
PKD für die Bearbeitung anspruchsvoller Luftfahrtbauteile
Ein Großteil der für moderne Flugzeuge und Hubschrauber verwendeten Bauteile bestehen aus Aluminiumlegierungen oder Composite-Materialien beziehungsweise Kombinationen dieser Werkstoffe. Das hat mit der Prävention gegen Materialermüdung bei gleichzeitig geringem Gewicht zu tun. Bei ihrer Zerspanung steht vor allem die Prozesssicherheit im Fokus. PKD-Werkzeuge von MAPAL erfüllen diese Anforderung in hohem Maße und überzeugen zudem durch lange Standzeiten und beste Bearbeitungsergebnisse.
60 Prozent mehr Standzeit beim Bohren von Composite-Werkstoffen
Im Flugzeugbau müssen in Composite-Bauteile und Materialverbunde in der Montage tausende von Bohrungen für Nietverbindungen eingebracht werden. In der Regel kommen dafür Vollhartmetallbohrer mit Diamantbeschichtung zum Einsatz. Für spezielle Anwendungen sind diese allerdings ungeeignet. Vor allem bei extrem hohen Anforderungen an Standzeit, Prozesssicherheit und Qualität der Bohrung sollen die Grenzen noch weiter hinausgeschoben werden.
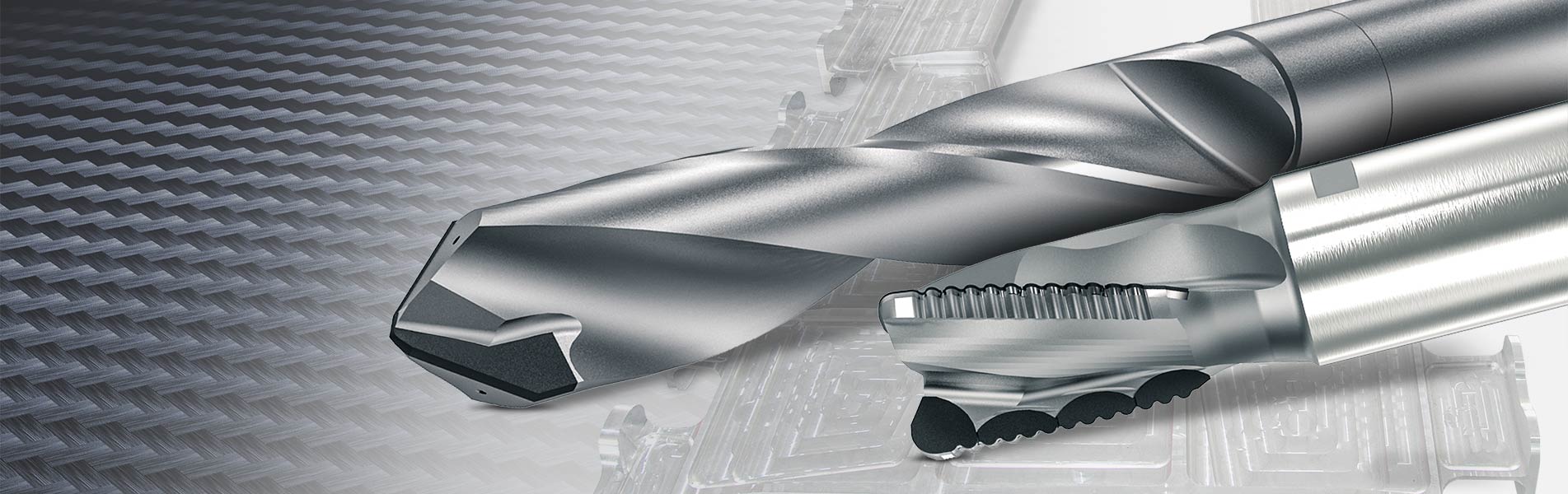
MAPAL hat einen neuen PKD-Bohrer zur Bearbeitung von Composite-Materialien, wie CKF (Kohlenstofffaserverstärkter Kunststoff) und Schichtverbunde aus Aluminium und CFK, in der Montage entwickelt. Der Bohrer zeichnet sich vor allem durch seine durchgängige PKD-Schneide aus. Bisher kamen im Zentrum meist Spitzen aus Vollhartmetall zum Einsatz, nur die Seiten waren PKD-bestückt. Allerdings sorgte die Unterbrechung der Schneide für Instabilität an den Übergängen, der Lötspalt neigte zu Ausbrüchen. Diese Instabilität hat MAPAL mit dem neuen Werkzeug eliminiert.
In den geschlitzten Grundkörper aus Vollhartmetall wird die beidseitig polierte PKD-Schneide eingebracht. Dadurch ist das gesamte System besonders stabil. Dank des Spitzenwinkels von 115˚ zentriert sich der Bohrer sehr gut selbst. Der Differentialspitzenwinkel von 80° sorgt für einen sauberen Bohrungsaustritt ohne Delamination.
