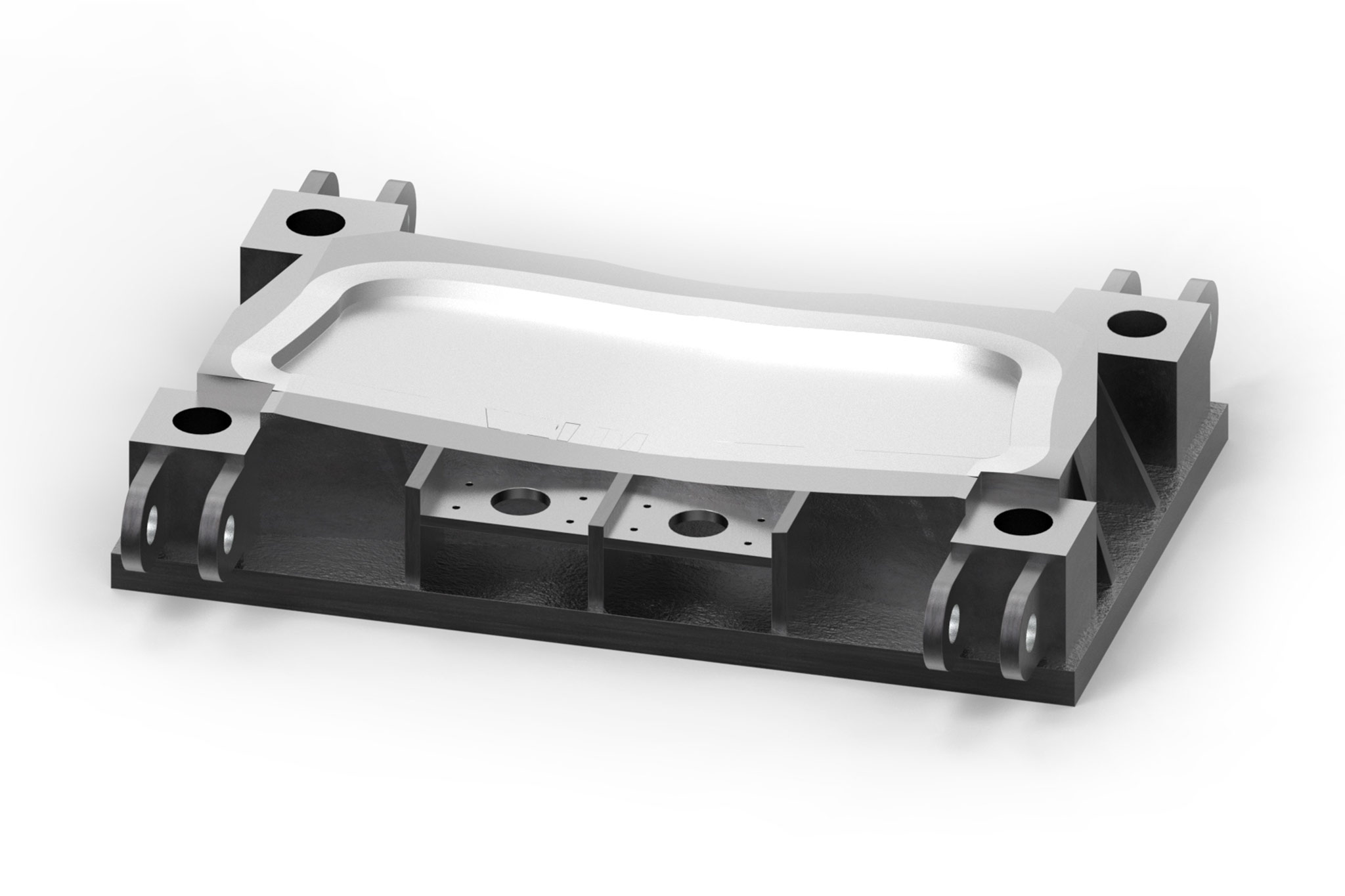

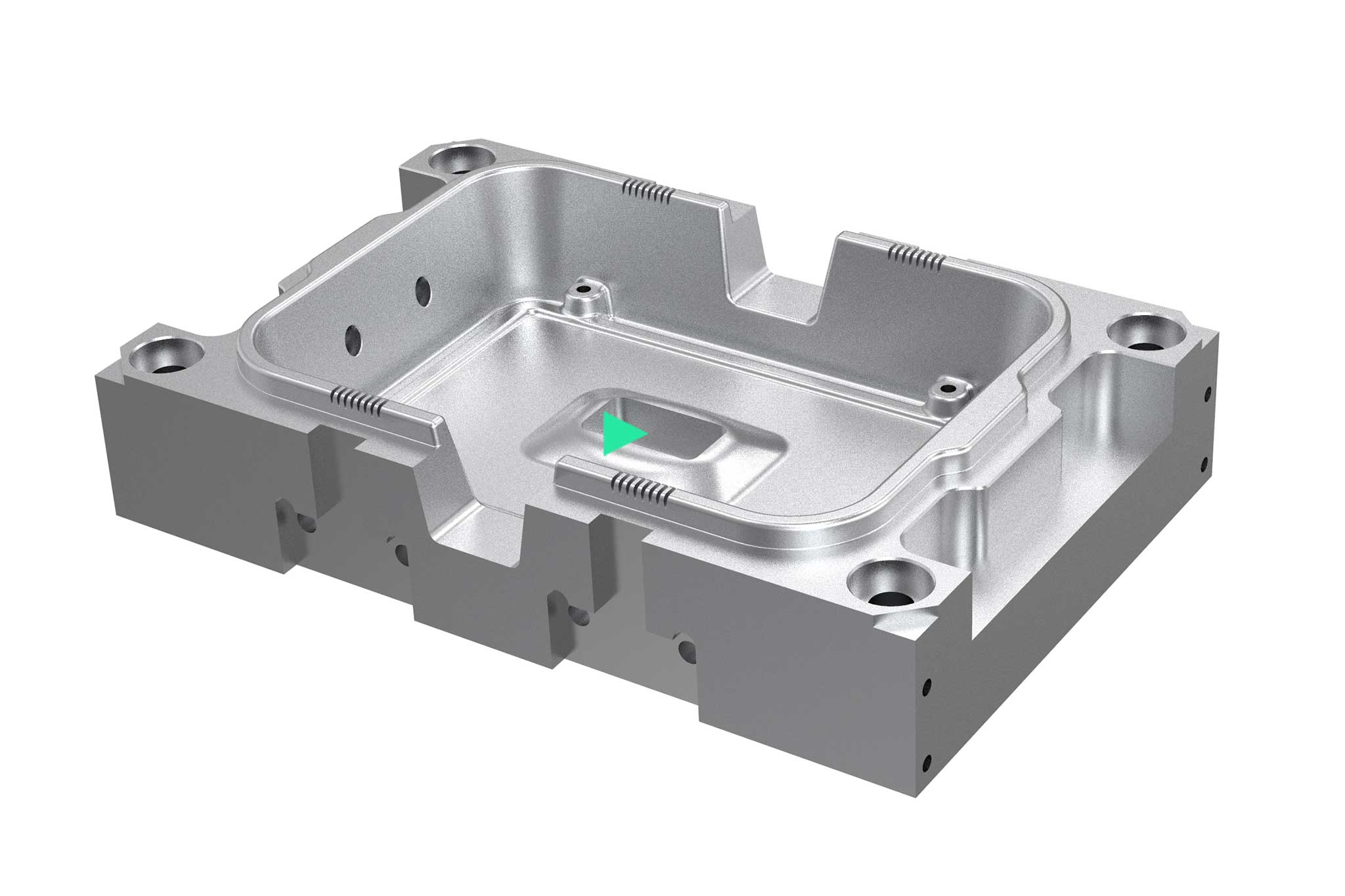
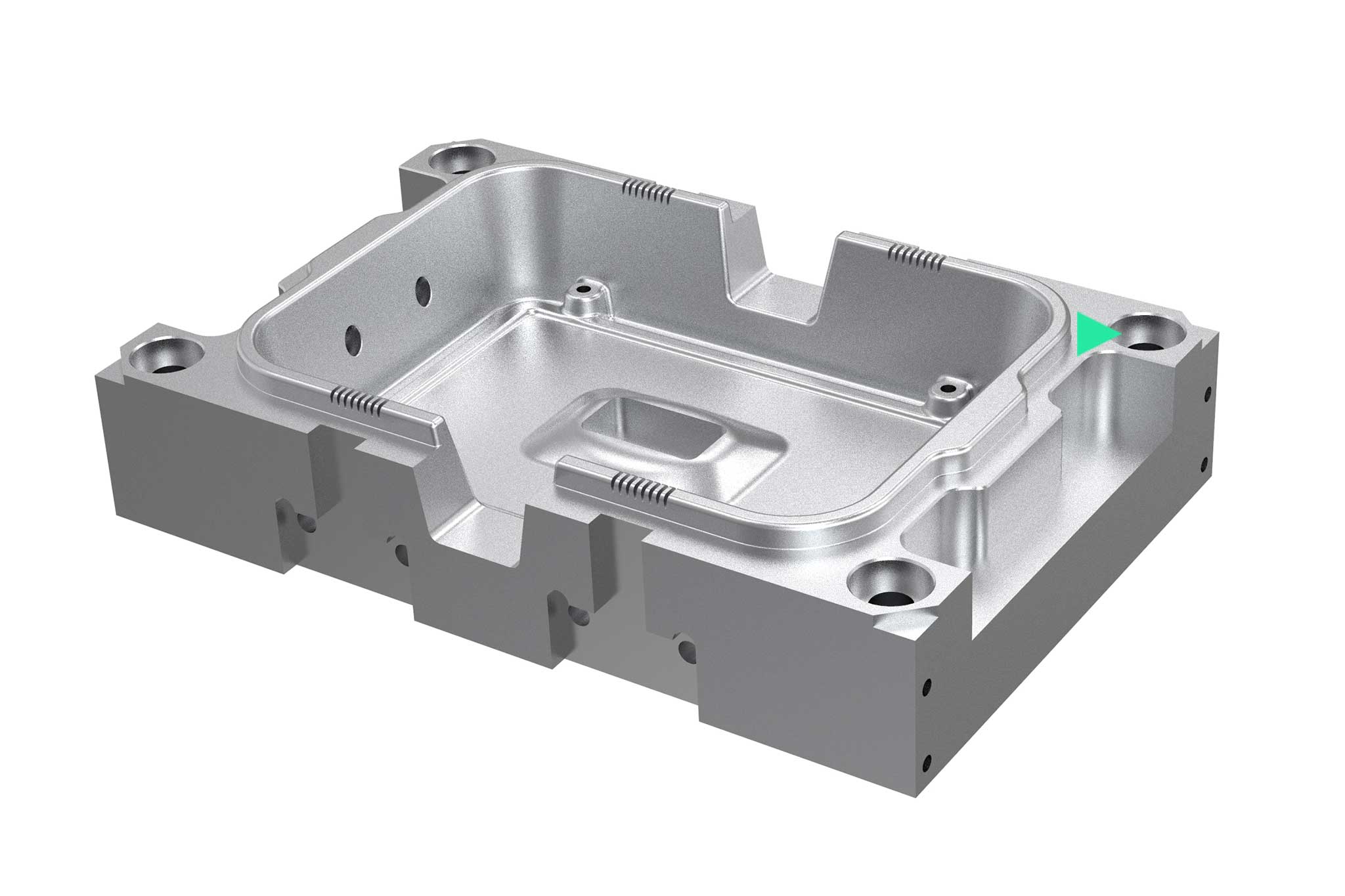
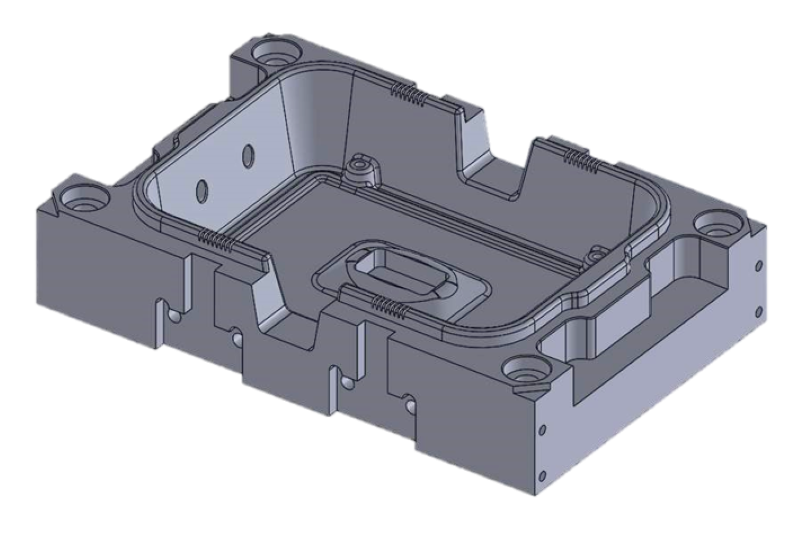
Vom Roh- zum Fertigteil
-
 1 / 8
1 / 82D-Flächen
In diese Kategorie fallen einerseits direkt an der Maschine ausgeführte Bearbeitungsprozesse wie Planfräsen, Fräsen von Taschen und geraden Wänden. Andererseits auch Operationen für komplexe Geometrien, die mithilfe einer CAM-Software programmiert werden.
