Entraînements électriques
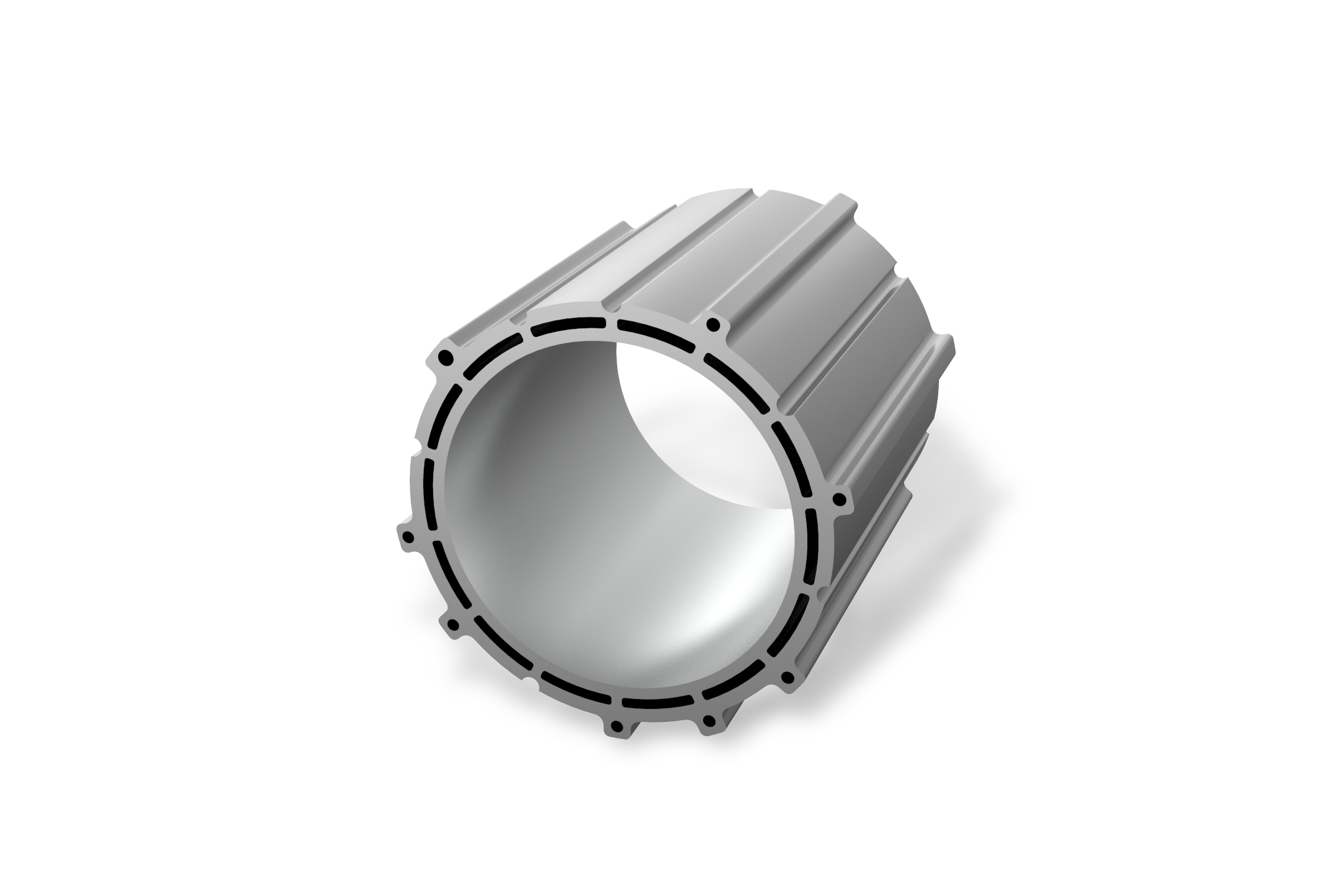
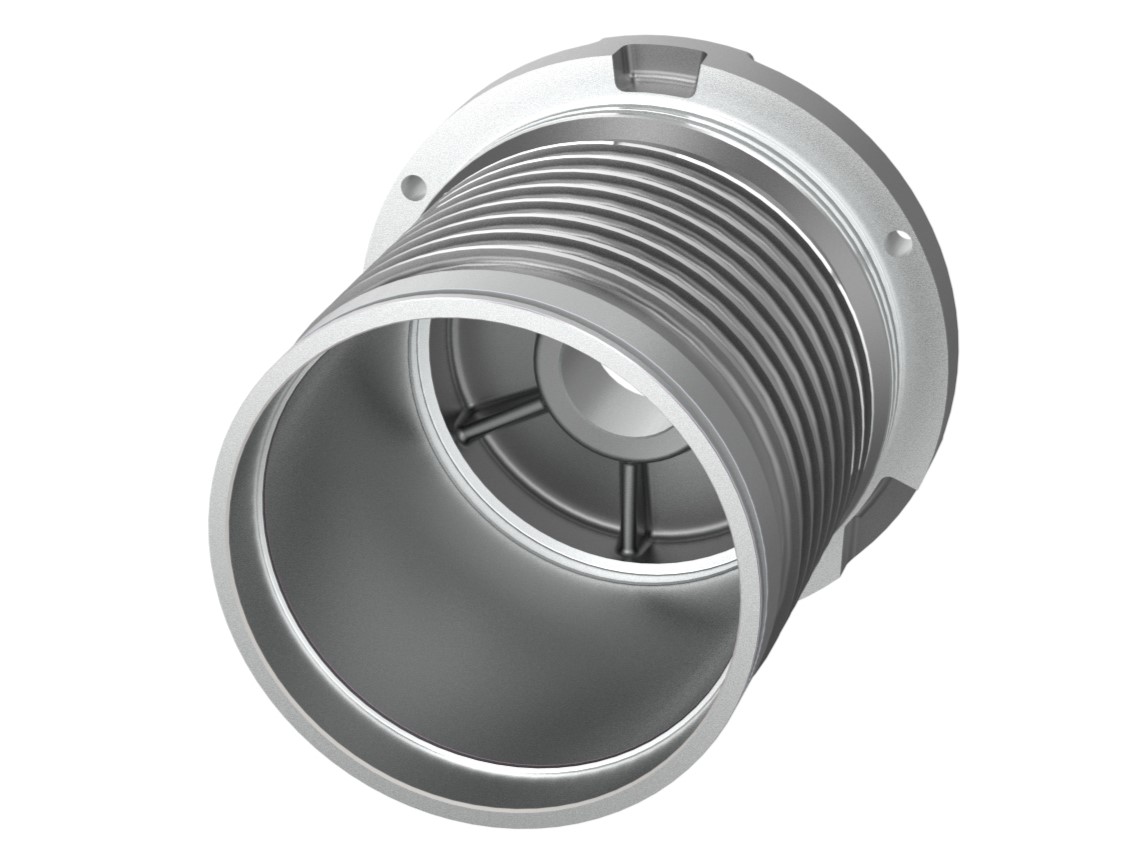
Les constructeurs et fournisseurs automobiles sont confrontés à de nouveaux défis concernant les composants pour moteurs électriques. Le boîtier d'un moteur électrique constitue un exemple de la complexité de ces défis : par rapport à un carter de boîte de vitesses, celui-ci doit être fabriqué dans des tolérances beaucoup plus restreintes, car la précision a une influence décisive sur le rendement du moteur électrique.
De plus, les parois d'un boîtier de moteur électrique sont généralement nettement plus minces que celles d'un carter de boîte de vitesses du fait de sa conception spécifique (canaux de refroidissement intégrés, par exemple). En outre, des coussinets de palier en acier sont pressés dans certains de ces boîtiers. Des boucliers de protection spéciaux dans l'outil empêchent les copeaux d'acier d'entrer en contact avec les surfaces en aluminium lors de l'usinage et de les endommager.
