zurück
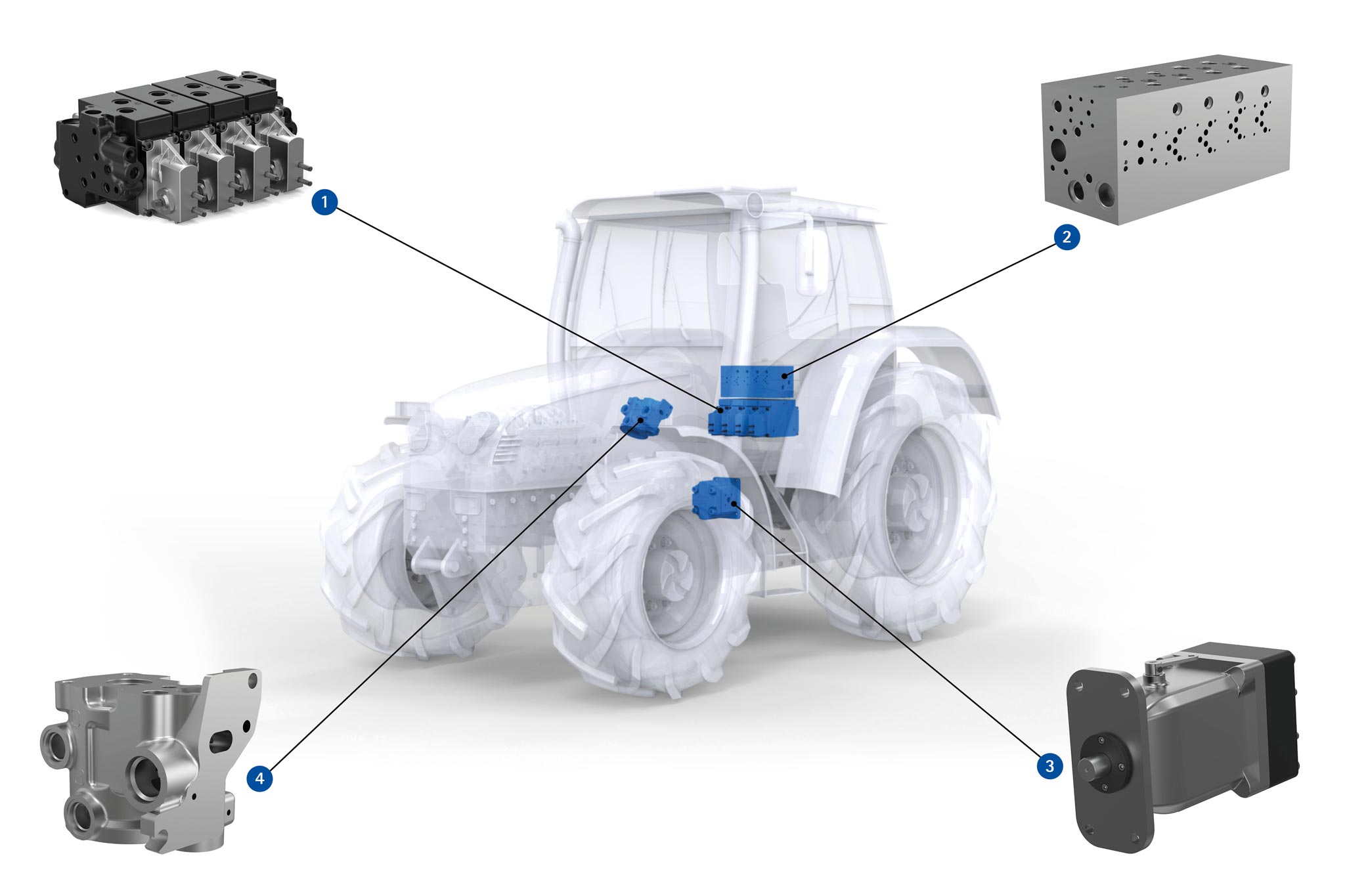
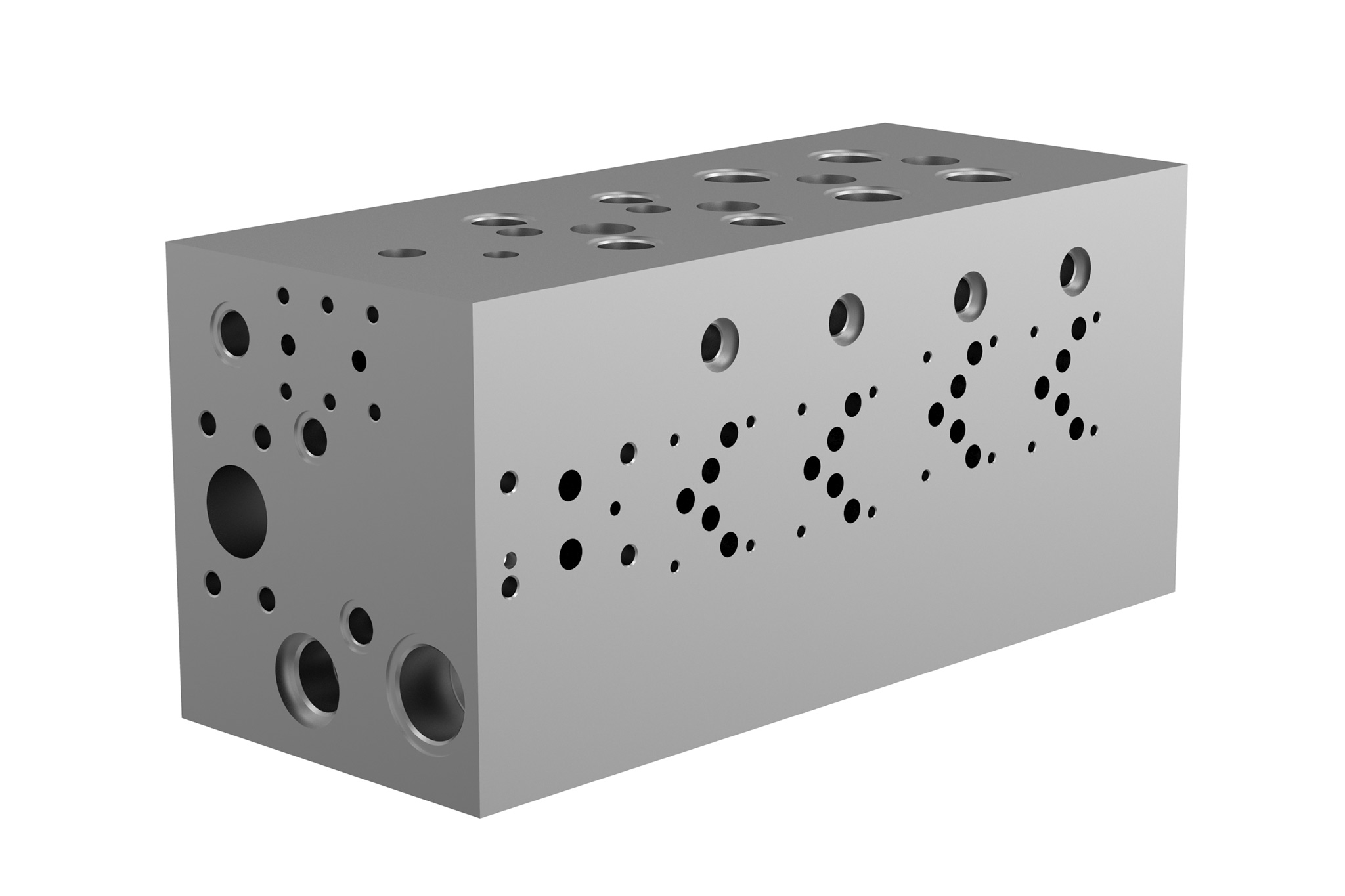