Zum Produktprogramm zur Bearbeitung von 2D-Flächen -
2 / 8
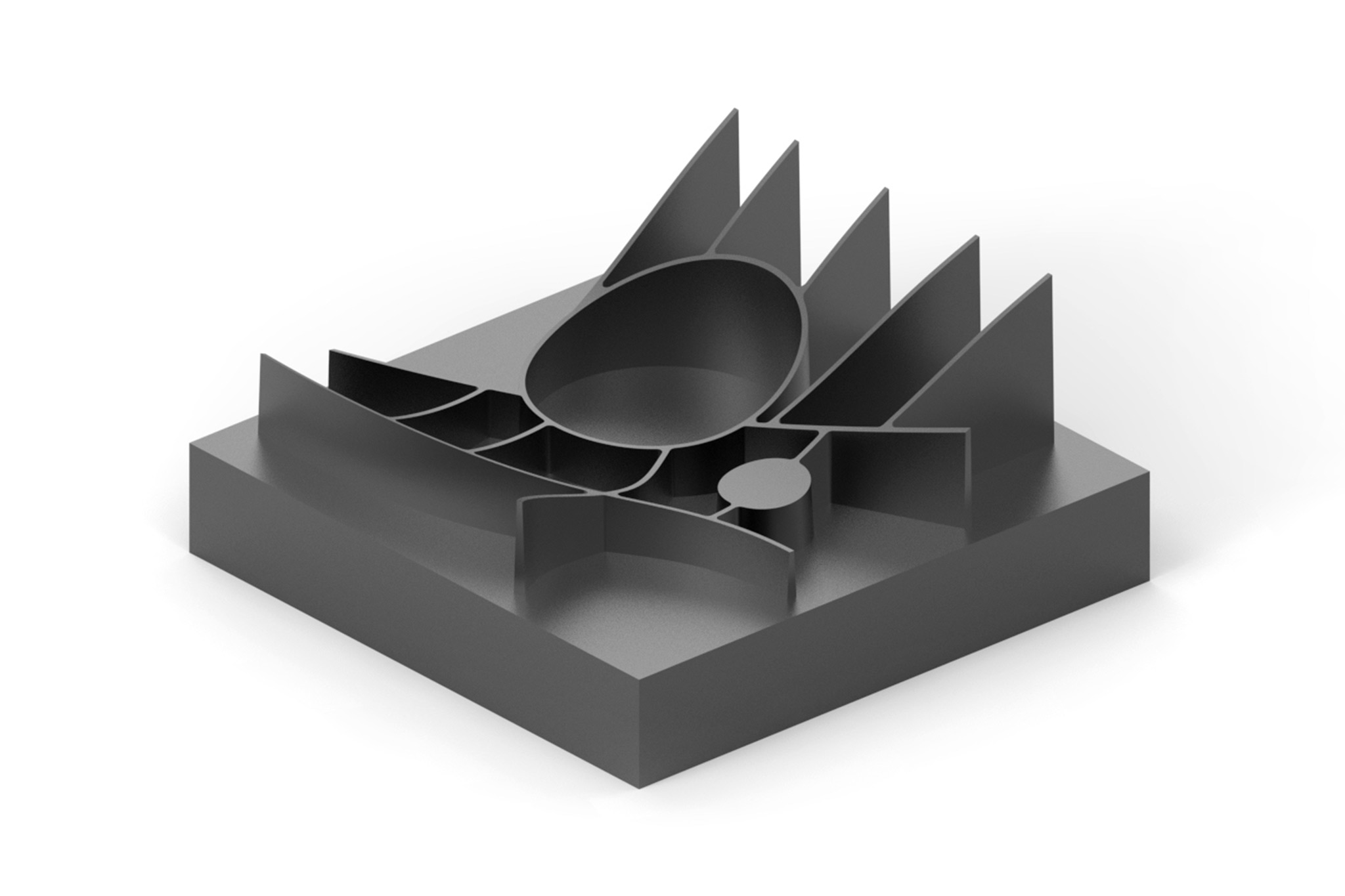
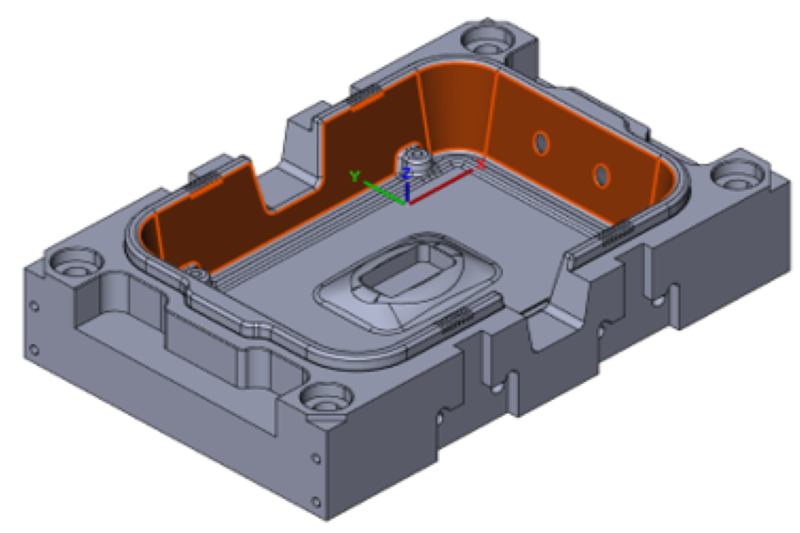
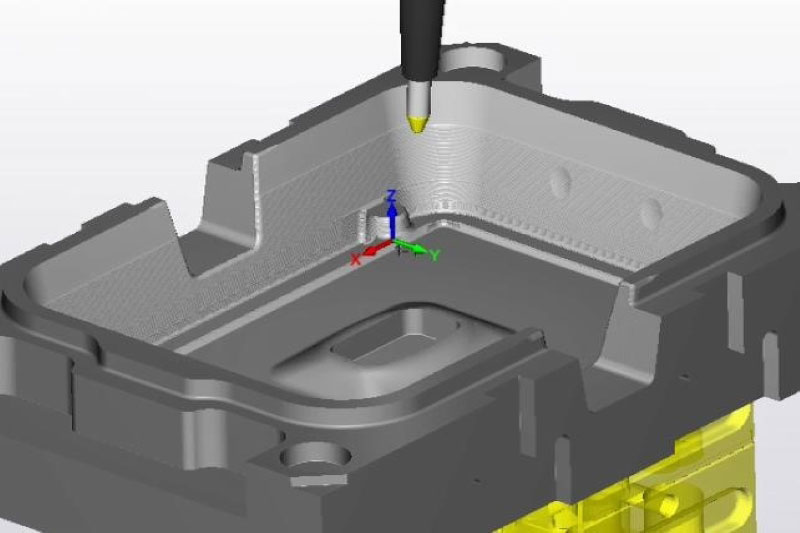
3D-Flächen
Im Werkzeug- und Formenbau ist die Herstellung komplexer werdender Formen Alltag. Kontinuierliche Weiterentwicklungen bei Werkzeugmaschinen und CAM-Software heben die Leistungsfähigkeit und Produktivität auf ein immer höheres Niveau. Somit müssen auch die eingesetzten Werkzeuge stets dem neuesten Stand der Technik entsprechen. Um hier ein Optimum zu erreichen, steht eine Prozessanalyse am Beginn der Auslegung.
