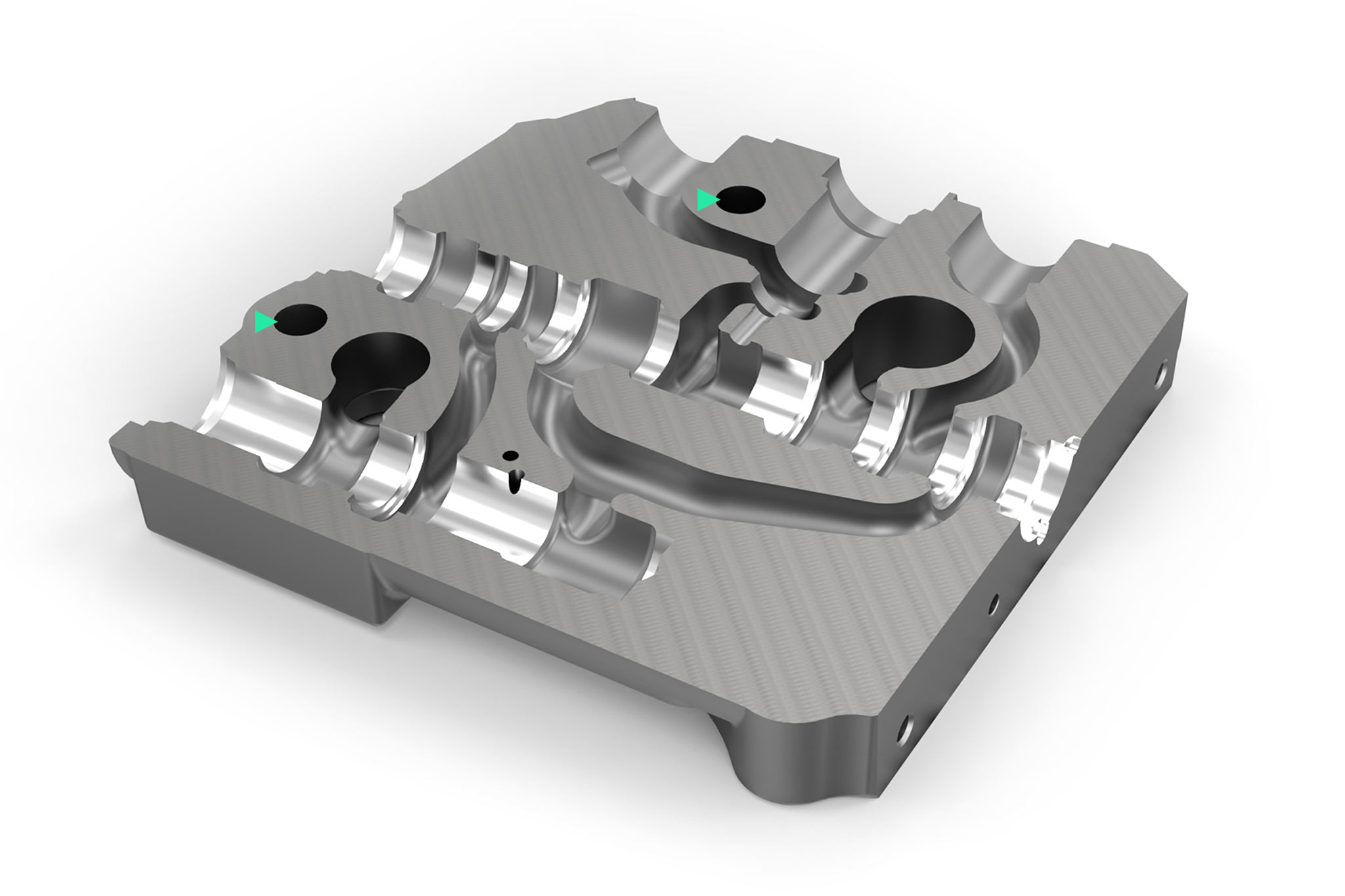
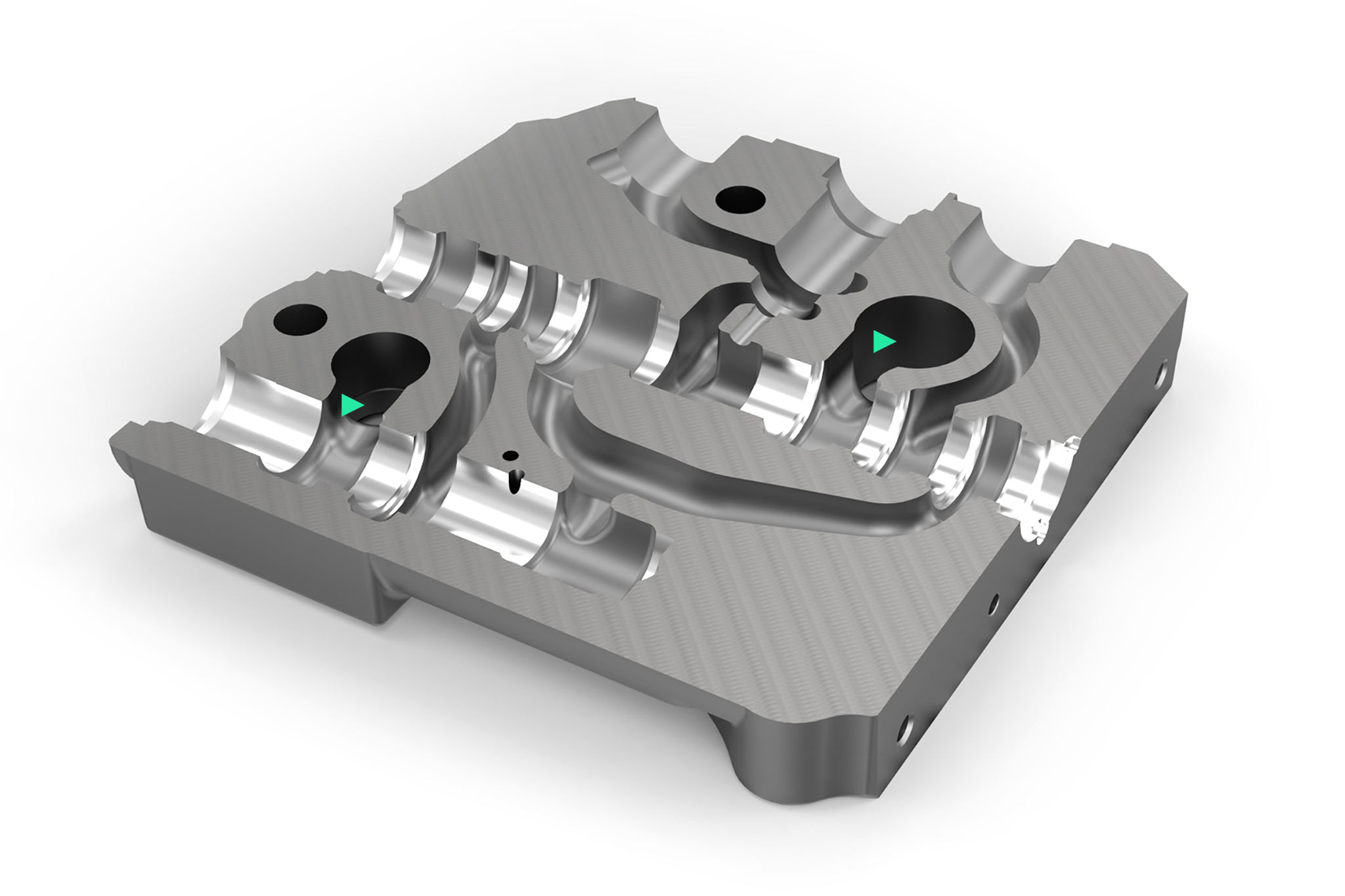
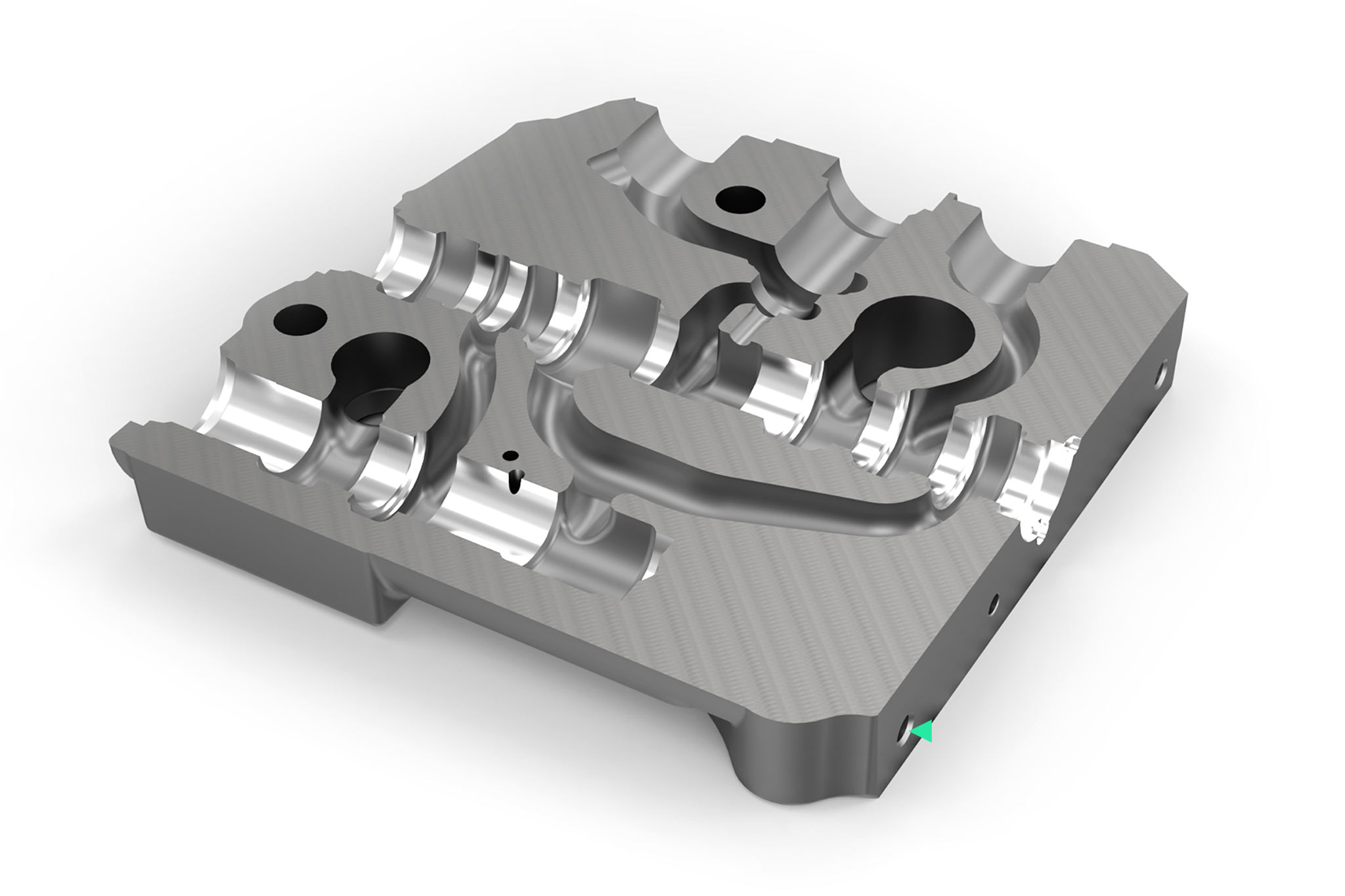
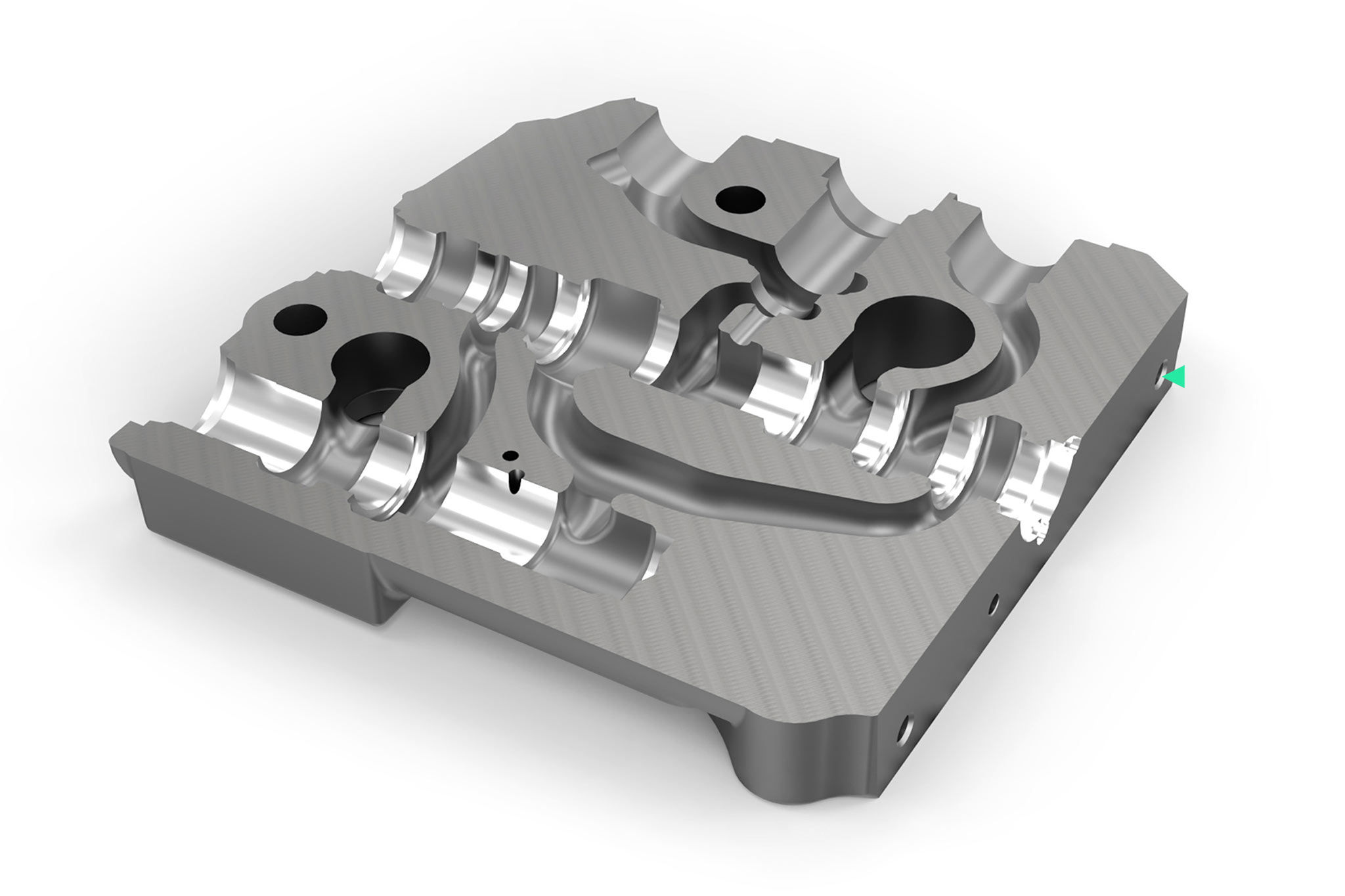
Corpo de válvula hidráulica

Exigências da usinagem
