

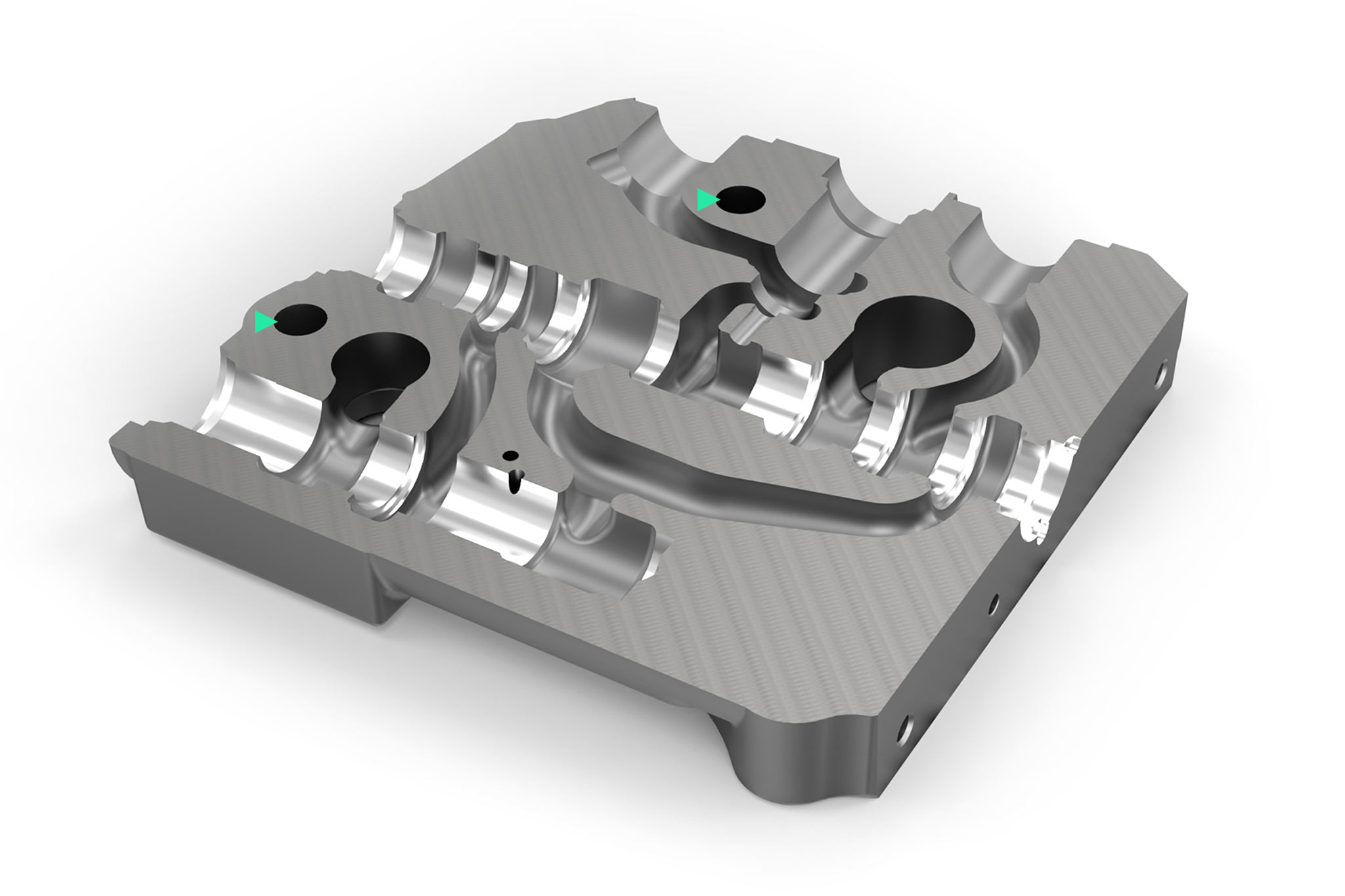
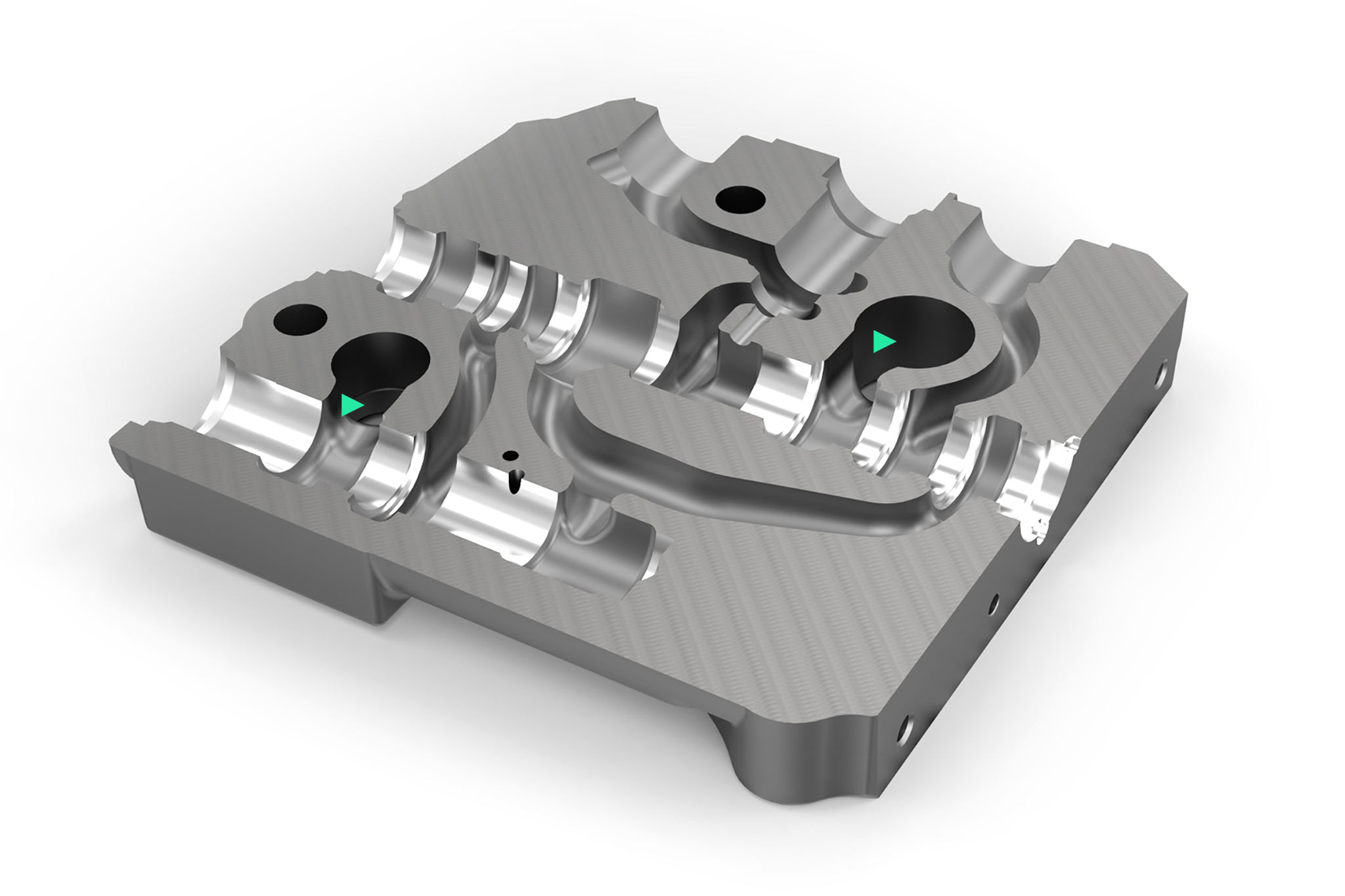
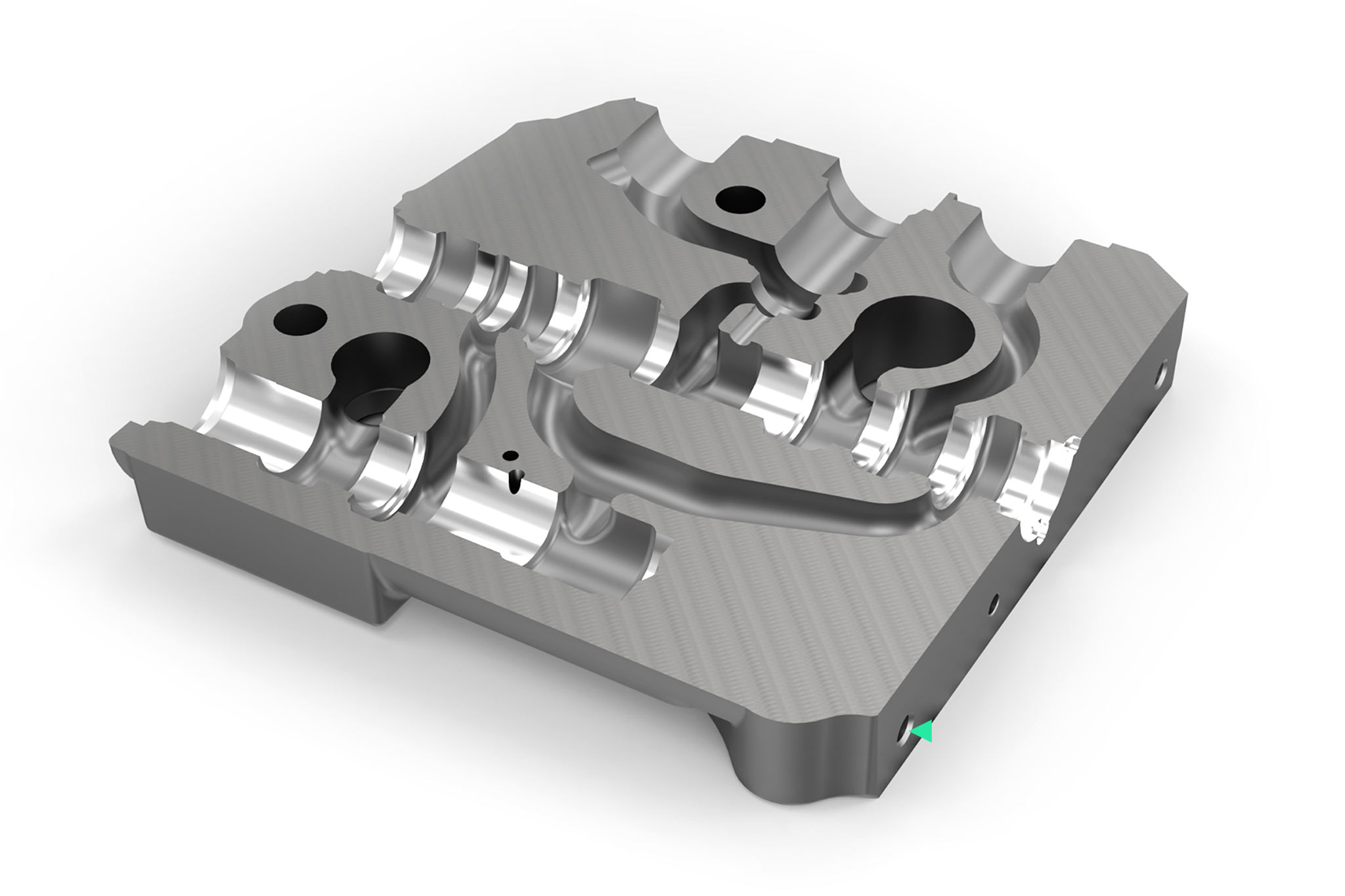
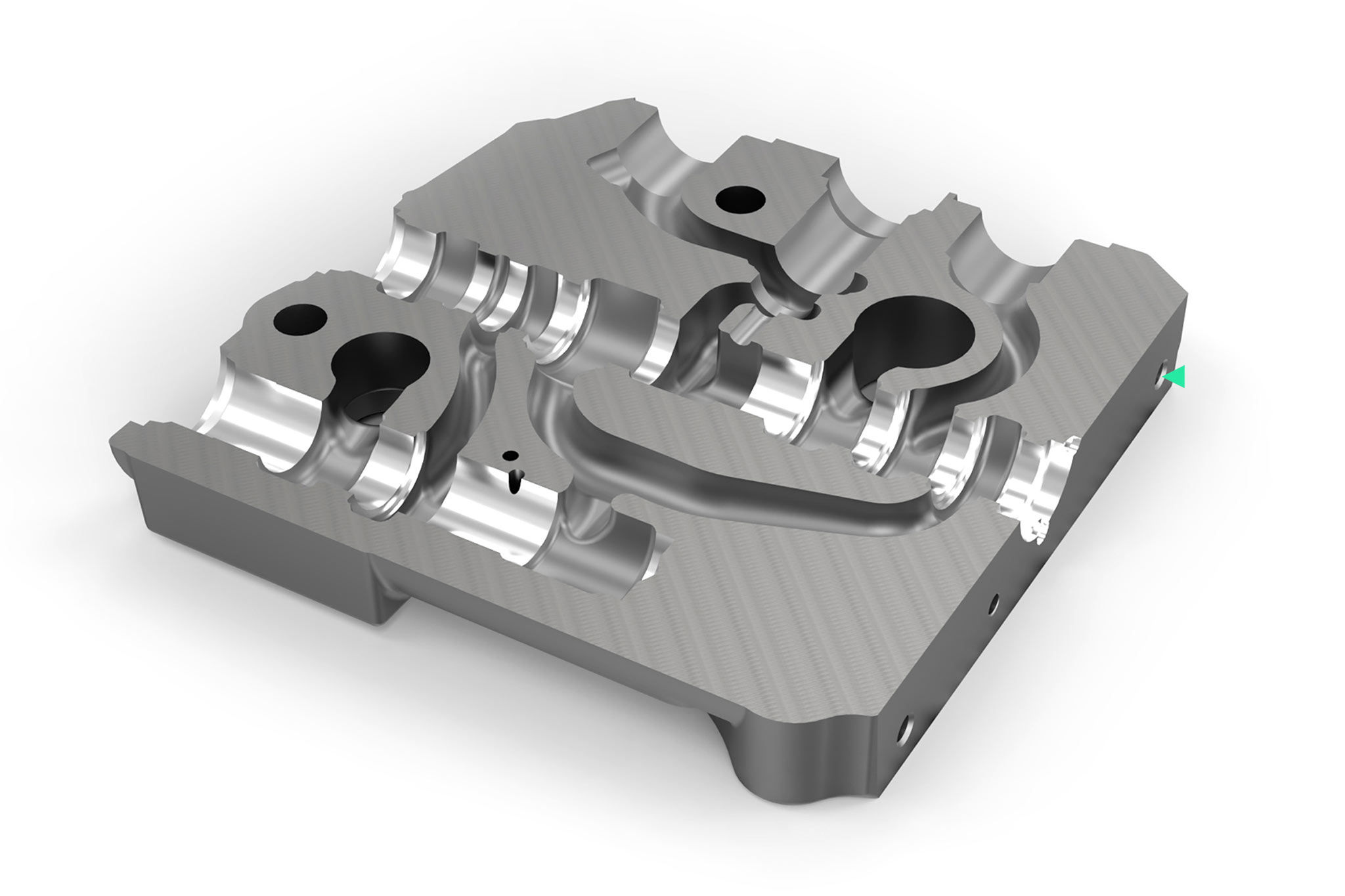