Zum Produktprogramm zur Bearbeitung von 3D-Flächen -
3 / 8
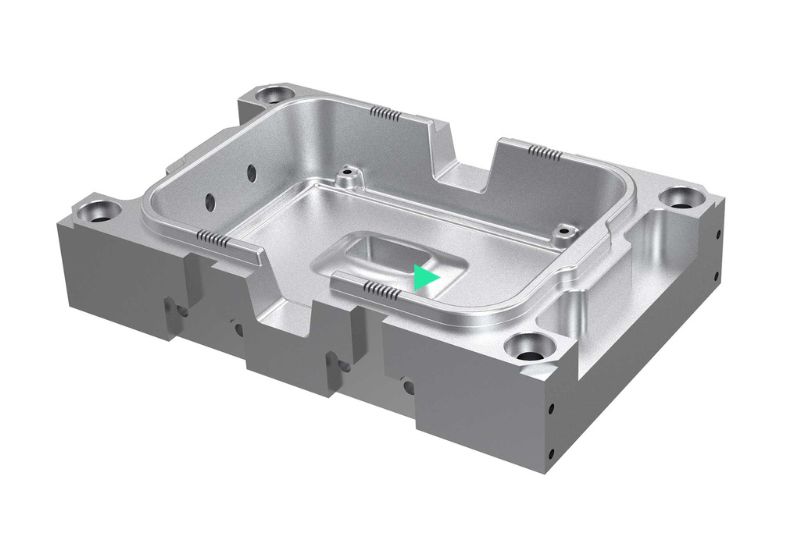
Offene Taschen
Formeinsätze weisen auch Bearbeitungsaufgaben auf, die für das Gießen oder diverse Anbauteile erforderlich sind. Offene Taschen (Umfangsbearbeitungen) bearbeiten Anwender zunehmend mittels Trochoidalfräsen. Diese Bearbeitungsmethode hilft, die Bearbeitungszeiten zu optimieren und die Werkzeugstandzeiten zu verlängern.
Zum Produktprogramm zur Bearbeitung von offenen Taschen -
4 / 8
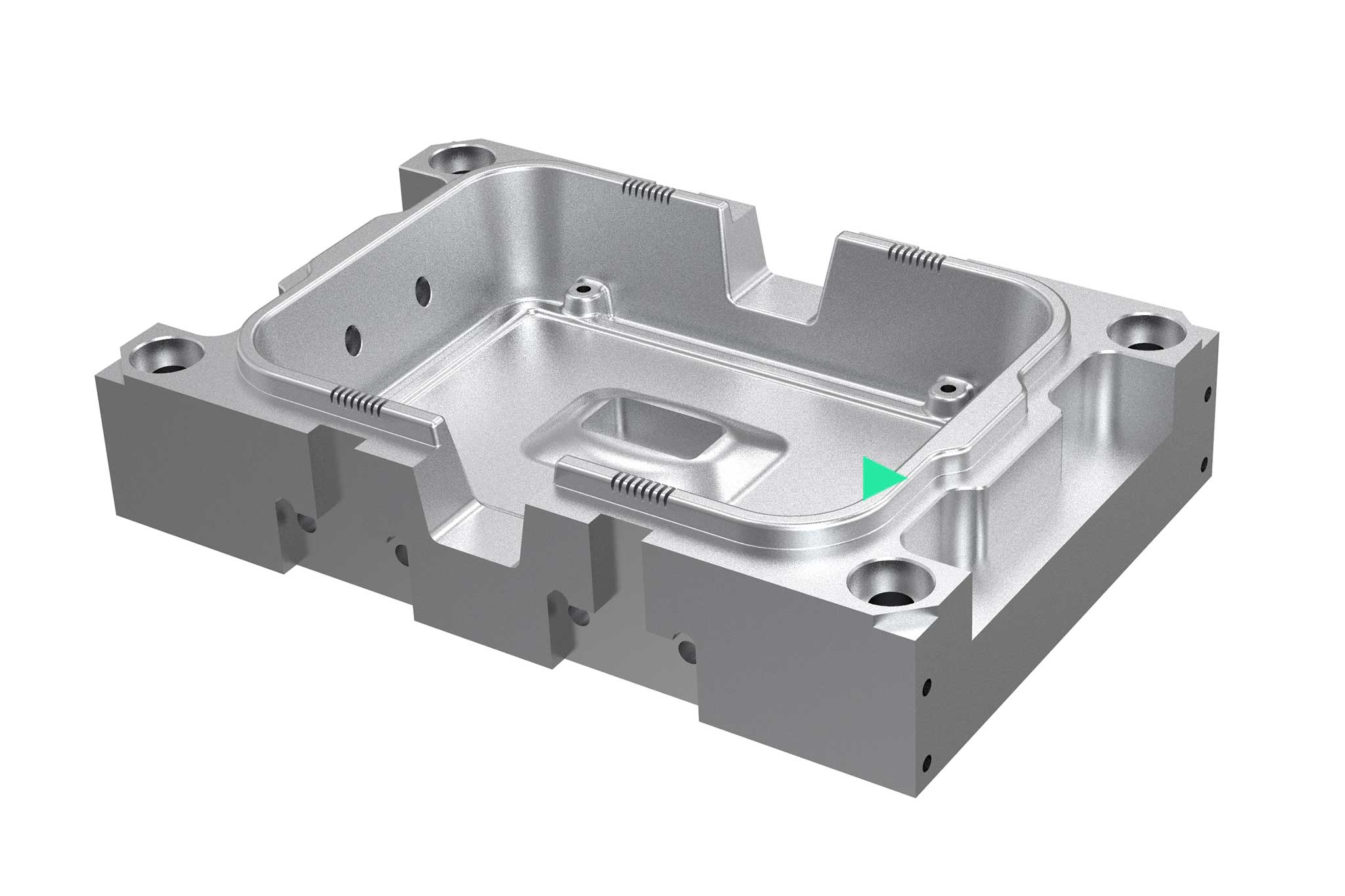
Geschlossene Taschen
Die Herstellung geschlossener Taschen erfolgt meist durch Schruppen in Z-Ebenen. Häufig wird hierbei beim Fräsen der Bearbeitungseintritt über eine Rampe gewählt. Die Wahl des Werkzeuges hängt von der Tiefe der Wände und der zu erzeugenden Ausformschräge am Bauteil ab. Das breite Portfolio von MAPAL mit modularen Systemen deckt auch die Bearbeitung tiefer Taschen mit großen Durchmessern ab.
Zum Produktprogramm zur Bearbeitung von geschlossenen Taschen -
5 / 8
Helixfräsen
Ein wesentlicher Fokus bei Fräsbearbeitungen liegt auf der Reduzierung der Bearbeitungszeit. Mit spezifischen Werkzeuggeometrien für die Bearbeitung von geschlossenen, runden Taschen gelingt es häufig, den Vorbohrprozess zu eliminieren. Beim Helixfräsen werden Fräsbahnen mit helixförmigen Eintritten programmiert, die für Taschendimensionen geeignet sind.
Zum Produktprogramm Helixfräsen -
6 / 8
Ebene Flächen
Operationen zur Erzeugung von ebenen Flächen kommen sehr häufig und in unterschiedlichen Bereichen im Werkzeug- und Formenbau vor: Sei es bauteilbedingt, strategiebedingt durch die jeweilige Fräsbearbeitung oder durch Anforderungen bei Formschließflächen sowie Abschnitten und Stanzformen. Die Auswahl des passenden Werkzeuges erfolgt dann in Abhängigkeit von Anwendung und Anforderung.