Bei einer Kundenanwendung überzeugt der Bohrer nicht nur durch hohe Prozesssicherheit. Auch die Standzeit begeistert den Kunden. In einem Helikopterbauteil werden in diesem Fall Bohrungen für Bolzen eingebracht. Das Bauteil besteht aus 50 mm starkem CFK. Das bisher eingesetzte Werkzeug hatte nach 50 Bohrungen sein Standzeitende erreicht. Bei höheren Schnittwerten und einer deutlich besseren Qualität der Bohrungen realisiert der Kunde mit dem PKD-Bohrer von MAPAL mit einem Durchmesser von 19 mm über 80 Bohrungen – eine Steigerung um 60 Prozent gegenüber den lediglich an den Seiten mit PKD-bestückten Werkzeugen.
MAPAL hat einen neuen PKD-Bohrer zur Bearbeitung von Composite-Materialien, wie CKF (Kohlenstofffaserverstärkter Kunststoff) und Schichtverbunde aus Aluminium und CFK, in der Montage entwickelt. Der Bohrer zeichnet sich vor allem durch seine durchgängige PKD-Schneide aus. Bisher kamen im Zentrum meist Spitzen aus Vollhartmetall zum Einsatz, nur die Seiten waren PKD-bestückt. Allerdings sorgte die Unterbrechung der Schneide für Instabilität an den Übergängen, der Lötspalt neigte zu Ausbrüchen. Diese Instabilität hat MAPAL mit dem neuen Werkzeug eliminiert.
In den geschlitzten Grundkörper aus Vollhartmetall wird die beidseitig polierte PKD-Schneide eingebracht. Dadurch ist das gesamte System besonders stabil. Dank des Spitzenwinkels von 115˚ zentriert sich der Bohrer sehr gut selbst. Der Differentialspitzenwinkel von 80° sorgt für einen sauberen Bohrungsaustritt ohne Delamination.
Bei einer Kundenanwendung überzeugt der Bohrer nicht nur durch hohe Prozesssicherheit. Auch die Standzeit begeistert den Kunden. In einem Helikopterbauteil werden in diesem Fall Bohrungen für Bolzen eingebracht. Das Bauteil besteht aus 50 mm starkem CFK. Das bisher eingesetzte Werkzeug hatte nach 50 Bohrungen sein Standzeitende erreicht. Bei höheren Schnittwerten und einer deutlich besseren Qualität der Bohrungen realisiert der Kunde mit dem PKD-Bohrer von MAPAL mit einem Durchmesser von 19 mm über 80 Bohrungen – eine Steigerung um 60 Prozent gegenüber den lediglich an den Seiten mit PKD-bestückten Werkzeugen.
Fresa de desbaste de PCD para el mecanizado en seco
Al realizar el mecanizado de los componentes estructurales de alas de aviones hechas de aluminio, una gran parte del material se retira formando virutas. Para el mecanizado de desbaste de las cámaras y los compartimentos dentro del ala, MAPAL cuenta en su gama de productos con la OptiMill-SPM-Rough, una fresa fabricada por completo en metal duro que ya ha probado sobradamente su rendimiento. No obstante, esta fresa de desbaste solo es apta para el mecanizado en húmedo. Ello se debe a que en el mecanizado en seco de aleaciones de aluminio de viruta larga, como las que encontramos en el sector de la aviación, las herramientas fabricadas por completo en metal duro han llegado a su límite. Rápidamente se forman filos recrecidos y las herramientas sufren un desgaste claramente excesivo.
Para que las cámaras y los compartimentos del ala no se llenen de refrigerante, cada vez se demandaba más una herramienta para el mecanizado en seco, lo que en el caso de MAPAL corresponde a una fresa con PCD.
La geometría de la nueva fresa es en muchos aspectos idéntica a la de su homóloga fabricada por completo en metal duro. La forma desbastada del cordel diseñada especialmente para este producto garantiza un corte suave y reduce las fuerzas del proceso. Además, confiere a la herramienta excepcionales características de penetración. La entrada de calor al componente es mínima.
Gracias a la vida útil considerablemente mayor de la herramienta de PCD durante el mecanizado en seco de aleaciones de viruta larga en comparación con su homóloga fabricada por completo en metal duro, su uso es notablemente más rentable. Los elevados costes de la herramienta se amortizan rápidamente.
Para que las cámaras y los compartimentos del ala no se llenen de refrigerante, cada vez se demandaba más una herramienta para el mecanizado en seco, lo que en el caso de MAPAL corresponde a una fresa con PCD.
La geometría de la nueva fresa es en muchos aspectos idéntica a la de su homóloga fabricada por completo en metal duro. La forma desbastada del cordel diseñada especialmente para este producto garantiza un corte suave y reduce las fuerzas del proceso. Además, confiere a la herramienta excepcionales características de penetración. La entrada de calor al componente es mínima.
Gracias a la vida útil considerablemente mayor de la herramienta de PCD durante el mecanizado en seco de aleaciones de viruta larga en comparación con su homóloga fabricada por completo en metal duro, su uso es notablemente más rentable. Los elevados costes de la herramienta se amortizan rápidamente.