Démarrer dans la fabrication des moules et des matrices
Les moulistes attendent un haut niveau de compétence de la part des fabricants d'outils d'usinage. En effet, la durée de vie des moules à fabriquer et la précision des composants moulés sont vitales pour se démarquer de la concurrence au niveau de la production en masse. L'on exige des outils qu'ils soient hautement précis, particulièrement durables et, le plus important, sûrs.
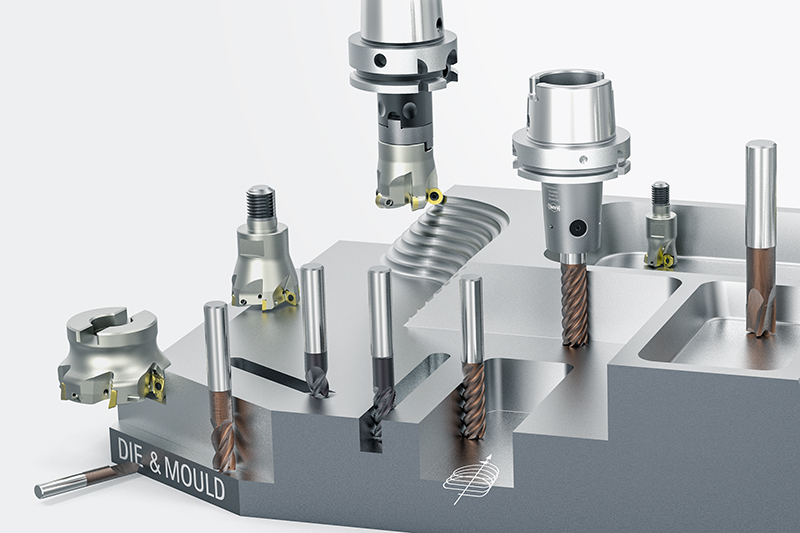
Ce sont précisément ces aspects qui sont à la base de la popularité de MAPAL dans divers secteurs, dont l'industrie automobile, le génie mécanique et l'industrie aérospatiale. Il est donc logique que le fabricant d'outils de précision propose désormais des solutions efficaces et économiques pour l'usinage complet de moules et de matrices. Les outils haute performance précis et polyvalents ainsi que les porte-outils spéciaux avec contours fins et concentricité précise réduisent les opérations de polissage et le réusinage au minimum grâce à une qualité de surface constante lors du fraisage. Ils permettent de réaliser des économies substantielles tout au long du processus.
Programme d'outils pour la fabrication de moules
Fresas de metal duro
OptiMill-3D-BN
Fresa esférica
Mecanizado muy preciso de contornos 3D
Rango de Ø: 0,10 - 20,00 mm
OptiMill-3D-CR
Fresa de radio angular
Fresado con un radio angular muy preciso
Rango de Ø: 0,10 - 20,00 mm
OptiMill Fresa angular
Fresa angular
Ideal para el desbaste, acabado, fresado trocoidal y fresado de cavidades
Rango de Ø: 2,00 - 12,00 mm
OptiMill-3D-CS
Fresa de radio esférico
Acabado de superficies de forma libre complejas y geometrías de piezas complicadas
Rango de Ø: 2,00 - 12,00 mm
OptiMill-3D-HF
Fresa de alto avance
Ideal para el mecanizado de alto avance con gran cantidad de remoción de material y alta estabilidad en el proceso
Rango de Ø: 2,00 - 16,00 mm
OptiMill-3D-Alu
Fresas de radio esférico y angular
Mecanizado muy preciso de contornos 3D
Rango de Ø: 1,00 - 20,00 mm
OptiMill-Graphite-MT
Fresas esféricas y angulares
Fresas con un gran número de dientes para el desbaste con elevadas velocidades de eliminación para electrodos de grafito
Rango de Ø: 3,00 - 16,00 mm
OptiMill-3D-Graphite
Fresas de radio esférico y angular
Aptas para el mecanizado de electrodos de grafito
Diferentes modelos en función de la situación de mecanizado
Rango de Ø: 0,20 - 12,00 mm
OptiMill-3D-Copper
Fresas de radio esférico y angular
Geometría especial para el mecanizado de electrodos de cobre y aleaciones de metales no ferrosos duros
Rango de Ø: 0,10 - 20,00 mm
OptiMill-Diamond
Fresas de radio esférico y angular y fresa angular
Cuchillas de PCD para una larga vida útil
Rango de Ø: 3,00 - 12,00 mm
Fresas con plaquitas de corte reversibles
NeoMill-ISO-360
Fresa de placa redonda
Ideal para el desbaste y semiacabado
Rango de Ø: 10,00 - 160,00 mm
NeoMill-3D-Finish
Fresa de acabado
Ideal para el acabo de superficies a 90°, superficies planas y contornos
Rango de Ø: 16,00 - 42,00 mm
NeoMill-3D-Ballnose/-Torus
Fresas de radio esférico y angular
Una estructura básica con placa de corte de radio esférico y radio angular para acabado y semiacabado
Rango de Ø: 8,00 - 32,00 mm
NeoMill-2/4-HiFeed90
Fresa de alto avance/fresa de corte en esquina de 90°
Sistema de herramientas universal para una máxima productividad
Rango de ø: 16.00 - 200.00 mm
Taladrado | Avellanado
ECU-Drill-Steel
Broca fabricada por completo en metal duro
Taladro completo de doble filo con muy buena relación calidad-precio
Amplia gama de aplicaciones
Geometrías idóneas para lograr gran precisión y estabilidad en el proceso
Rango de Ø: 1,00 – 20,00 mm
MEGA-Drill-Hardened