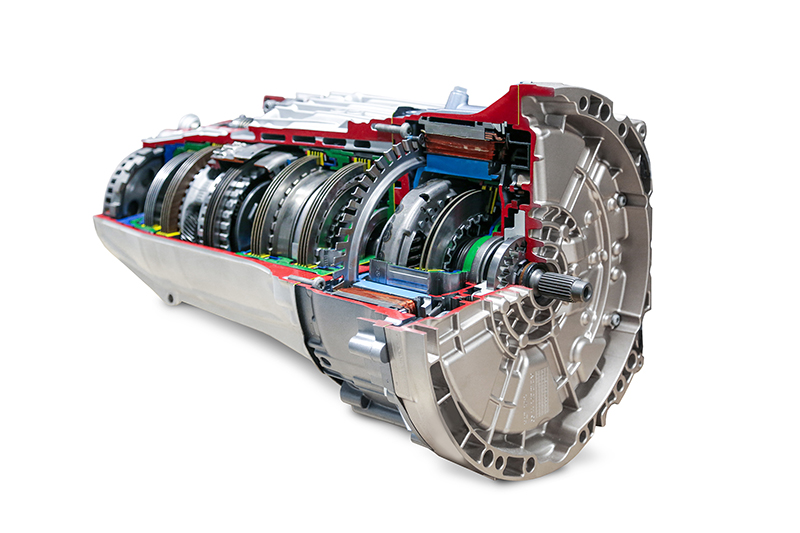
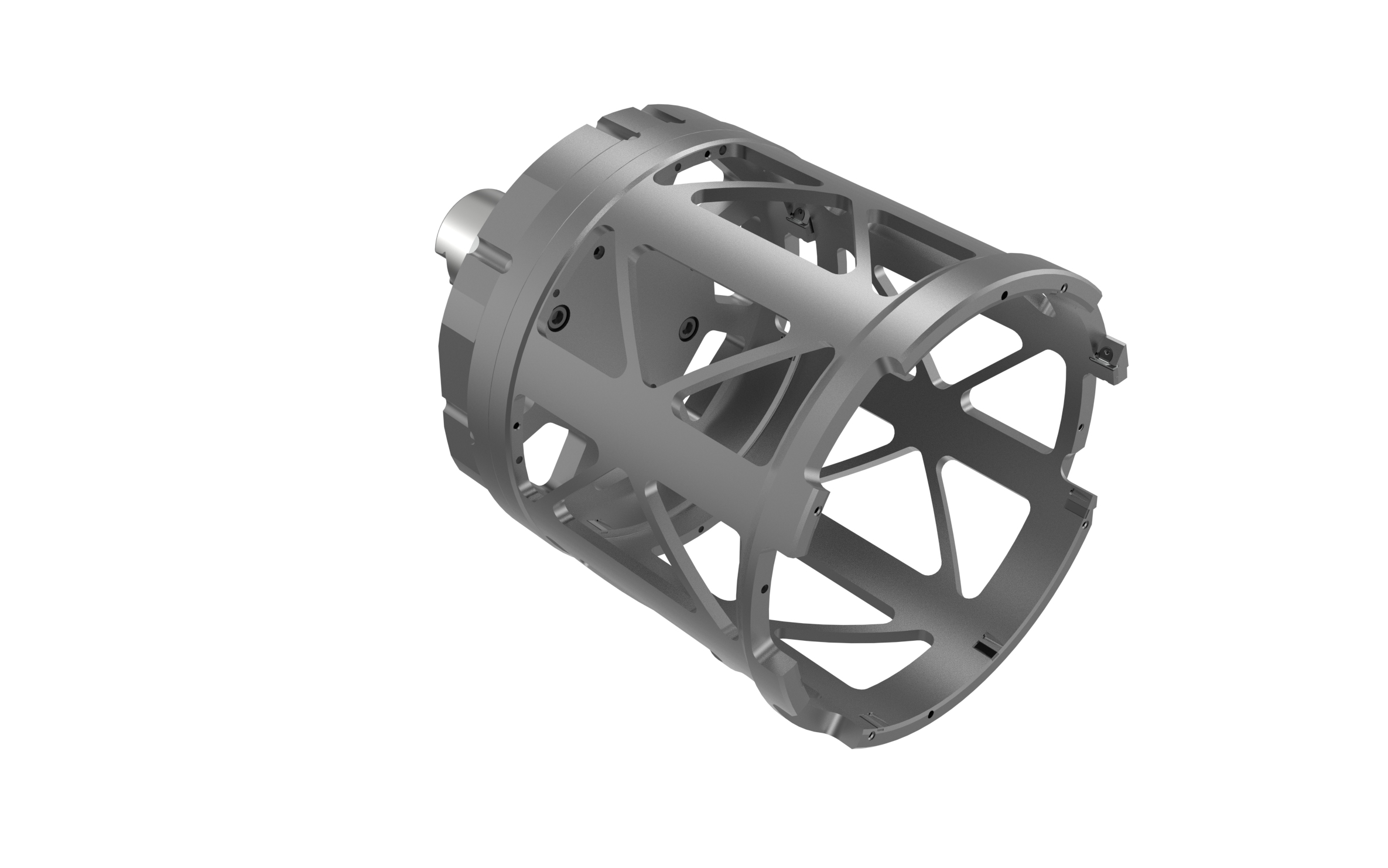
Exigences d'usinage et caractéristiques des différents types de boîtier


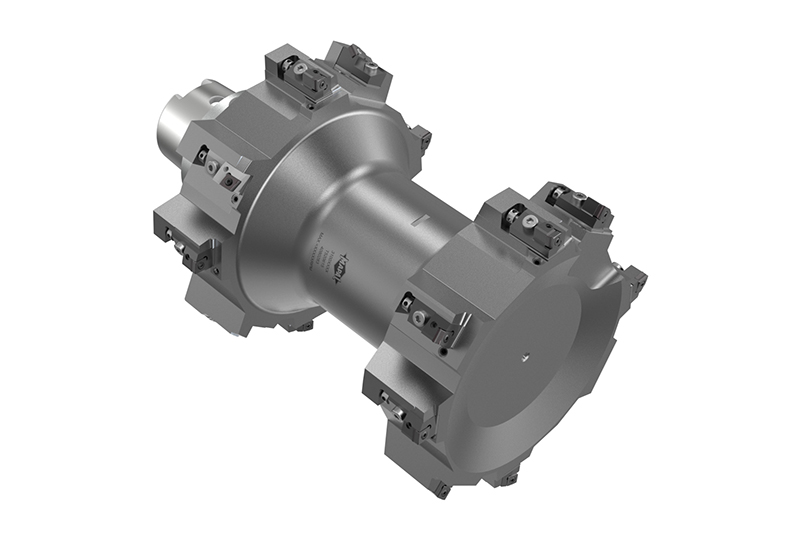