Zum Produktprogramm zur Bearbeitung von ebenen Flächen
-
7 / 8
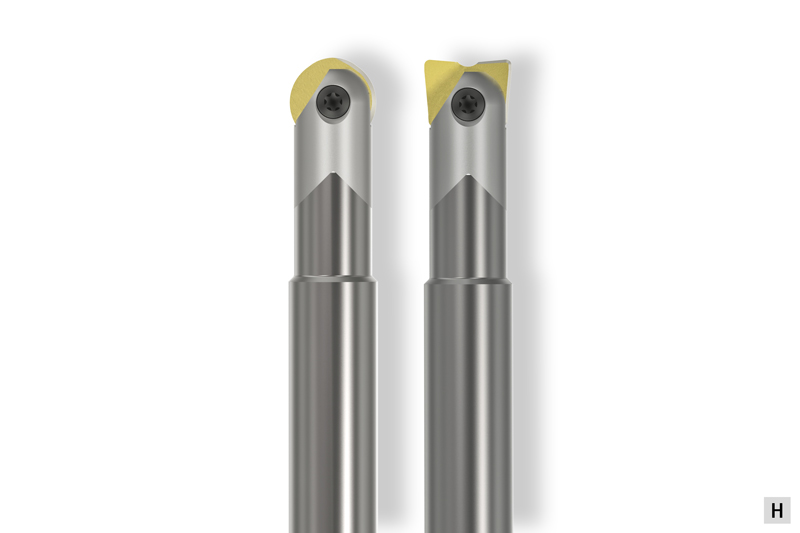
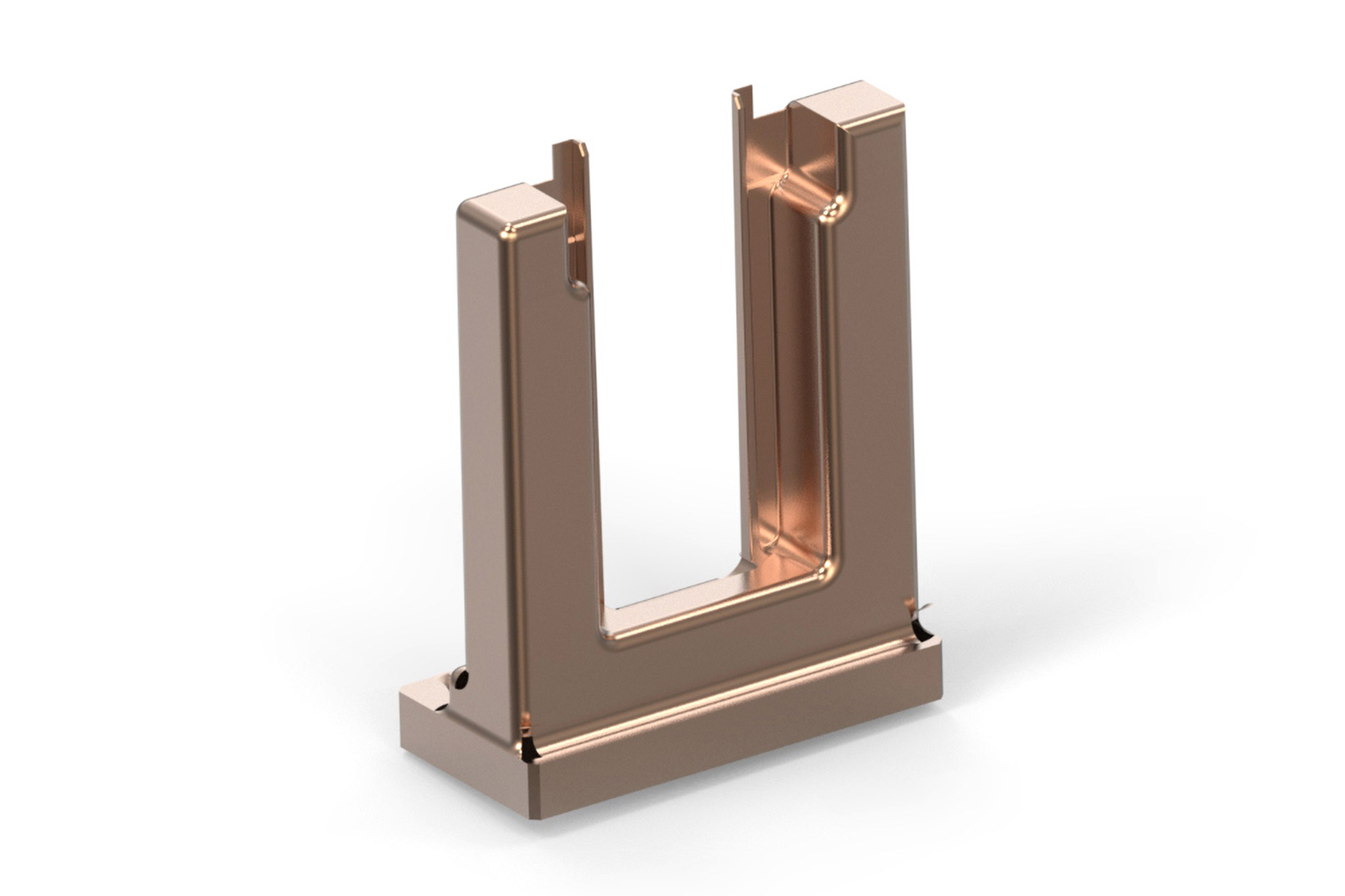
Dünne Wandungen und Rippen
Kunststoff-Spritzgussformen und Druckgussformen weisen häufig Rippen und dünne Wandungen auf. Rippen zum Beispiel werden zunehmend gefräst, da dieses Verfahren kostengünstiger ist als das EDM-Verfahren (Funkenerodieren). Zur Anwendung kommen in der Regel lange beziehungsweise überlange Hartmetallwerkzeuge mit kleinen Durchmessern. Auch sind hier kundenspezifische Lösungen (RibCutter) passend zur jeweiligen Rippenform möglich.
Zum Produktprogramm zur Bearbeitung von dünnen Wandungen und Rippen -
8 / 8
Kleine und große Bohrungen
Im Werkzeug- und Formenbau gibt es eine große Bandbreite an Vollbohroperationen: Von großen Bohrungen für Führungssäulen über tiefe Bohrungen für das Kühlsystem bis hin zu hochpräzisen Bohrungen für Auswerferstifte. Für die einzelnen Fertigungsschritte bietet MAPAL ein umfassendes Portfolio an Bohr- und Reibwerkzeugen.