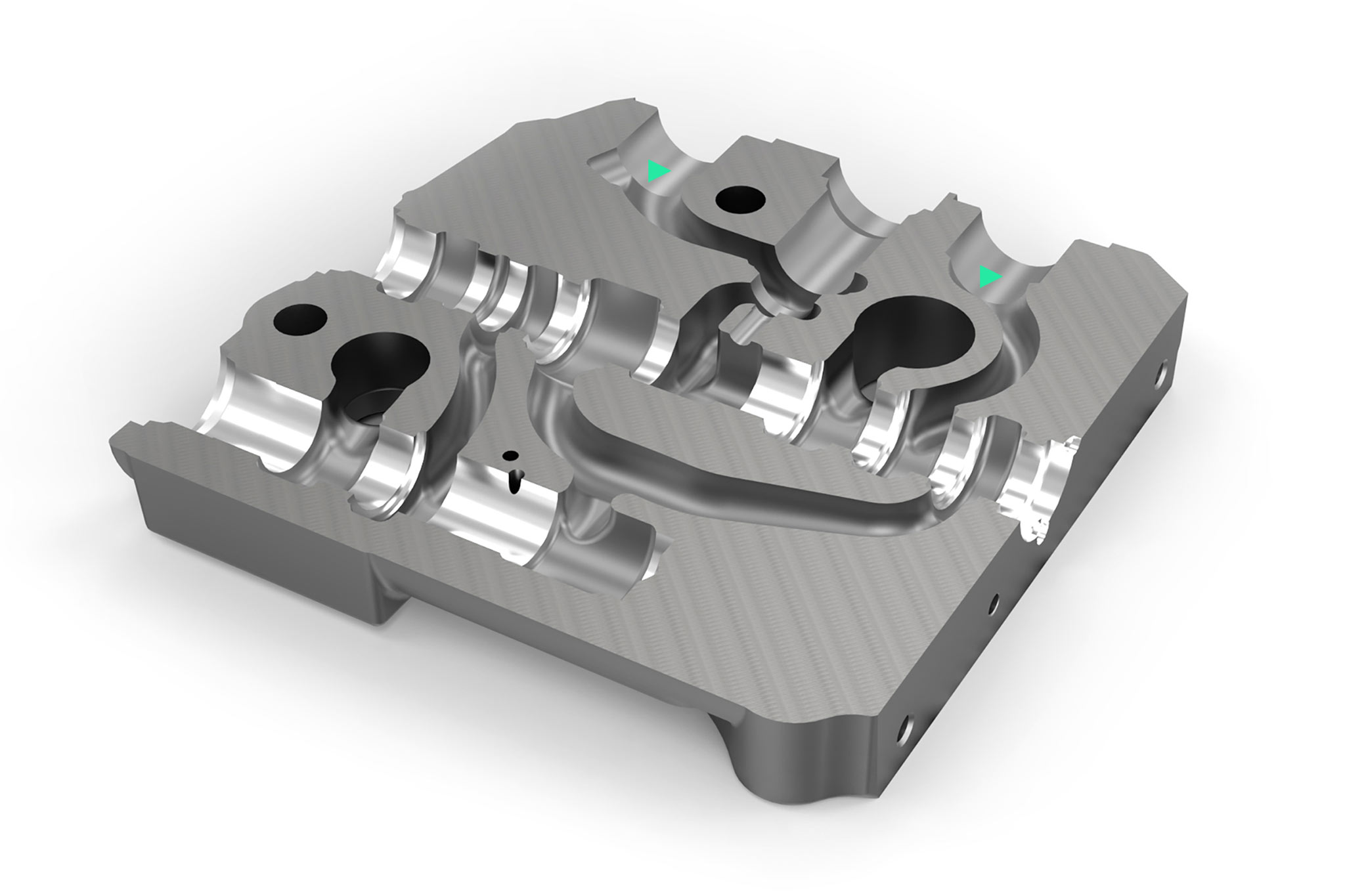
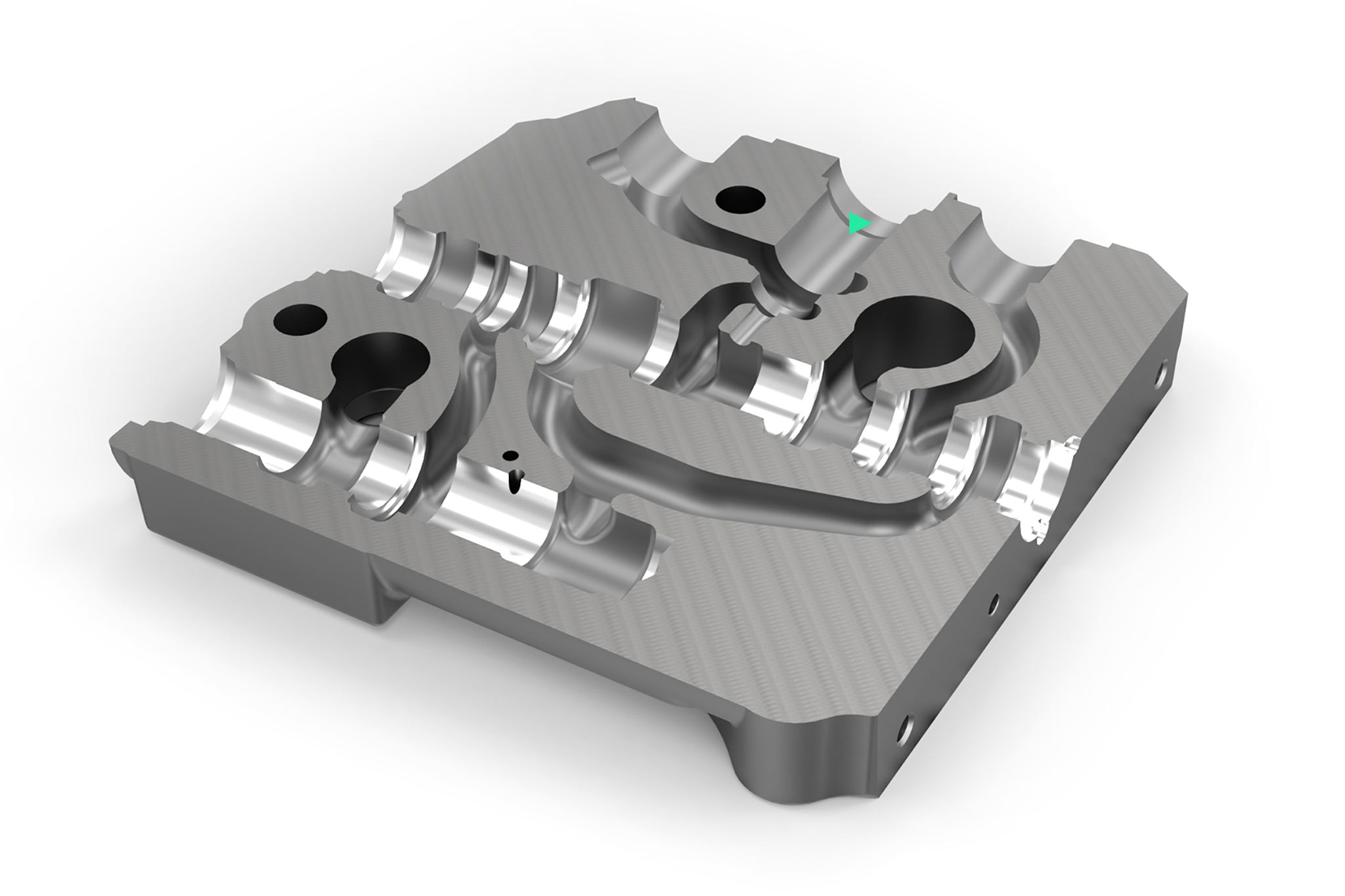
液压阀外壳
这一切都取决于主孔。阀门外壳的制造是流体技术领域的“最高学科”。多年来,对MAPAL公司在滑块钻孔方面的专业知识的需求一直很高。