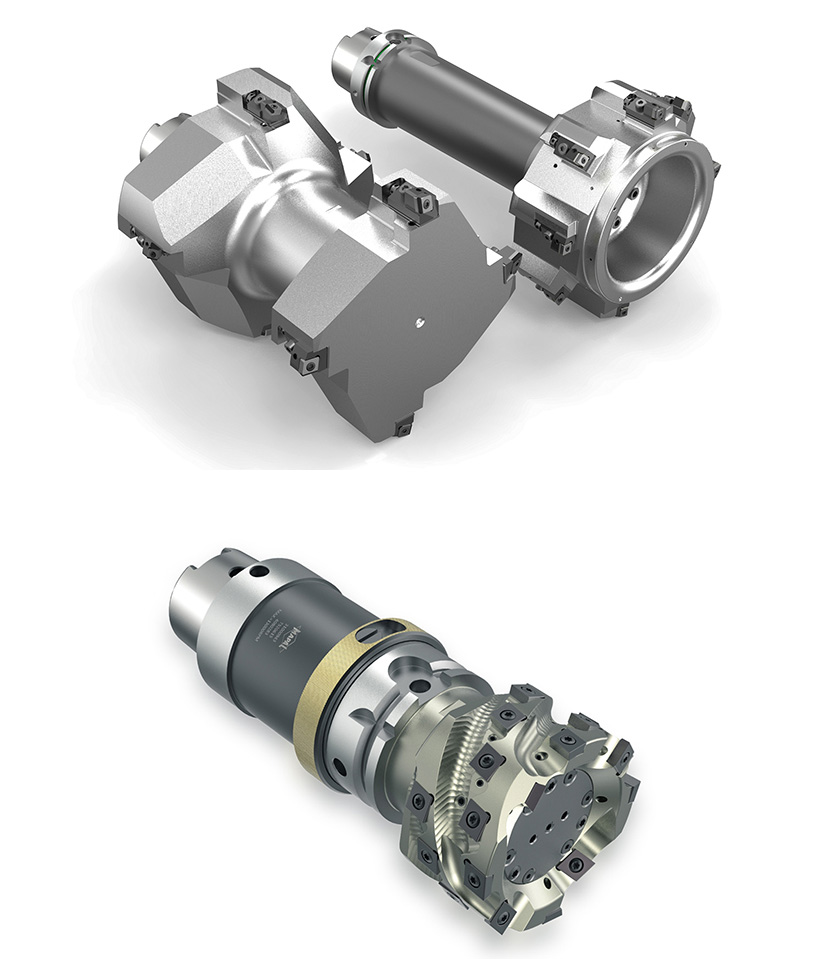
Basic procedure for machining of stator housings
The machining process as well as the tools are designed individually depending on