Broca, de gran calidad, fabricada por completo en metal duro
Taladro completo de doble filo con recubrimiento y geometría que se adaptan al mecanizado estable de materiales templados
Nueva micro y macrogeometría
Rango de Ø: 2,55 – 16,00 mm
MEGA-Drill-Steel-Plus
Broca, de gran calidad, fabricada por completo en metal duro
Taladro completo de doble filo con recubrimiento y geometría que se adaptan al mecanizado de acero
Geometría de ranura de virutas y preparación modificada de los filos de corte mejoradas
Rango de Ø: 3,00 – 25,00 mm
Tritan-Drill-Steel
Broca, de tres filos, fabricada por completo en metal duro
Taladro completo de tres filos para el máximo avance
Cuchilla transversal con autocentrado para situaciones de taladrado difíciles
Especialmente adaptada al mecanizado de acero
Rango de Ø: 4,00 – 20,00 mm
Tritan-Spot-Drill-Steel
Broca piloto
Broca piloto de tres filos para taladrado exigente
Se adapta especialmente al taladro de tres filos
Rango de Ø: 4,00 – 20,00 mm
Tritan-Step-Drill
Broca escalonada
Broca escalonada, de tres filos, con cuchilla transversal con autocentrado
Mecanizado de agujeros para roscar sin movimiento pendular
Rango de Ø: 4,25 – 14,15 mm
MEGA-Deep-Drill
Taladro profundo
Taladrado estable y eficiente de agujeros profundos de hasta 40xD
Broca piloto MEGA-Pilot-Drill
Rango de Ø: 1,00 – 16,00 mm
MEGA-Drill-Reamer
Broca escariadora
Combina dos operaciones (taladrado y escariado) en una herramienta
Filos escariadores mejorados
Reducción de los periodos principales y los no productivos
Tolerancia del agujero ≥ IT7
Rango de Ø: 4,00 – 16,00 mm
Avellanador cónico de precisión
Avellanador con división irregular
Insertos divididos de forma muy irregular
Mayor precisión y mejores valores superficiales#
Fuerzas axiales y radiales reducidas
Vibraciones reducidas considerablemente
Aumento de los parámetros de corte para la máxima productividad
Rango de Ø: 4,30 – 31,00 mm
MEGA-Drill-Reamer-Pyramid
Broca escariadora con punta piramidal
Taladrado de inicio, taladrado y escariado con una herramienta
Centrado mejorado gracias a la punta piramidal
Reducción de los periodos principales y los no productivos
Tolerancia del agujero ≥ IT7
Rango de Ø: 4,00 – 16,00 mm
Brocas de plaquitas de corte QTD
Taladro completo con sistema de cabezal intercambiable
Sistema rentable con placas de corte intercambiables
Sistema de sujeción con arrastre de fuerza y de forma
Manejo sencillo
Alta precisión de concentricidad
Rango de Ø: 8,10 – 49,00 mm
Escariado
FixReam – FXR
High-performance reamers with a cylindrical shank
High-performance reamer made from solid carbide
Straight-fluted for through and blind bores
Left-hand fluted for through bores
Ø area: 3.00 – 20.00 mm
CPReam – CPR
Replaceable head reamer
Taper and face connection provide the greatest possible stability and rigidity
Highly precise radial run-out accuracy of 5 μm
Easy to handle
Ø area: 8.00 – 40.00 mm
Quick adjustment reamer – WN 50
Hand reamers
Quick-adjust reamer with wide adjustment range
Especially suitable for repair work
Spare blade sets available
Ø area: 6.40 – 95.00 mm
Guided tools
Tools with guide pads
Highest accuracy guaranteed with the MAPAL principle
Guide pads directly guide the tool into the bore
Precision-ground indexable inserts
High-precision adjustment for micrometre-precise bore machining
Parts that become more and more complex with increasingly deep cavities as well as moulded and reinforcement ribs in plastic injection moulds and pressure die casting moulds necessitate the use of extra long tools with diameters that can be very small. Complex part geometries and various material characteristics place the highest demands on machining and tool life.