与滑块的间隙尺寸取决于该孔的精度,因此液压油只能无泄漏地沿着所需方向流动。现代液压阀对该尺寸的定义非常狭窄。因此,非常重视该孔的圆度、圆柱形状、直线度和表面质量。

加工要求
- 波动的铸铁加工余情况
- 超强中断的切削口
- 镗孔时避免环圈的形成,并确保从外壳中安全排出切屑
- 避免在镗孔流程中控制刃口上出现破裂现象
- 对形状和位置公差的要求非常高
- 珩磨之前的恒定加工余量
- 在切削加工方案中考虑组件差异和有限的刀具储存器位置
方向控制阀
方向控制阀是具有多个开关位置的采用机械或电子方式操作的阀门。根据控制滑块沿着控制刃口的指定位置,设置体积流量以运行连接的机具。独立压力天平(IDW)调节控制滑块流入控制刃口上的恒定负载压力梯度,从而在整个调节范围内实现独立于负载压力的体积流量控制,即使在并联运行(负载补偿)时亦是如此。系统必须无泄漏,以防止负载意外下降,即使在并联运行时亦是如此。
钻削加工


应用解决方案
1 – 使用固定刀具实现中、小批量
2 - 使用固定和可调刀具实现大批量
3 - 小批量 - 通过使用组合型刀具减少刀具更换次数
4 - 在加工中心上的灵活珩磨
客户的初始情况
