
19.06.2023
The best deep bores with PCD
When the Schlote Group built a new factory in Harzgerode in 2017, it was designed to mass produce only a single part. MAPAL supplied all the cutting tools. By optimising the tools, the foundation has now been laid for a future with new products.
Schlote’s story begins in 1969 as a small workshop in Harsum, where the company is still headquartered. Today 11 companies with 1,800 employees belong to the Group. The OEM has eight factories in Germany as well as further manufacturing facilities in the Czech Republic and China. Schlote Group customers include big car manufacturers, system integrators and foundries. Schlote’s turnover stems from engines (55 per cent), transmissions (39 per cent) and chassis (6 per cent).
A successful cooperation with Trimet Aluminium already existed at other sites, manufacturing finished car components from cast blanks. The awarding of a contract for a component by a major OEM, which would involve very high quantities, led to a joint venture between Schlote and Bohai Trimet in Harzgerode.
More than 4,000 clutch housings per day
The part being manufactured in Harzgerode is a clutch housing made of die-cast aluminium. A single version of the automatic transmission is being delivered to various major car manufacturers, where they are predominantly installed in vehicles with two-litre engines. The bell housing connects the transmission to the engine. While the transmission side is the same on all the clutch housings, the other side is adapted to the respective car manufacturer’s engine. The differences are mostly small, so the bell housing construction is 99 per cent identical for all of the car manufacturers.
Schlote Harzgerode GmbH is producing 4,000 parts per day currently. At over 80 per cent, the modern factory exhibits a very high degree of automation. Around the clock five days a week, 120 employees work at the Harzgerode site. Production can be expanded to six or seven days a week if need be.

As is the case for the entire automotive industry, the requirements placed on parts are very high here. “The part is not only an adapter flange, but also the back of the transmission. The bearing seats thus require the highest degree of precision”, explains Sebastian Swiniarski, Work Preparation Team Lead at Schlote. The part requires many bores with different tolerances, whereby precision manufacturing is needed down to the thousandth of a millimetre.
MAPAL and Schlote can look back on many years of effective cooperation. MAPAL is therefore entrusted with supplying PCD milling cutters (which create the defined rough surfaces on which sealant is applied), tap drills, reamers and an array of diverse drilling tools. “We offer our customers comprehensive solutions including the development of entire processes”, says Stefan Frick, MAPAL’s technical advisor to Schlote.
Successful improvement process
A watchful eye was kept on the implemented tools from the very beginning. Since Harzgerode went into operation, analyses have been performed continuously to find possible weak points and optimise manufacturing. Within the context of this continuous improvement process, Schlote and MAPAL have together managed to achieve longer tool lives, lower tool expenditures and higher production quantities over years. While 3,600 parts were produced at most per day in the beginning, the limit has now been raised to 4,500 parts – without the need for further machines.
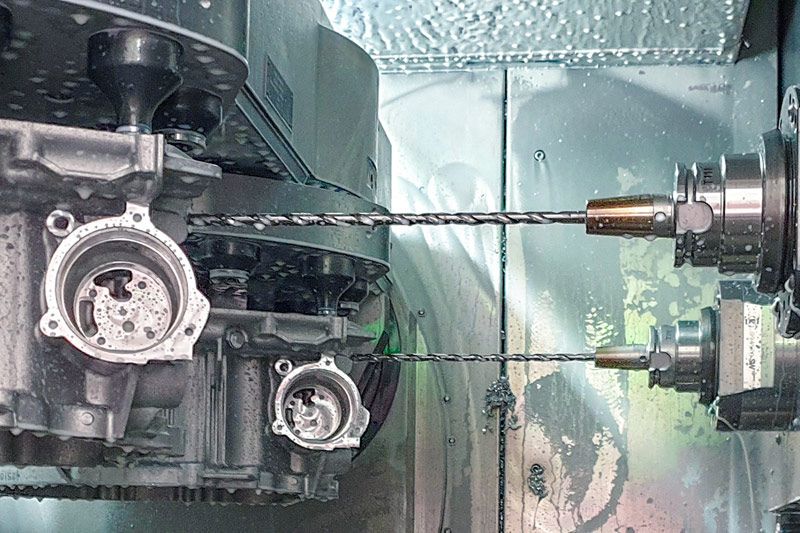
The newest optimisation involves deep drilling for oil channels used to change gears in the automatic transmission. “We evaluate every month with our tool management system which tools have to be exchanged how often”, Swiniarski reports. “Time and again, the deep drills have proven to be particularly sensitive. As these drills are relatively cost intensive, we have concentrated on them to further cut our tool costs.” Quality aspects are also inherent in tool wear as a blunt drill produces burrs at the bore exit.

Significantly longer tool life with PCD

For the new tool, MAPAL started with the existing solid carbide drill and inserted a PCD cutting edge at its tip. The structure of the tool is reminiscent of a concrete drill with a carbide tip. The manufacturers in Harzgerode are very happy with the PCD deep drill’s tool life. While the solid carbide drill’s tool life ends after 2,500 parts, the PCD version keeps going reliably up to 15,000 parts. There is further scope for improvement in machining challenges, such as blowholes in the material and varying casting quality. The partners are currently working on this together. “We have occasionally been able to achieve a tool life of 40,000 parts. Naturally, we want to make this ultra-long tool life the norm”, Frick stresses.
The cutting data is the same as that of the solid carbide drill at a spindle speed of 8,700 rpm, a feed of 0.3 mm/rev and a cutting speed of 218 m/min. The new drill’s potential lays in its considerably longer tool life, the resulting lower tool costs and the higher process reliability. Less tool changes also means less machine downtime.
Production at Schlote in Harzgerode involves a total of ten manufacturing cells. Each cell is made up of three machines from the manufacturer SW, two W06 double-spindle machines and a one6 single-spindle machine. The parts are machined in three clamping setups, whereby the double-spindle machines handle the first two setups and finishing takes place during the third.

The future is electric
Clutch housing manufacturing at the site was planned to last at least eight years with a peak output of 1.1 million parts per year. This peak was surpassed in 2020. Production has been ongoing for five years in the meanwhile with 900,000 parts produced per year.
Due to continuously improved productivity and the lower production quantities, there has been time to address future trends and produce different parts. The factory is already being modified for this purpose. The first of two new projects involves six different parts that Schlote is to produce for a hybrid model of super sports car manufacturer.
In the other project, Schlote’s expertise as a clutch housing manufacturer is once again called for – this time for an electric car. Schlote draws from the trend toward electric mobility by supplying e-cars with transmissions as well. For an innovative model with three gears, the connection between engine and transmission is to be produced in Harzgerode. Half of the factory capacity is currently being converted. The production of parts for combustion engines is to be ramped down to 50 per cent. In future, hybrid cars will account for 10 per cent and purely electric mobility for 40 per cent. Schlote has already produced the first parts for the new projects.

Contact
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Phone: +49 7361 585 3342