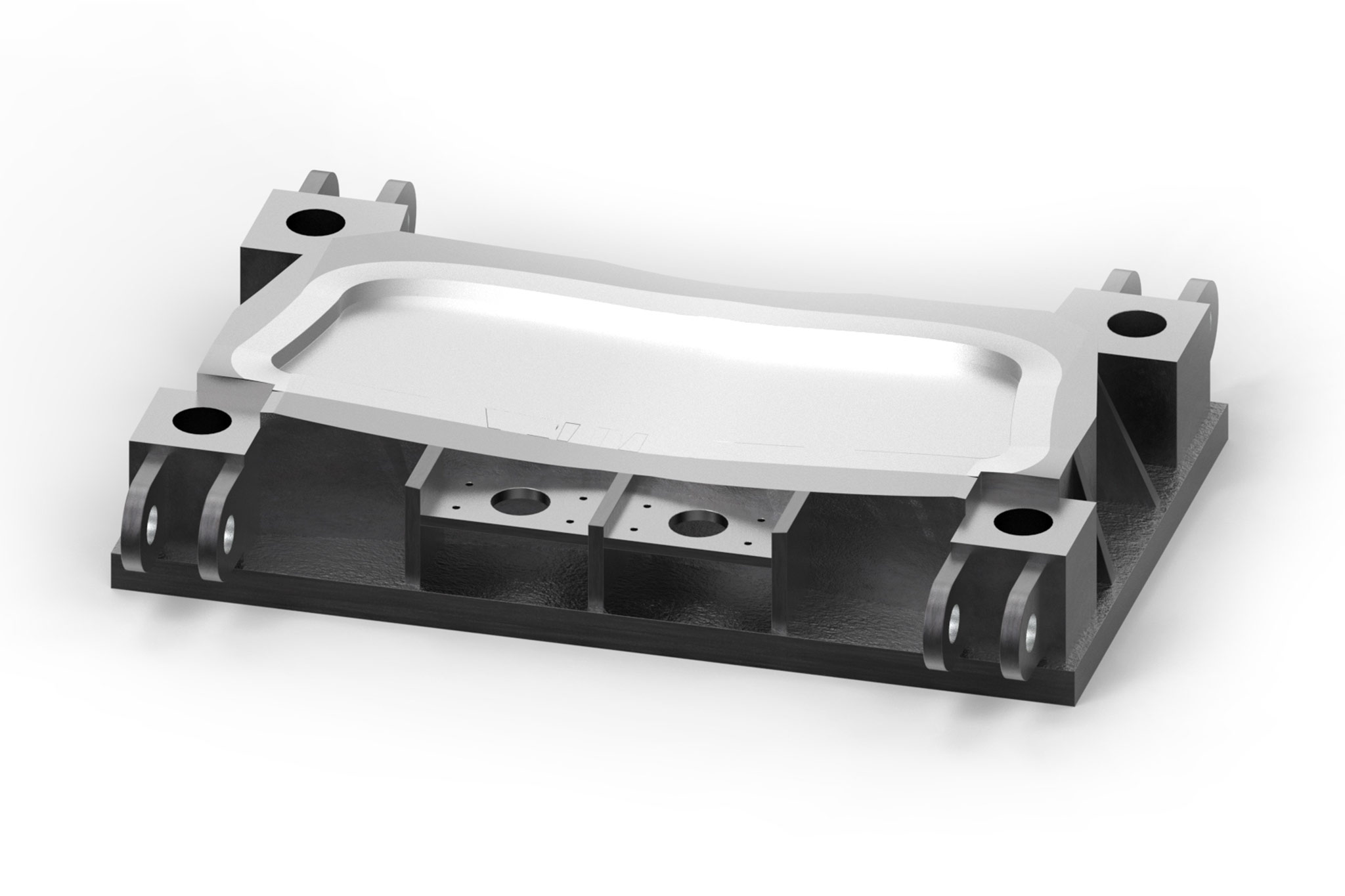
For designing, engineering and constructing medium- and large-sized cold forming tools, cast iron is often used due to material properties such as compressive strength and easy machinability. The main components here are mould plates and mould inserts. Here, MAPAL has a lot of experience with milling (2D and 3D) and drilling operations (drilling, reaming, thread cutting).
When it comes to pre-series or prototype moulds, it is not unusual to use materials that are easy to machine. Aluminium alloys or uriol (plastics) are often used. In these cases, solid carbide tools with positive and partly polished cutting edges, or better still, PCD-tipped tools ensure high productivity and short machining times.
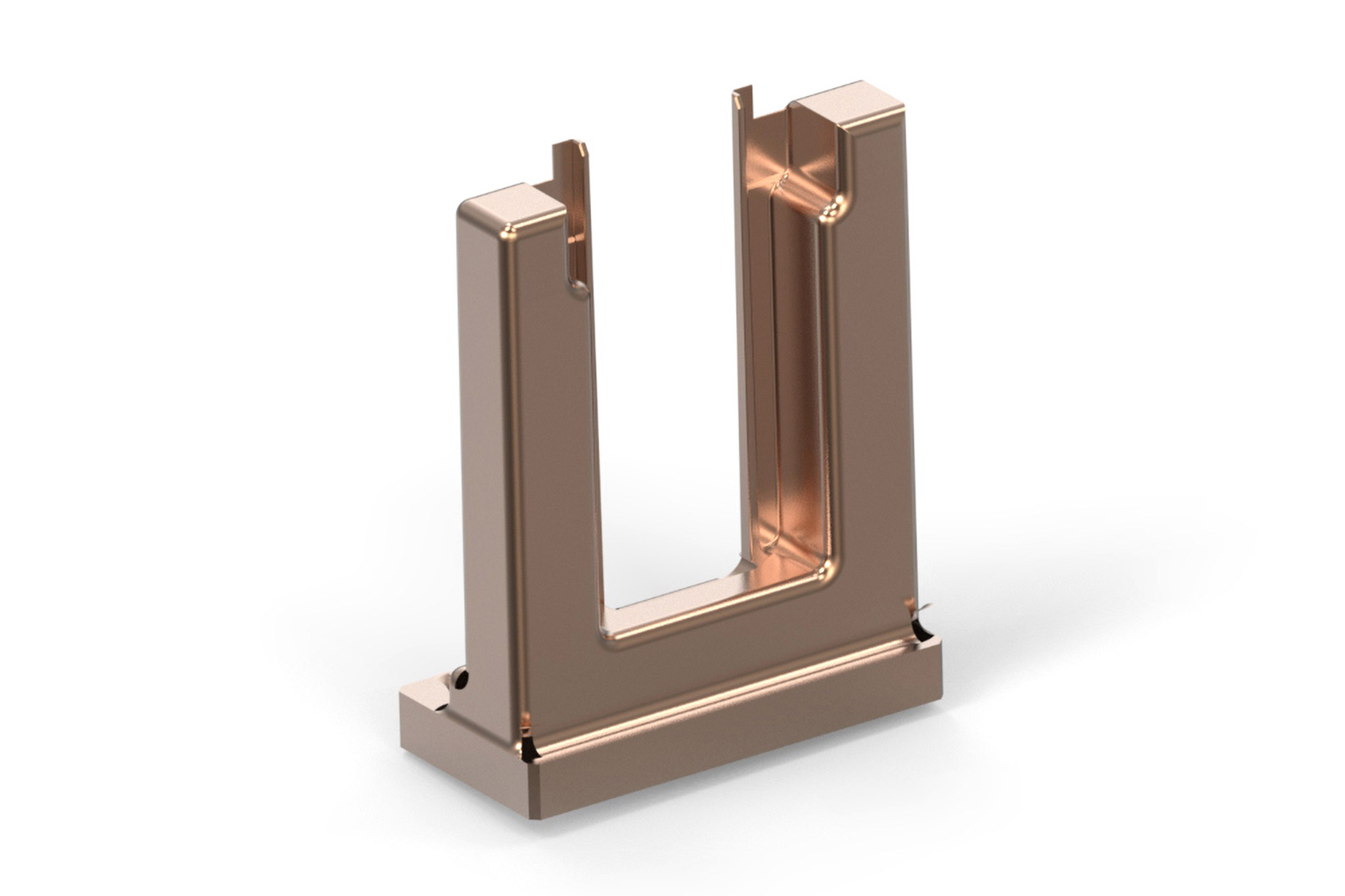