阀门外壳 EN-GJS-400-15 - 压力天平孔/珩磨加工
- 减少额外成本的要求
- 现有加工中心改装为 TOOLTRONIC
- 用于原型样板件制造以及中/小批量的珩磨加工
- 要求将珩磨流程对单独的机床不采用
5 - 工具管理
客户的初始情况
阀门外壳 EN-GJS-400-15 - 完整加工
- 库存量高
- 刀具预调间中的工艺流程并非最优的和数据质量不完整
- 成本透明度不足够
- 专业人员普遍短缺造成较大的人力波动现象
- 发生断刀的问题
- 刀具成本高
刀具解决方案
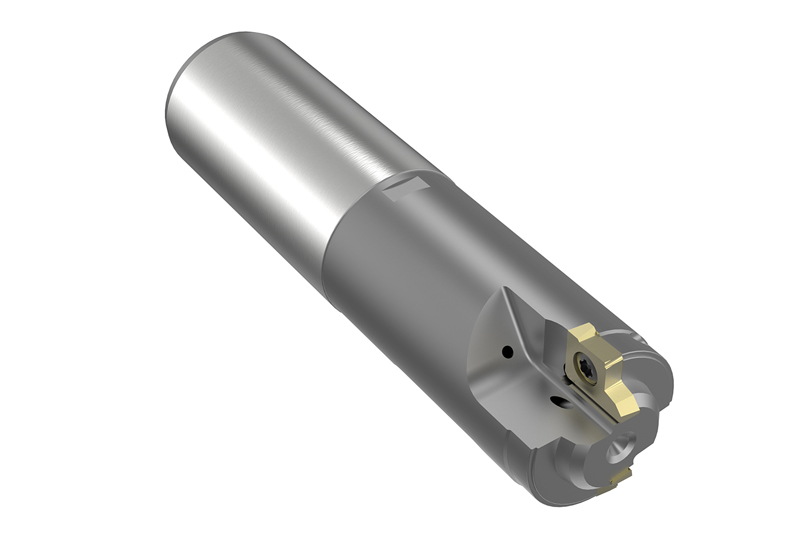
打导向孔和镗孔



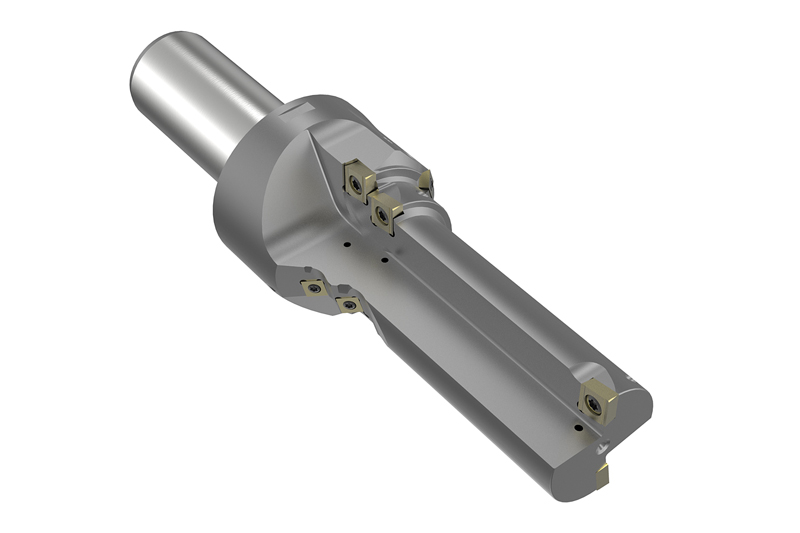
