Machining solutions for electric motor housings
Series solution with hollow shank taper 100
Highly productive for large diameters
- Three stage process (pre-, semi-finish and finish machining)
- Large machining diameter > 220 mm
- The highest levels of performance and precision
- Ideal process for large quantities and short cycle times
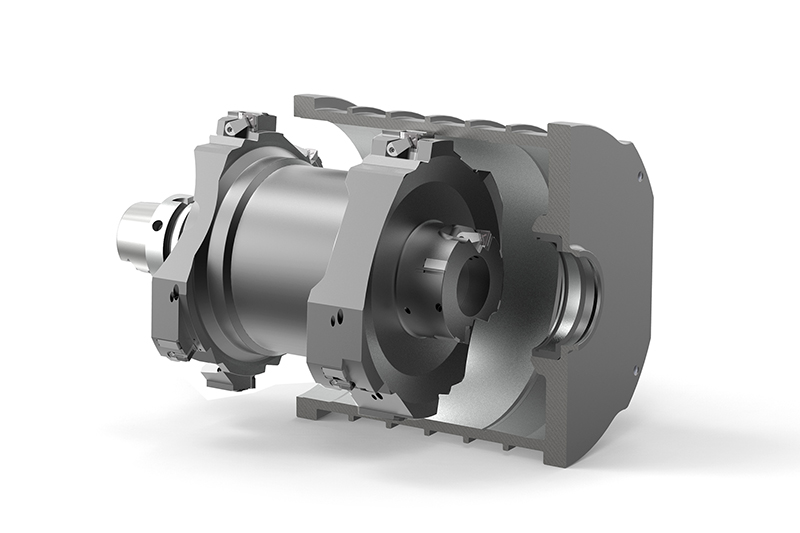
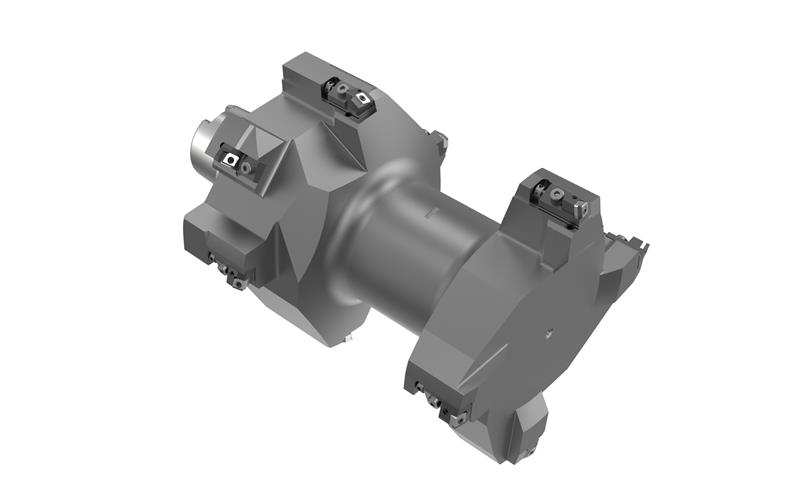
1. Pre-machining
Efficient roughing with high cutting depth
ISO boring tool in aluminium design
- ø 250 / 258 mm
- PCD-tipped indexable inserts
- ISO cartridges
- Designed as single or multi-stage
- Weight: max. 21 kg
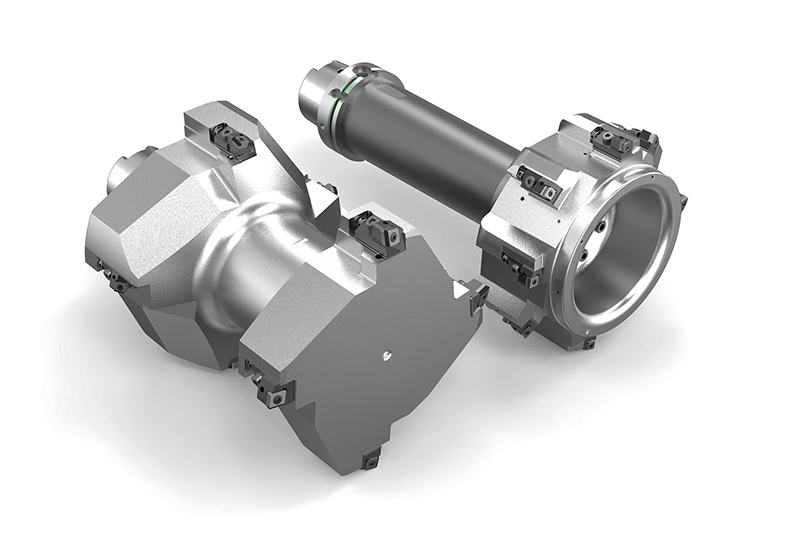
2. Semi-finish machining
Contour-forming to approximately the final contour
Precision boring tool
- ø 272 / 278 mm
- PCD-tipped indexable inserts
- Design as welded construction or with tool body made of aluminium
- Weight: max. 17.3 kg