Manufacturing of electrodes for EDM processes requires machining of copper alloys and graphite materials. The selection of the electrode material depends on the requirements of the mould to be created. Copper alloys are comparatively expensive and are generally used for finishing the electrodes, when it comes to high surface quality and shape accuracy. Solid carbide end mills with special geometries by MAPAL guarantee high-precision machining results here.
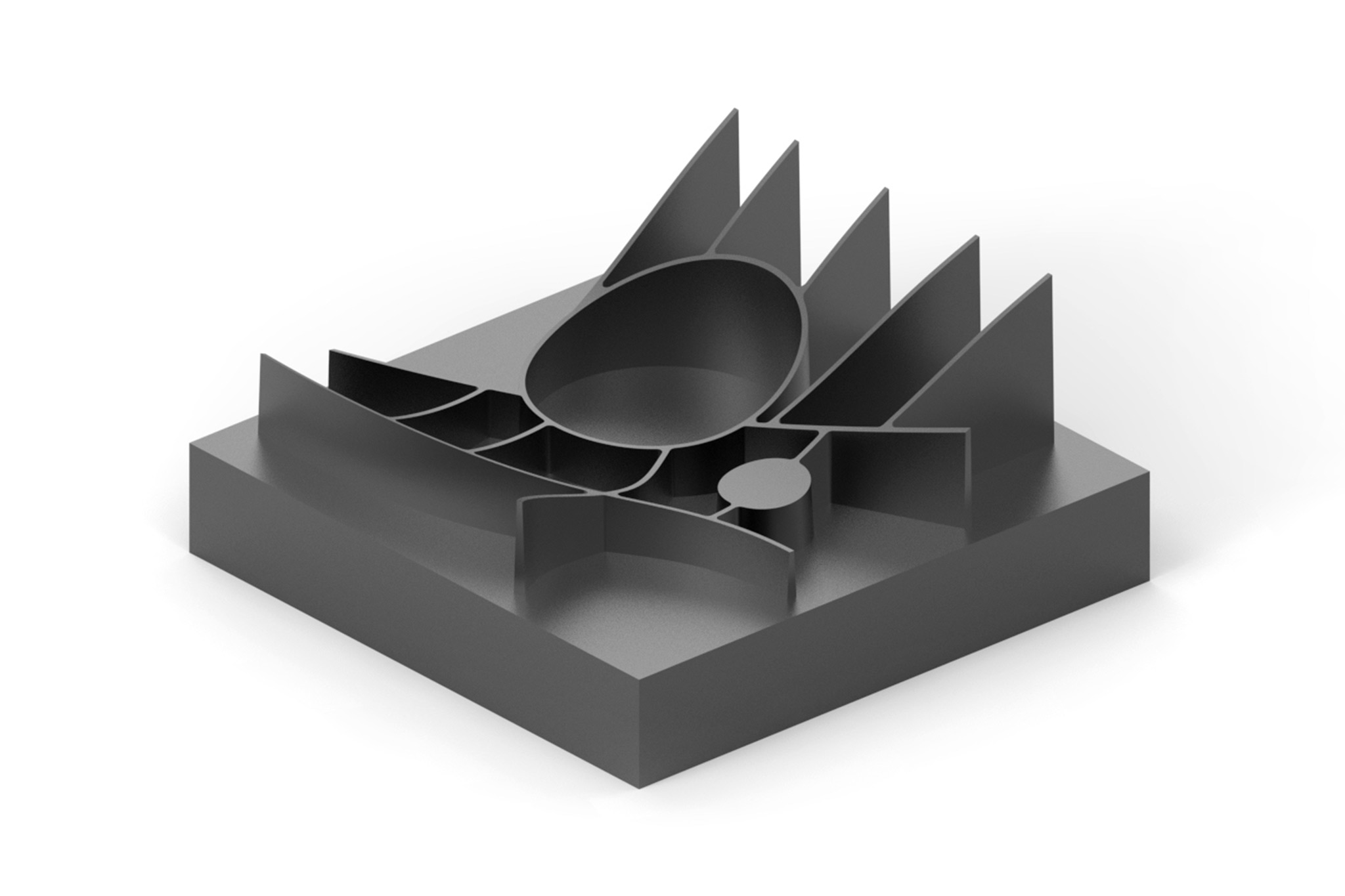
Graphite has a highly abrasive effect on the tool and causes strong wear on the cutting edge. The profiles to be machined tend to burst with increasing wear. Therefore, a tool with suitable geometry and optimum cutting material is required. For machining graphite, MAPAL uses diamond-coated solid carbide tools or PCD-tipped tools.
