
Large series with solid and adjustable tools
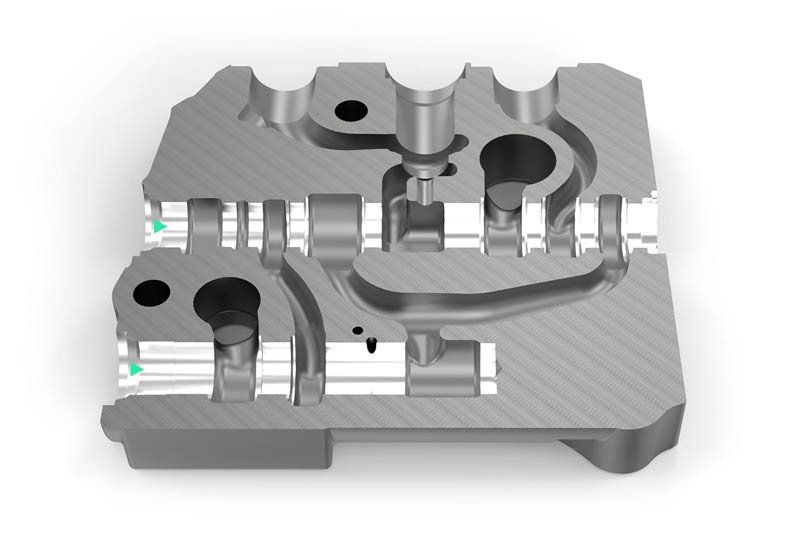
Valve housing EN-GJS-400-15 – spool bore and compensator bore
Initial situation at the customer
- Large-scale series
- Tool setting desired
- High machine hourly rates
- High costs for subsequent single pass honing
Special features of this solution
- Ideally matched separate tools guarantee optimum preconditions for a reduced honing process
- The honing process can be eliminated with certain part requirements
Spool bore

1. Boring
- Optimum results in the pre-machining due to a coordinated piloting and boring process
- Optimum chip flow and extended regrinding options through multicut technology and perfect coolant supply
- No ring formation in the cavities due to special bore geometry → no costs for removal of rings

2. Control edge machining
- Solid carbide profile tool
- Highest accuracy and surface finish of control edges
- Defined control edges without macroscopic flaws

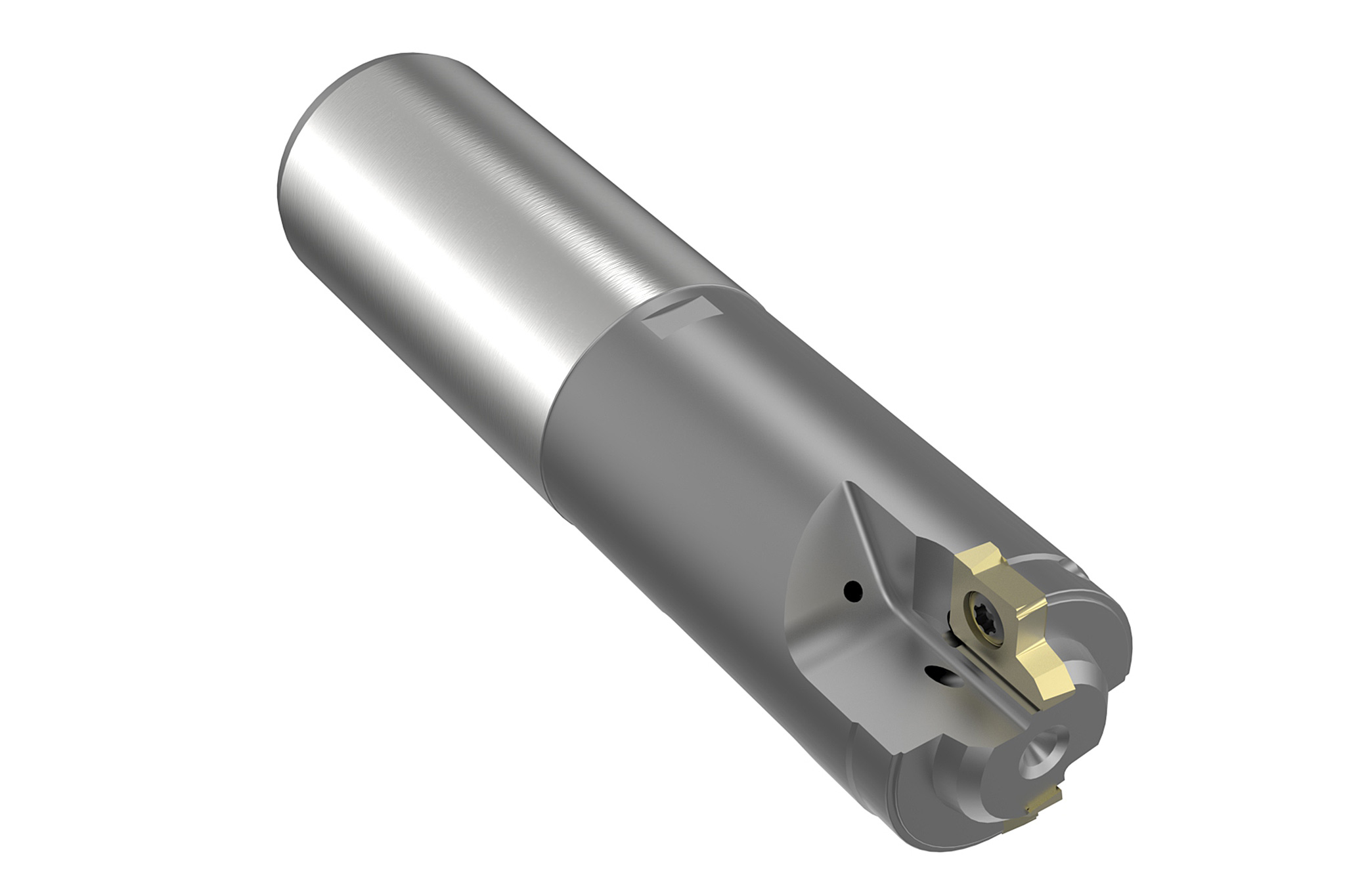
3. Fine boring
- Fine boring tool with EasyAdjust system and guide pads
- Reliable precision machining with easy handling
- Best cylindrical forms due to optimum guidance
Compensator bore