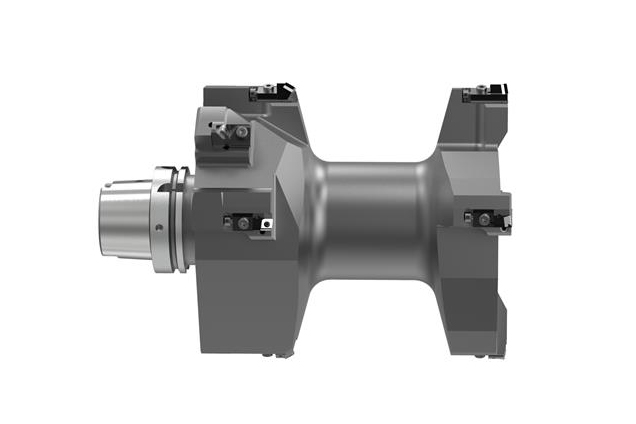
3.1 Finish machining
Innovation for the highest precision
Fine boring tool in lightweight construction made of steel with protection shield for mixed machining of the bearing bore
- ø 70 / 156 / 250 / 260 mm
- PCD-tipped indexable inserts for aluminium housing
- A = 362 mm | z = 2+4
- Cermet indexable inserts for machining of steel bearing bushes
- Finely adjustable and temperature stable
- Guide pad technology
- Weight: max. 21 kg

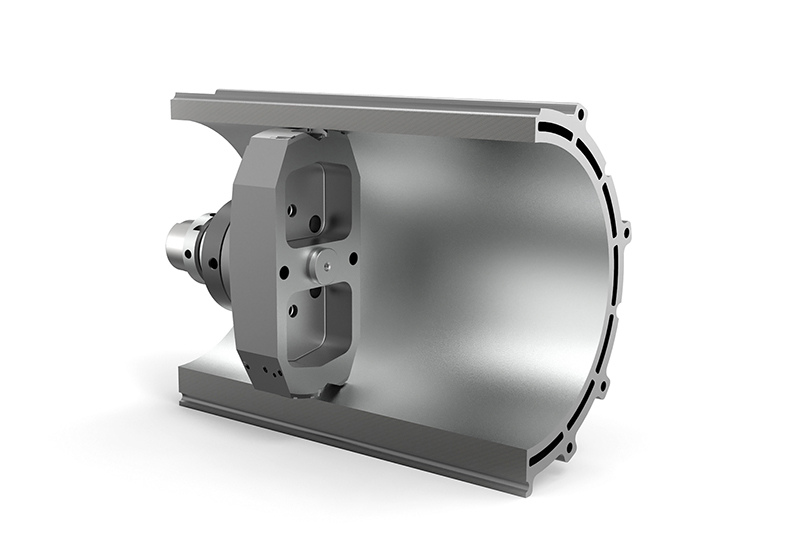
3.2 Finish machining
Flexible machining of the inner contour
Actuating tool for U-axis systems
- ø 80 / 220 mm
- Suitable for machining of housing variants
- To compensate for cutter edge wear
- Weight: max. 23 kg
Your direct contact

Contact person
Michael Kucher Component Manager E-Mobility michael.kucher@mapal.com +49 7361 585 3557