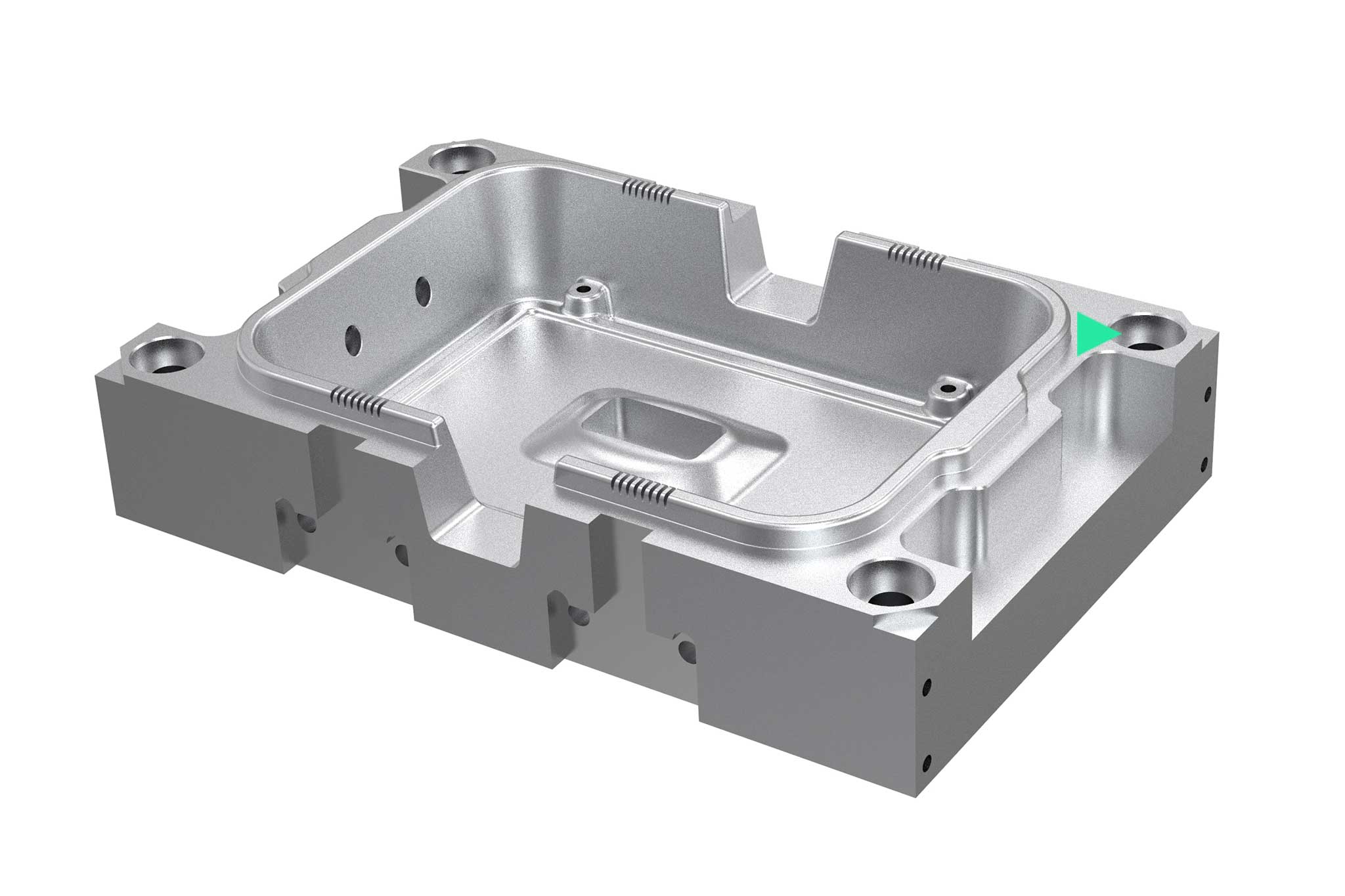
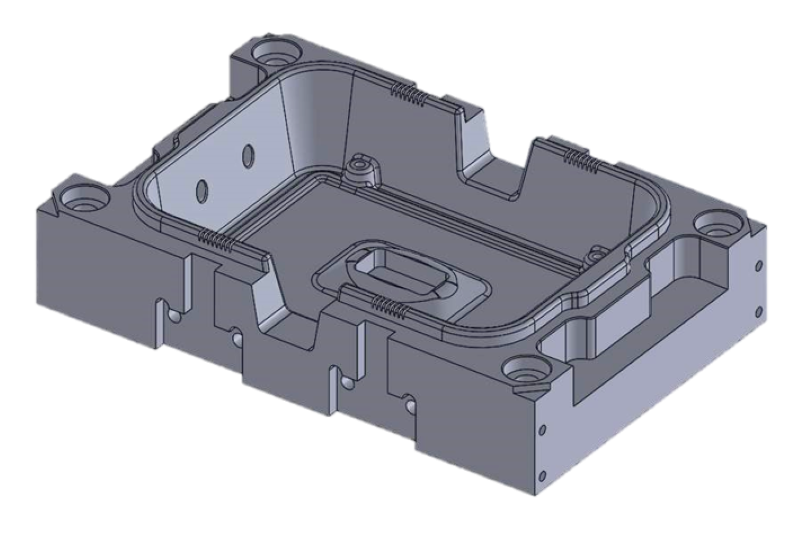
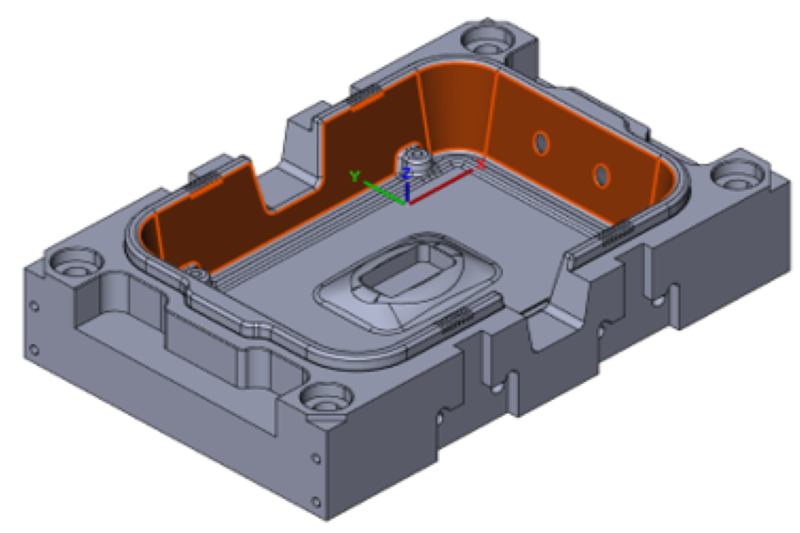
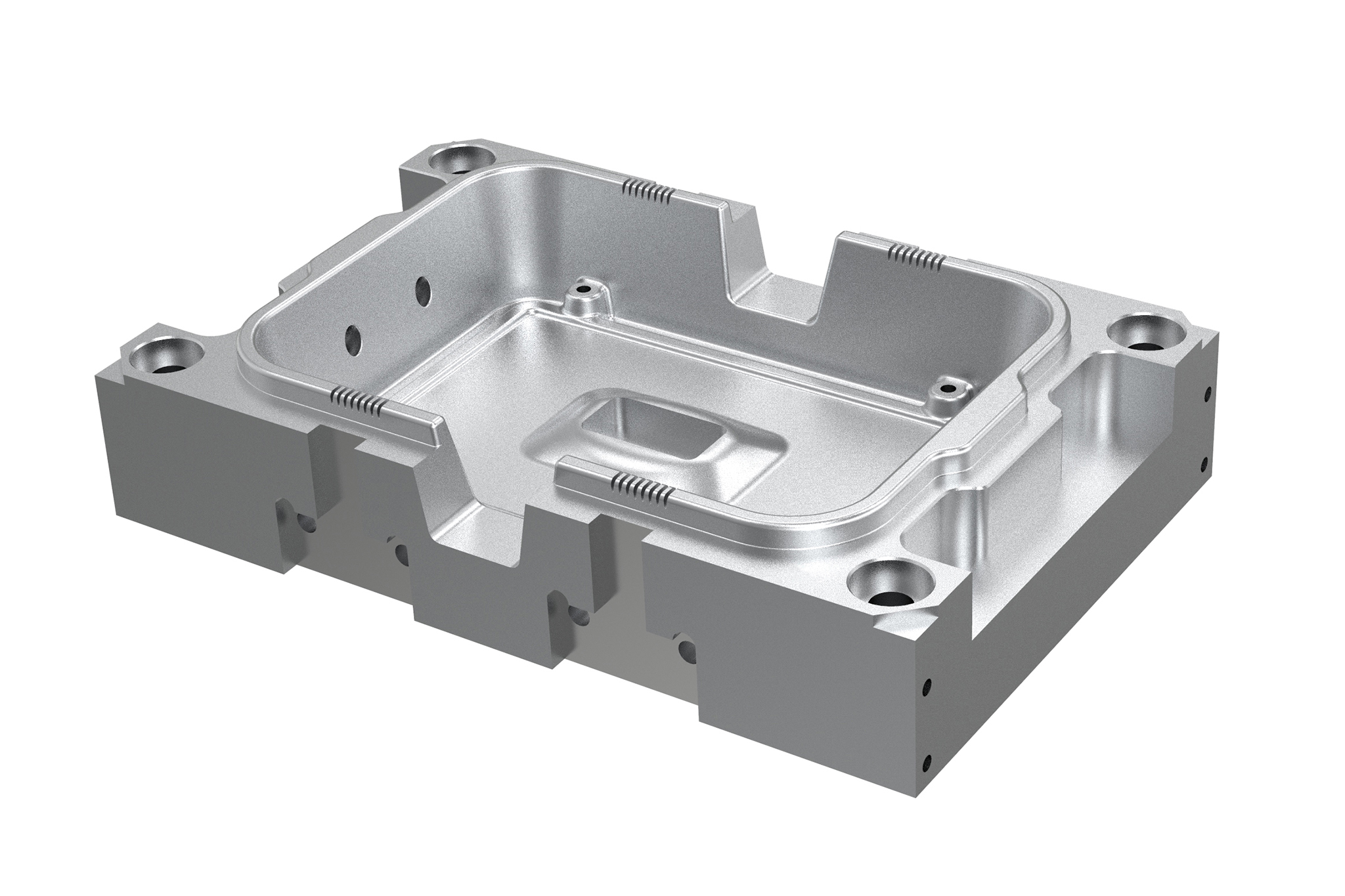
Application example:
Electrodes for spark eroding (EDM)
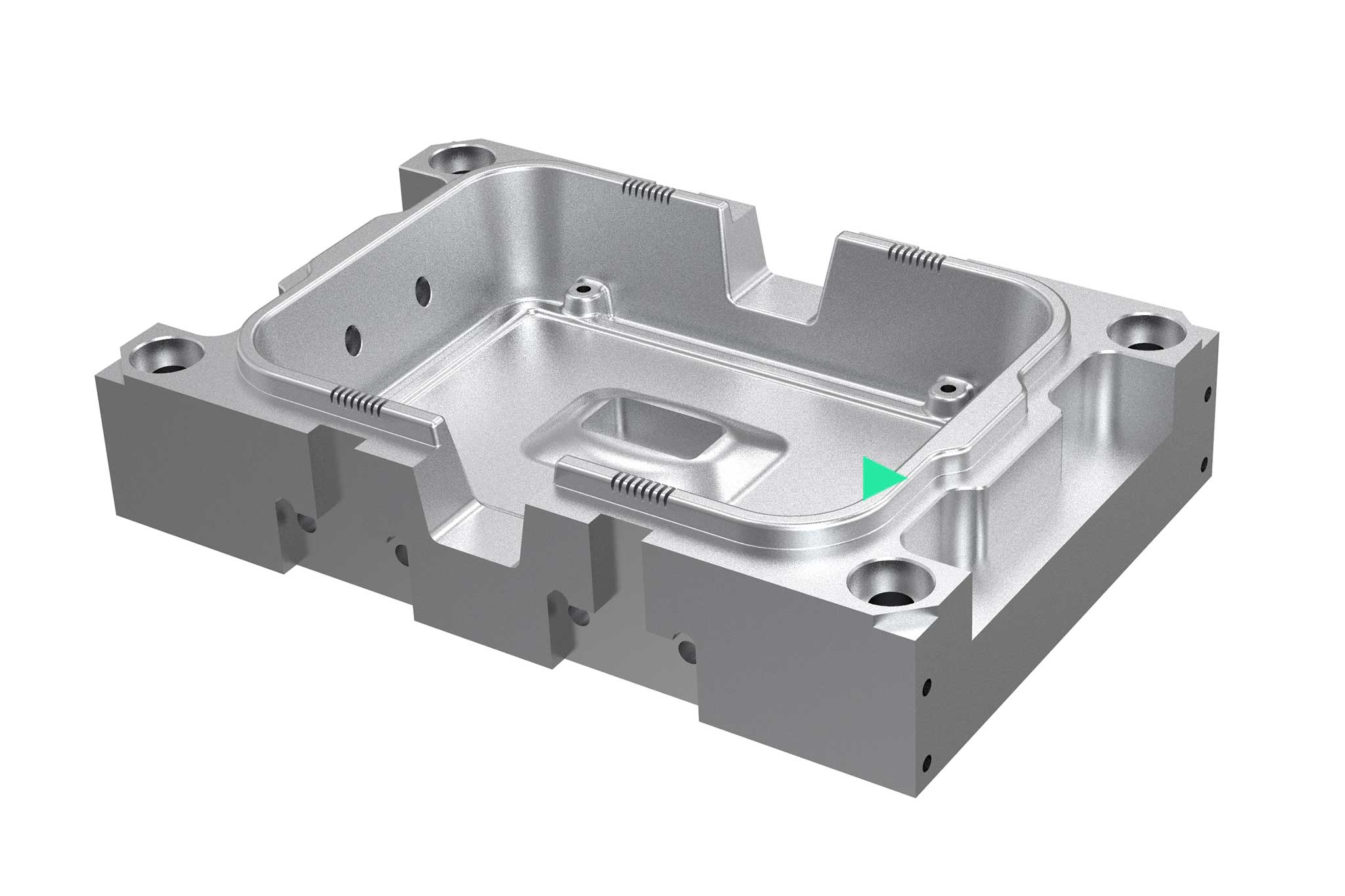
From the unmachined to the finished part
Find the right tool with just a few clicks: Depending on the machining, the specific operation and the tool requirement, you can quickly find the tool you want.
1 / 8
2D surfaces
On the one hand, this category includes machining processes carried out directly on the machine, such as face milling, milling of pockets and straight walls. On the other hand, it also includes operations for complex geometries that are programmed using CAM software.
In the die & mould sector, the manufacture of increasingly complex forms is part of everyday life. Continuous further developments in machine tools and CAM software raise performance and productivity to an ever higher level. The tools used must therefore always be state-of-the-art. To achieve optimum results, each design starts with a process analysis.