マパールは技術パートナーとして、プロセス設計全般においてお客様をサポートします。その際、エキスパートは機能に重要な穴加工によく見られるコスト要因に特に注意を払います。 ホーニング、加工ワークの要求項目、バッチサイズに基づき、マパールはお客様との対話の中で最適な加工戦略を設計します。
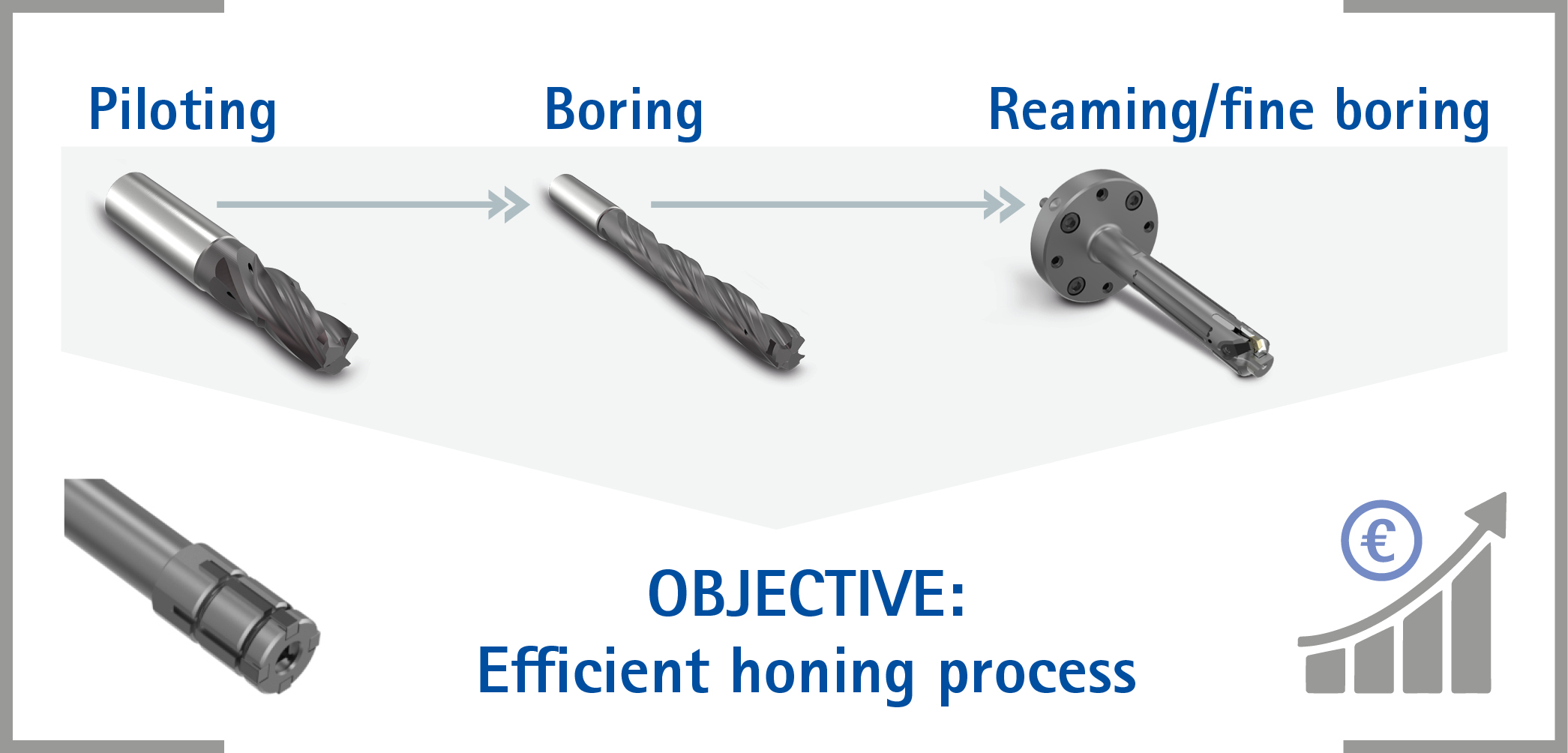
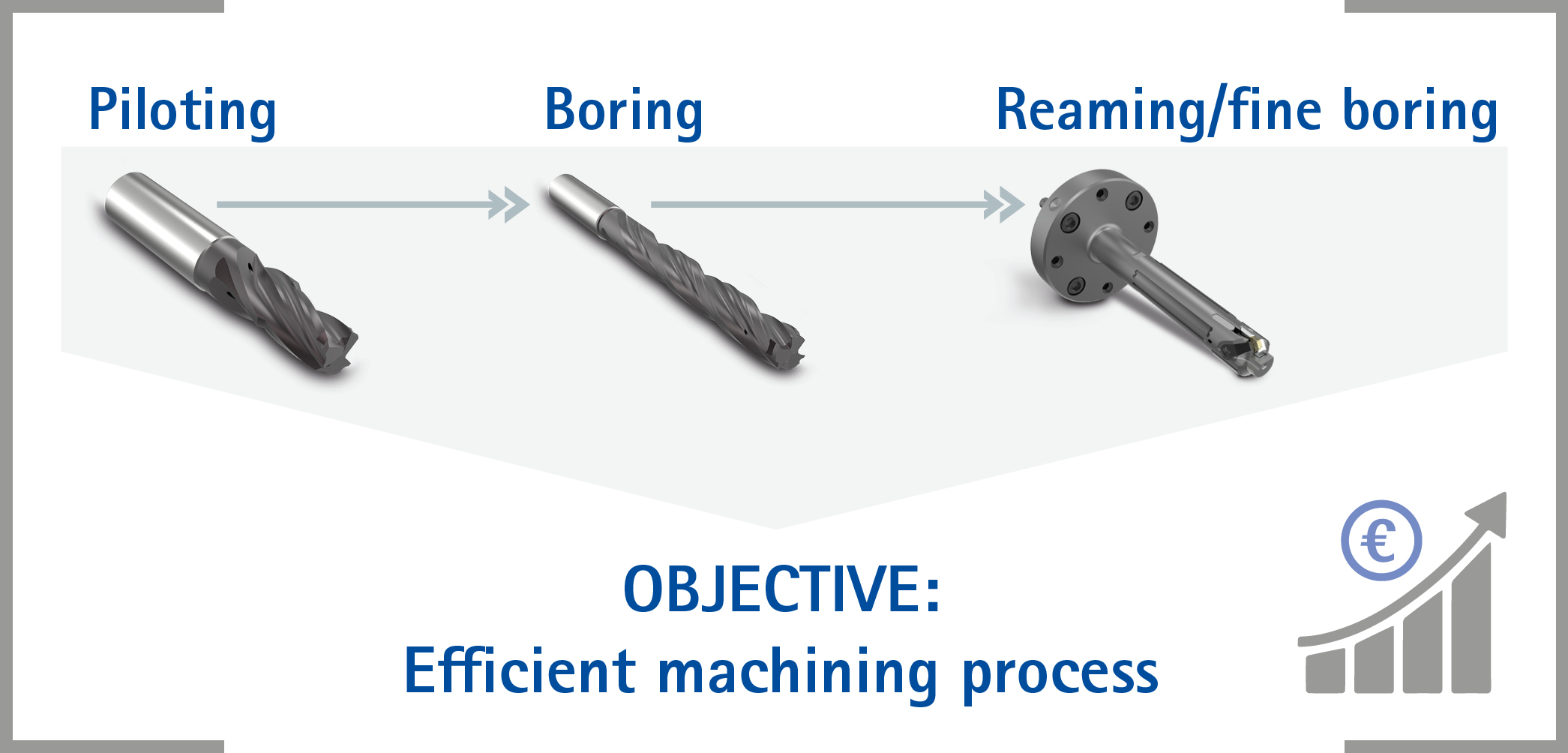
1つの目標がすべての活動を結び付けます: パイロット穴加工から始まり、ボーリング、中仕上げ加工を経て、効率的なホーニング加工に到るまで、経済的なプロセスを設計します