themeasurement situation, machine park and clamping setup. In this way, the cutting forces
applied to the component are kept as low as possible. The machining of the stator bore is divided into 3 steps: Pre-machining, Semi-finish machining and Finish machining.

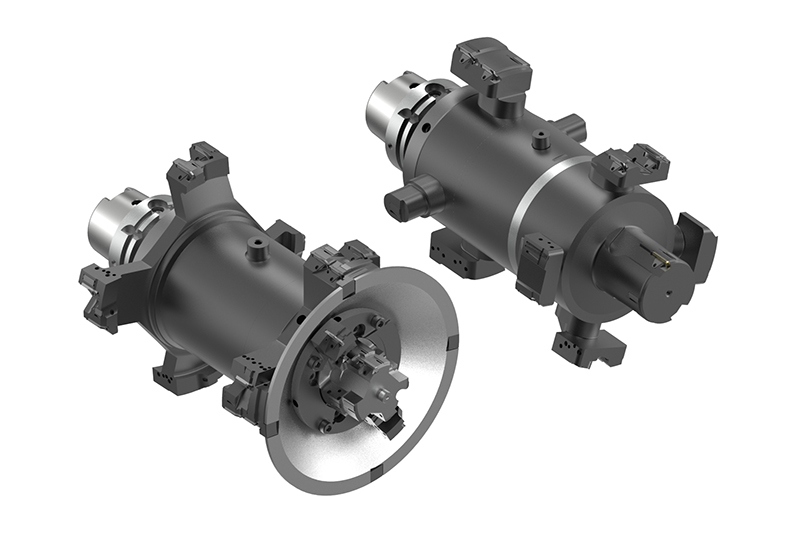
External Machining stator housing

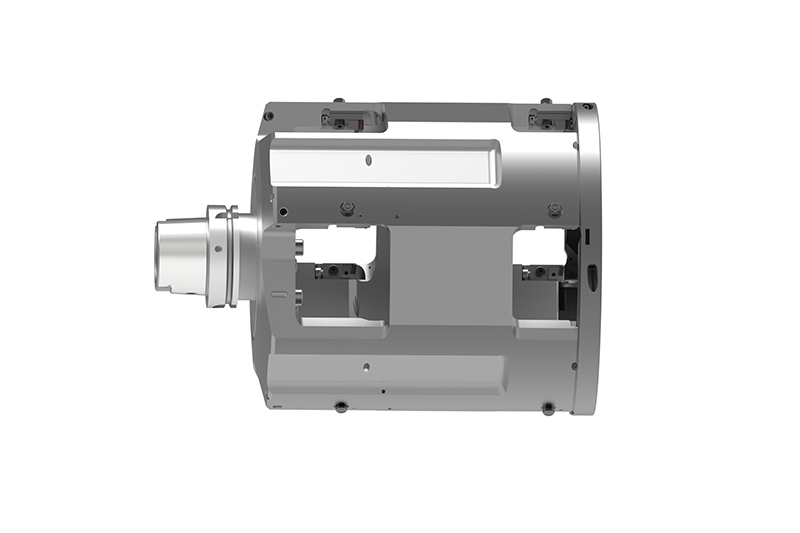