- Situação flutuante da tolerância do fundido
- Corte interrompido severo
- Evitar a formação de anéis durante o mandrilamento e garantir a remoção segura dos cavacos
- Evitar falhas macroscópicas nas bordas de controle no processo de mandrilamento
- Exigências elevadas para tolerância de forma e posição
- Remoção constante de material antes do brunimento
- Consideração da variação dos componentes e os espaços limitados de armazenamento das ferramentas no conceito de usinagem
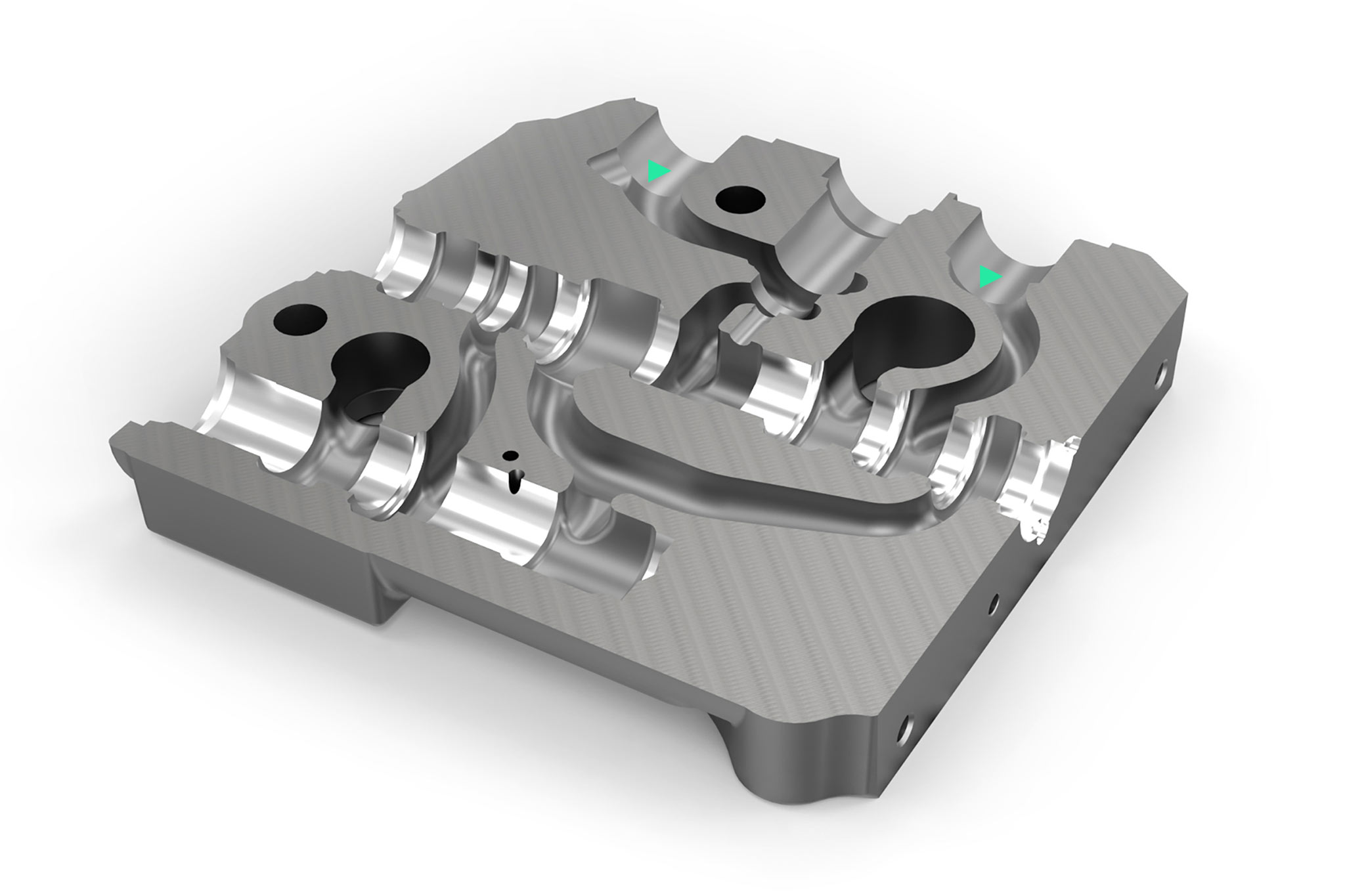
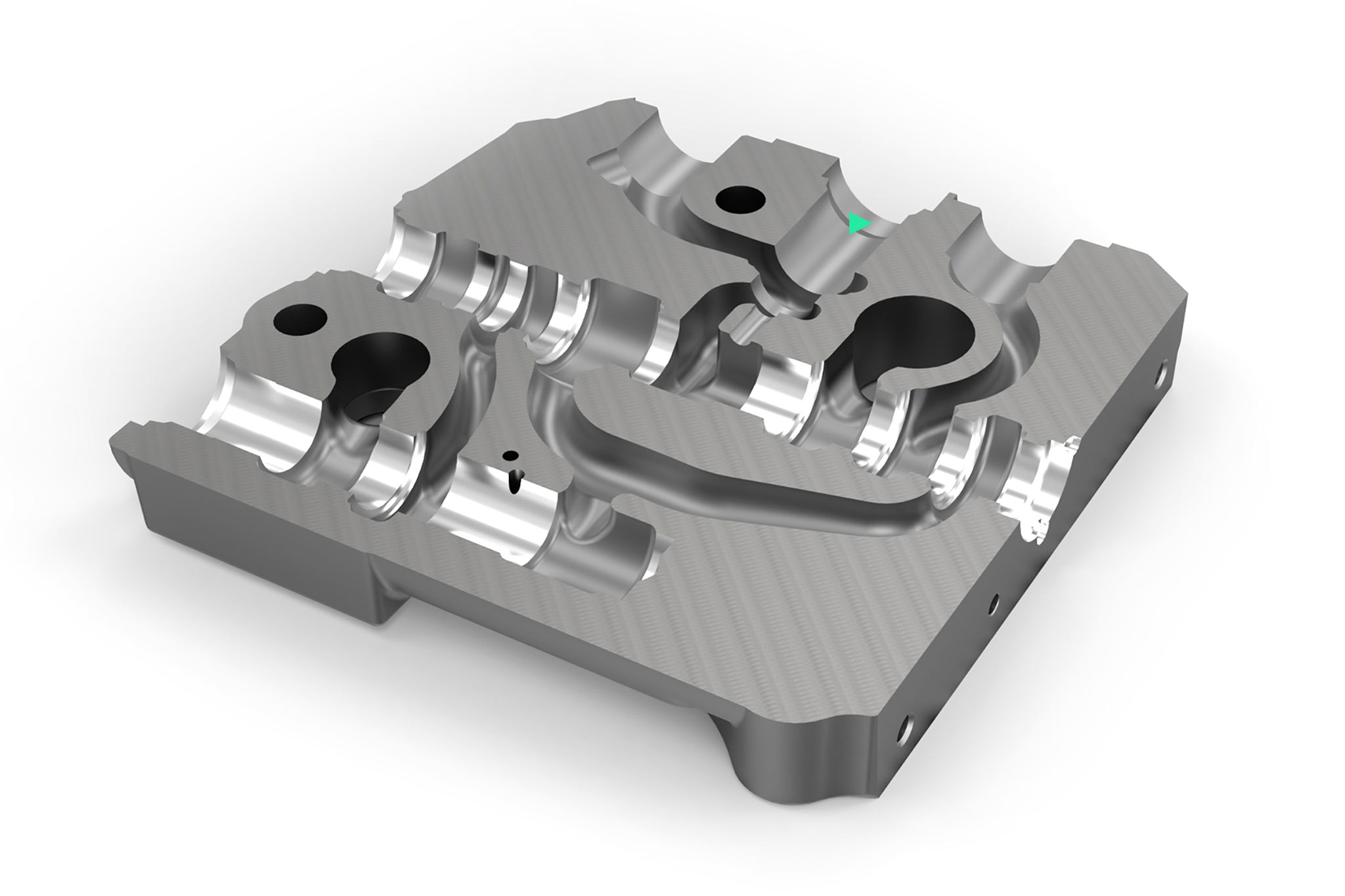
Wegeventile sind mechanisch oder elektronisch betätigte Ventile mit mehreren Schaltstellungen. Je nach vorgegebener Position des Steuerschiebers entlang der Steuerkanten wird ein Volumenstrom zum Betrieb der angeschlossenen Arbeitsgeräte eingestellt. Die Individualdruckwaage (IDW) regelt ein konstantes Lastdruckgefälle über der Zulaufsteuerkante des Steuerschiebers ein, sodass eine lastdruckunabhängige Volumenstromsteuerung über den gesamten Stellbereich, auch im Parallelbetrieb, erreicht wird (Lastkompensation). Das System muss leckagefrei sein, um ein unbeabsichtigtes Absinken der Last, auch bei Parallelbetrieb zu verhindern.