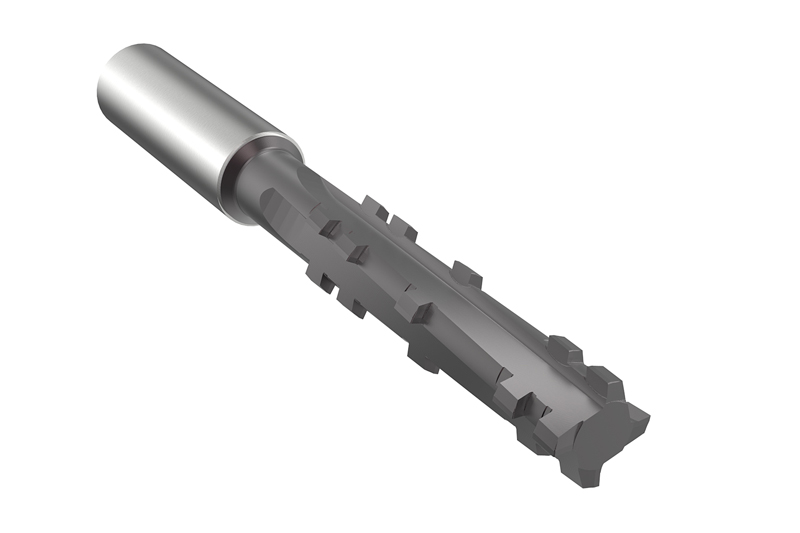
控制刃口加工

铰削和精镗



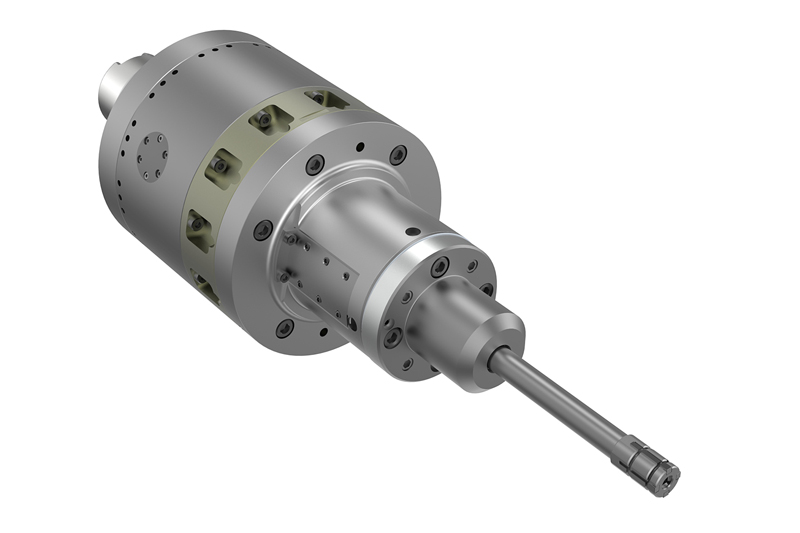
通过珩磨实现精加工
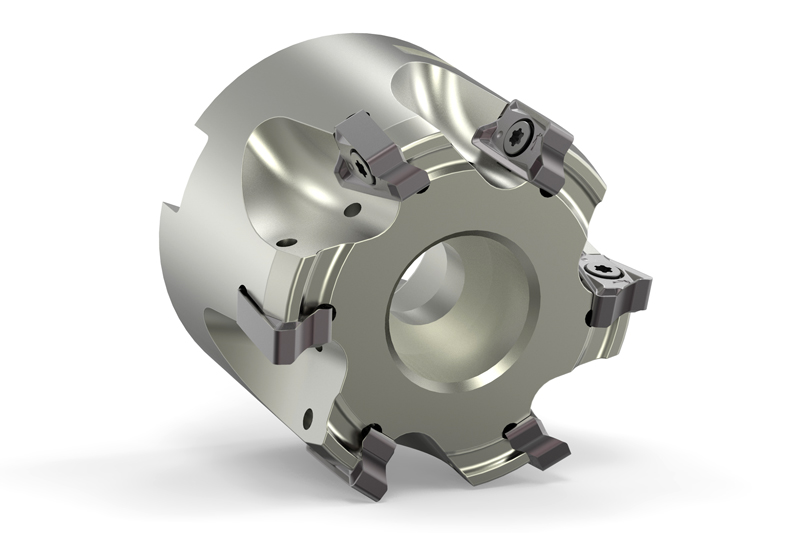
铣削


夹紧