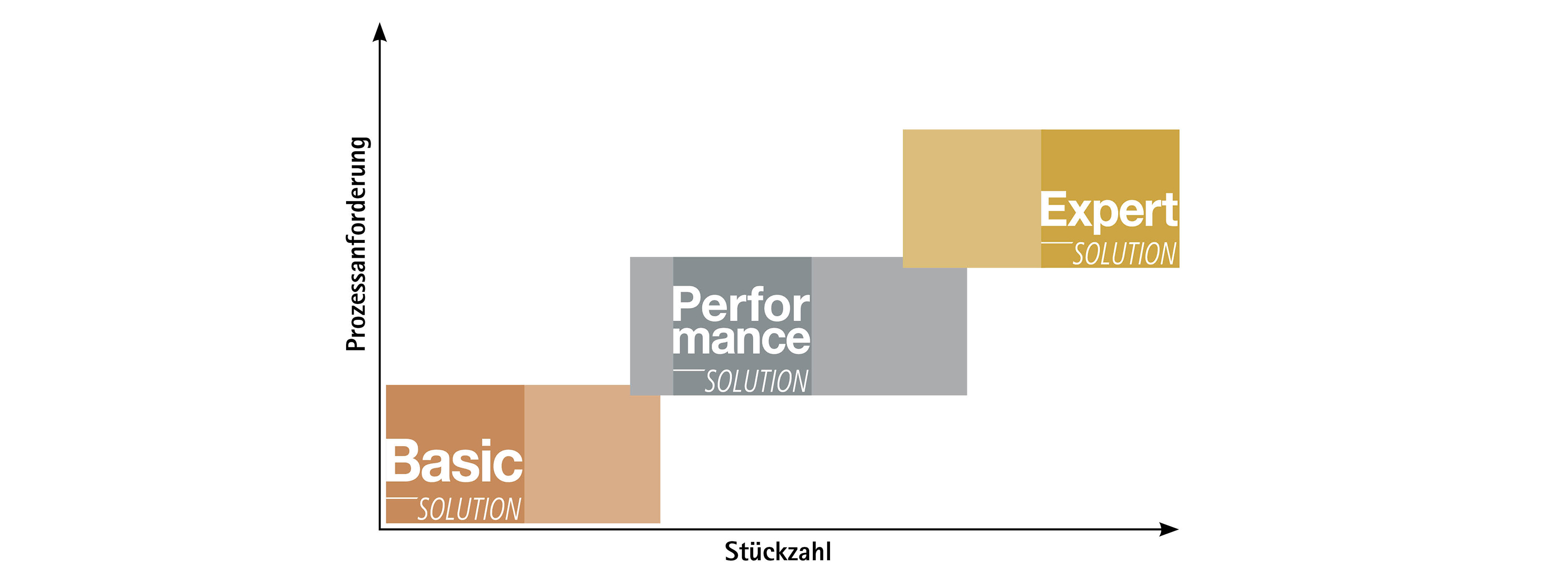
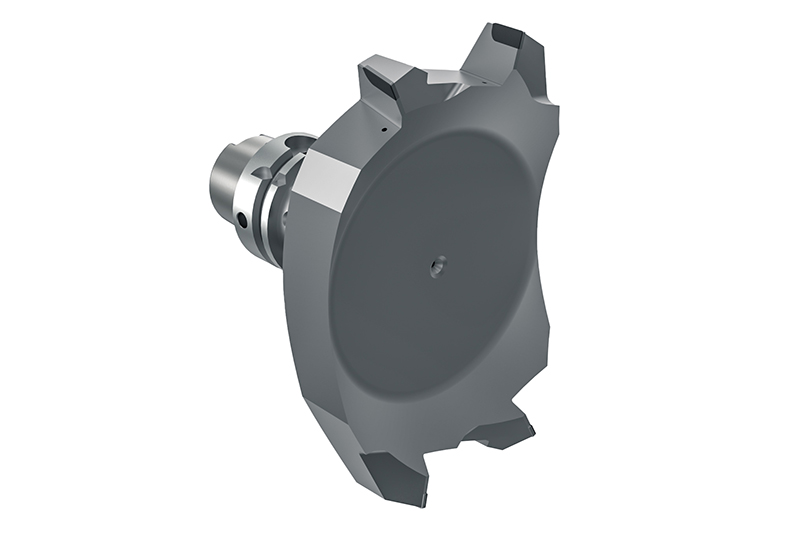
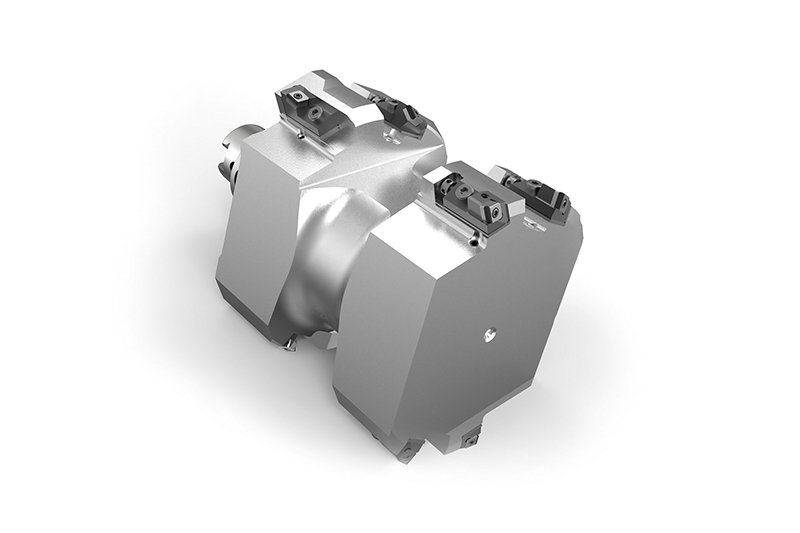
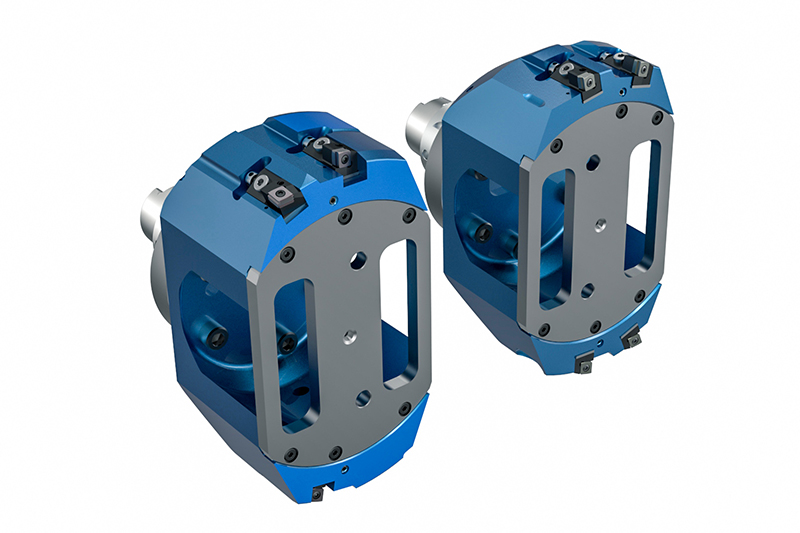
Machining solutions for...