Bohrungsbearbeitungen


Soluções para aplicação
お客様の初期の加工状況
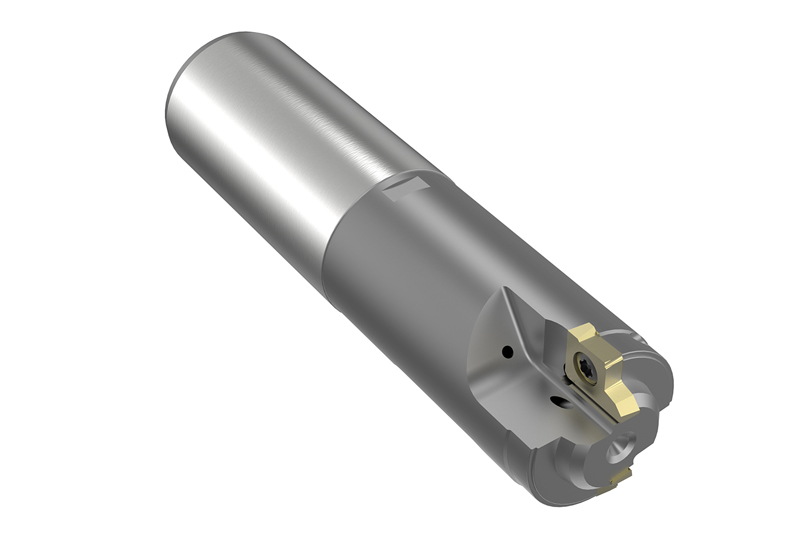
バルブケース EN-GJS-400-15 - スプール穴
- 個別受注・小ロット・中ロット
- ツール調整機能なし
- ツールのリードタイムが短い
- 高い機械稼働率
- 安定した拡張ホーニングが可能
- 複数部品のバリエーションに適応するツールコンセプト
客户的初始情况
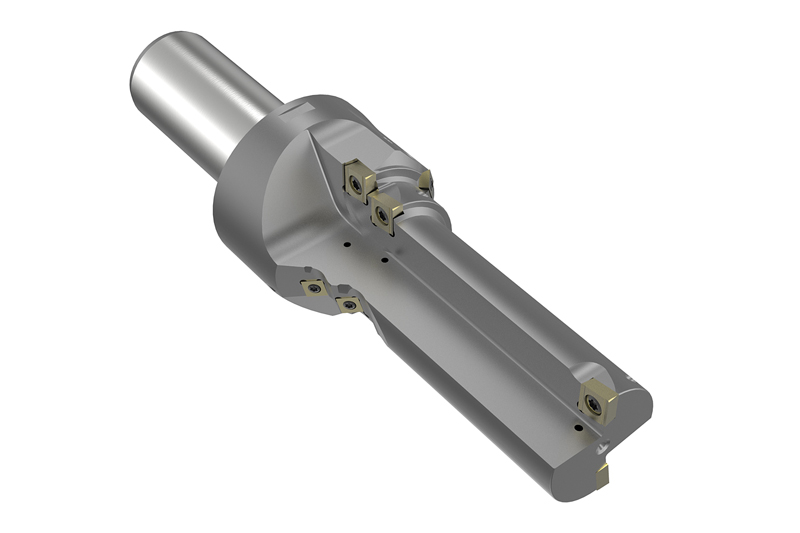
Corpo da válvula EN-GJL-300 – Furo do carretel
- Lotes de pequenos tamanhos
- Opção para configuração de ferramenta disponível
- Muitas ferramentas e trocas frequentes
- Altas taxas de hora da máquina
- Alto esforço devido ao processo de brunimento de passagem única
Situação inicial no cliente
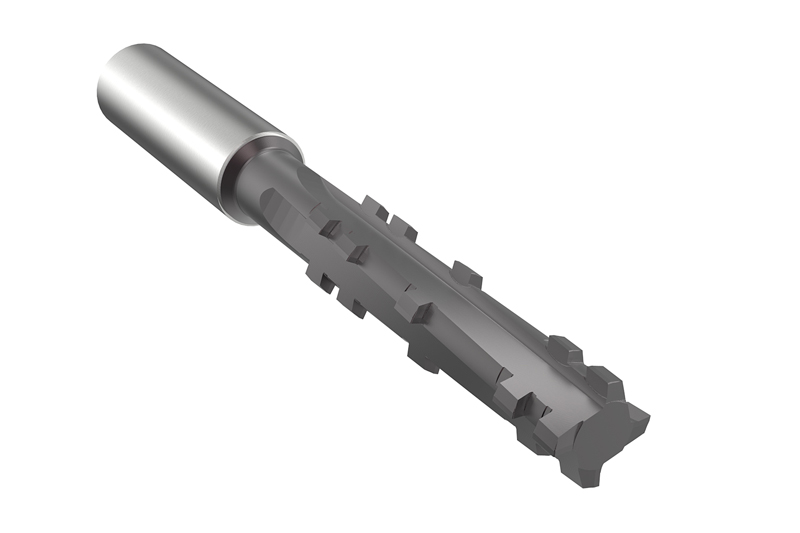
Carcasa de la válvula EN-GJS-400-15 – Perforación/bruñido de equilibrio de presión