Zum Produktprogramm zur Bearbeitung von kleinen und großen Bohrungen




Alles aus einer Hand







Engineering Workflow - Von der Theorie zur Praxis


Weitere Artikel aus dem Bereich Formenbau
-
13.04.2026
IMPULSE 86 ist erschienen
In der aktuellen Ausgabe des Technologie-Magazins IMPULSE geht es neben der Verschmelzung der deutschen Standorte im Schwerpunkt um den Bereich Aerospace.
-
02.12.2025
Großes Werkzeugpaket für Zerspanungstechnik Mangner GmbH
MAPAL hat die Zerspanungstechnik Mangner GmbH mit einem großen Werkzeugpaket im Bereich Bohren ausgestattet
-
04.03.2025
MAPAL liefert Fräser OptiMill-3D-HF für Formenbauer CORMOL
CORMOL aus Portugal stellt Stanzwerkzeuge her, für die man seit 2022 eng mit MAPAL zusammenarbeitet. Mit dem OptiMill-3D-HF hat CORMOL eine zuverlässige und wirtschaftliche Werkzeuglösung im Einsatz.



Unsere Fachhandelspartner
Zuständigkeit nach Postleitzahlen-Bereichen
-
1 / 16
PLZ 35
FRITZ WEG GmbH & Co. KG
Ahornweg 41
35713 Eschenburg-WissenbachTel.: +49 2774 701-0
Fax: +49 2774 701-39
E-Mail: info@fritzweg.de
Web: www.fritzweg.de -
2 / 16
PLZ 44
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergTel.: +49 2391 9177-0
Fax: +49 2391 9177-20
E-Mail: info@j-s-v.com
Web: www.j-s-v.com -
3 / 16
PLZ 51
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergTel.: +49 2391 9177-0
Fax: +49 2391 9177-20
E-Mail: info@j-s-v.com
Web: www.j-s-v.com -
4 / 16
PLZ 56, 57
FRITZ WEG GmbH & Co. KG
Ahornweg 41
35713 Eschenburg-WissenbachTel.: +49 2774 701-0
Fax: +49 2774 701-39
E-Mail: info@fritzweg.de
Web: www.fritzweg.de -
5 / 16
PLZ 58, 59
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergTel.: +49 2391 9177-0
Fax: +49 2391 9177-20
E-Mail: info@j-s-v.com
Web: www.j-s-v.com -
6 / 16
PLZ 60, 61
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerTel.: +49 7041 9530-0
Fax: +49 7041 9530-30
E-Mail: info@heinrich-meier.de
Web: www.heinrich-meier.de -
7 / 16
PLZ 63 - 69
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerTel.: +49 7041 9530-0
Fax: +49 7041 9530-30
E-Mail: info@heinrich-meier.de
Web: www.heinrich-meier.de -
8 / 16
PLZ 70 - 73
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenTel.: +49 7462 9465-0
Fax: +49 7462 9465-50
E-Mail: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
9 / 16
PLZ 74, 75
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerTel.: +49 7041 9530-0
Fax: +49 7041 9530-30
E-Mail: info@heinrich-meier.de
Web: www.heinrich-meier.de -
10 / 16
PLZ 76 - 79
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenTel.: +49 7462 9465-0
Fax: +49 7462 9465-50
E-Mail: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
11 / 16
PLZ 80 - 87
AB1-Tools e.K.
Goethering 45
91732 MerkendorfTel.: +49 9826 333-2241
Fax: +49 9826 333-3691
E-Mail: info@ab1-tools.com
Web: www.ab1-tools.com -
12 / 16
PLZ 88, 89
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenTel.: +49 7462 9465-0
Fax: +49 7462 9465-50
E-Mail: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
13 / 16
PLZ 90 - 97
AB1-Tools e.K.
Goethering 45
91732 MerkendorfTel: +49 9826 333-2241
Fax: +49 9826 333-3691
E-Mail: info@ab1-tools.com
Web: www.ab1-tools.com -
14 / 16
Dänemark
EDECO TOOL APS
Naverland 2
2600 Glostrup
DanmarkTel.: +45 7060 2029
E-Mail: info@edeco.dk
Web: www.edeco.dk -
15 / 16
Italien
TEKNOS S.r.l.
Via A. Pigafetta, 2
35011 Campodarsego (PD)
ItaliaTel.: +39 049 8877061
E-Mail: info@teknositalia.it
Web: www.teknositalia.it -
16 / 16
Portugal
Álamo-Ferramentas Unipessoal Lda
Rua da ETAR, Lote 9
Zona Industrial de Oiã
3770-059 Oiã
Tel.: +351 234 728-193
E-Mail: geral@alamo-ferramentas.com
Web: www.alamo-ferramentas.com