1. Boring
- Solid carbide boring tool with six margin lands and special lead geometry
- Straight bore, ideal chip flow und guide across the entire bore length
- Reduced non-productive times due to two machining operations in one tool
2. Contour machining
- Double edge boring tool with form cutting edges
- Reliable machining of the contour
- Easy handling with low cutting material costs
3. Fine boring
- Fine boring tool with EasyAdjust system and guide pads
- Reliable precision machining with easy handling without subsequent honing
- Best cylindrical forms due to optimum guidance
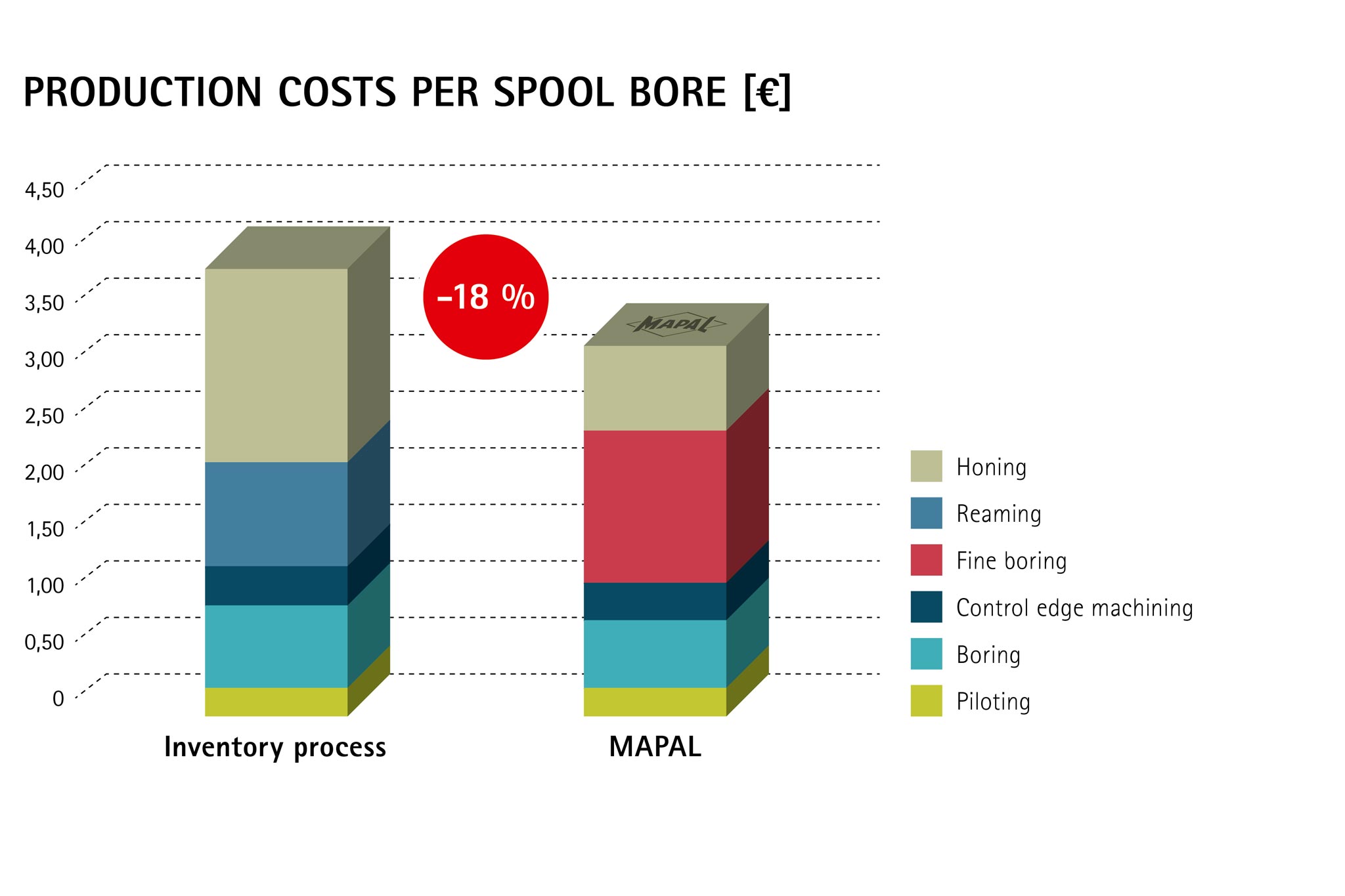
Advantages
- Expensive honing process shortened in spool bore
- Low tool costs per bore
- Shorter non-productive times due to clever engineering in cooperation with the customer
- Significant cost savings, as honing process no longer required in the compensator bore
![ANNUAL PRODUCTION COSTS OF THE COMPENSATOR BORE [€]](/medias/sys_master/root/h6c/h6e/9043460718622/Grafiken_EN-13/Grafiken-EN-13.jpg)