- Exigencia de reducir los costos auxiliares
- Centro de mecanizado existente convertido en TOOLTRONIC
- Bruñido para la construcción de prototipos, así como para series pequeñas y medianas
- Necesidad de guardar el proceso de bruñido en una máquina separada
Situação inicial no cliente
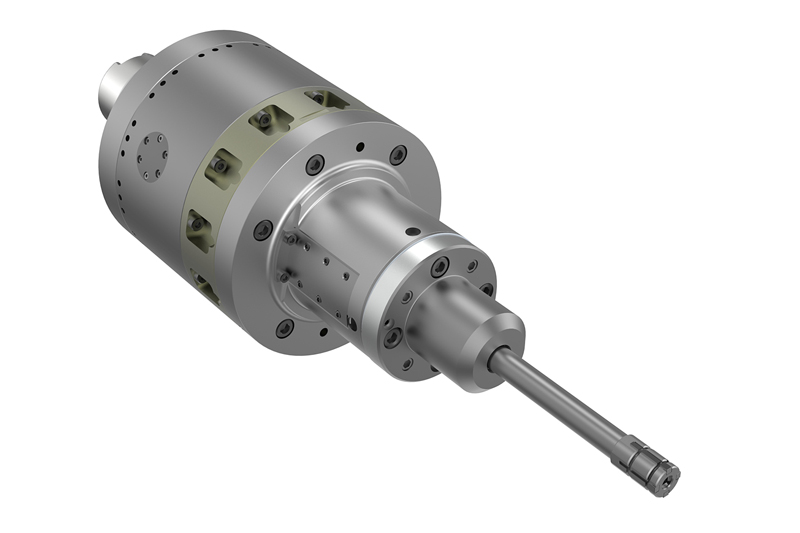
Corpo da válvula EN-GJS-400-15 – Usinagem completa
- Altos estoques
- Processos na área de preset de ferramentas não otimizados, e qualidade de dados incompleta
- Transparência de custos não é suficiente
- Alta oscilação devido à falta geral de trabalhadores
- Problemas com quebra de ferramentas
- Altos custos de ferramentas