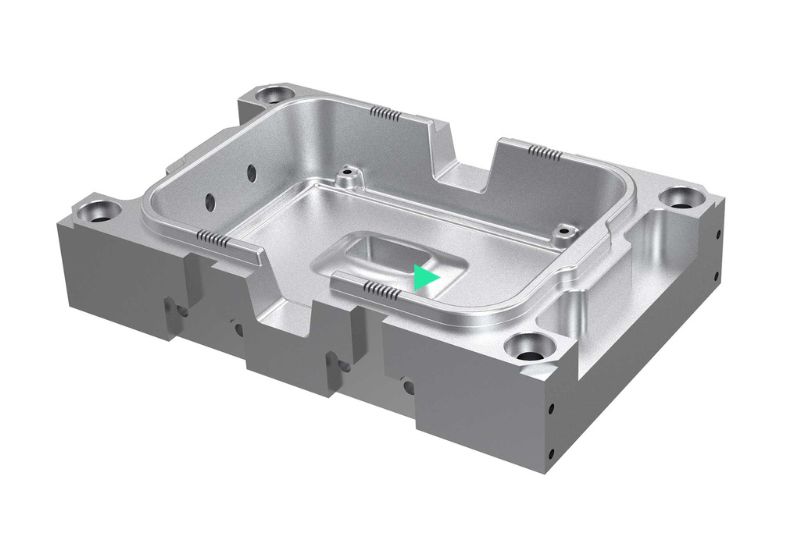
Mould inserts also have machining tasks that are required for casting or various attachment parts. Users are increasingly machining open pockets (circumferential machining) using trochoidal milling. This machining method helps to optimise machining times and to extend tool life.
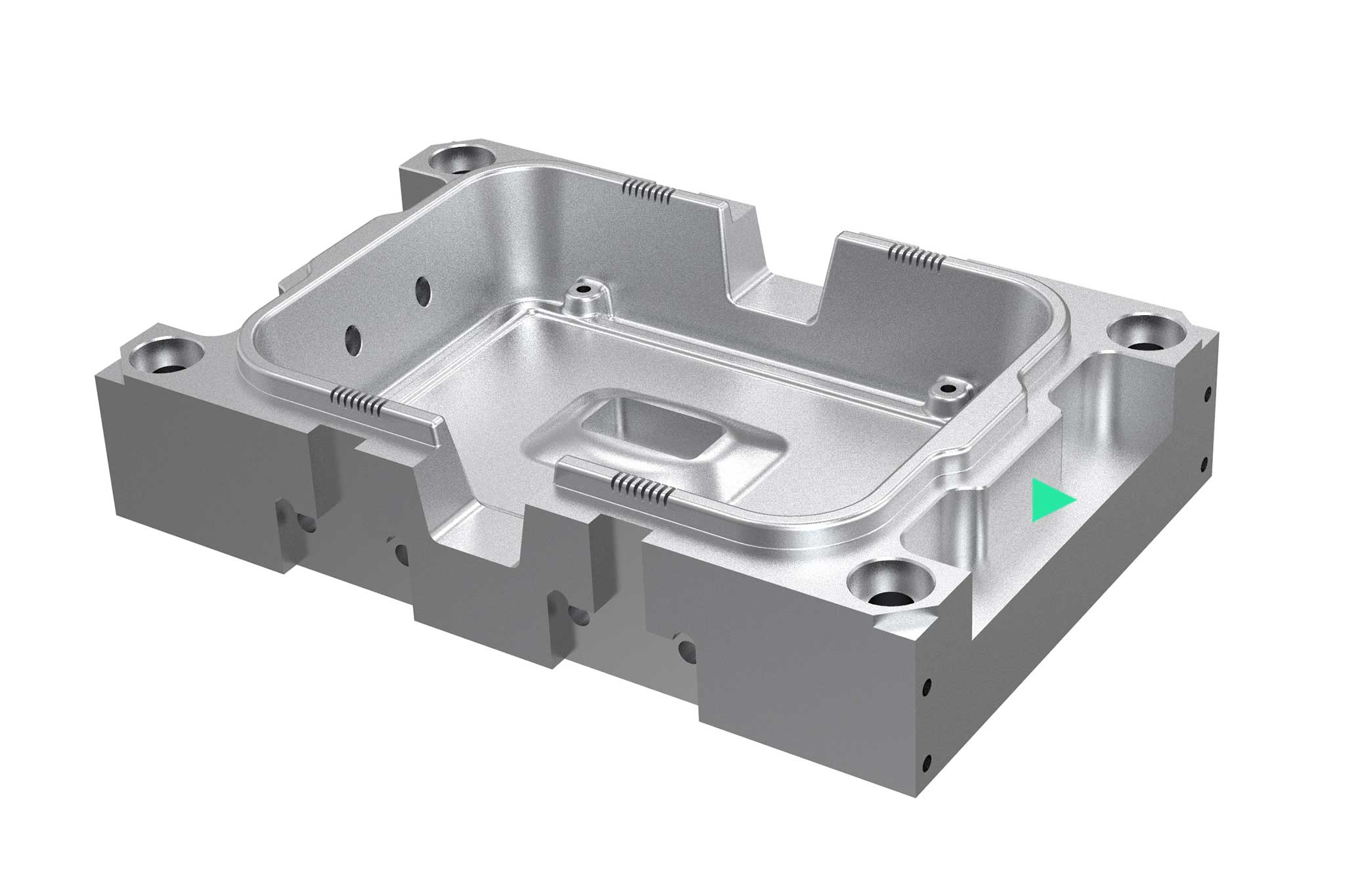
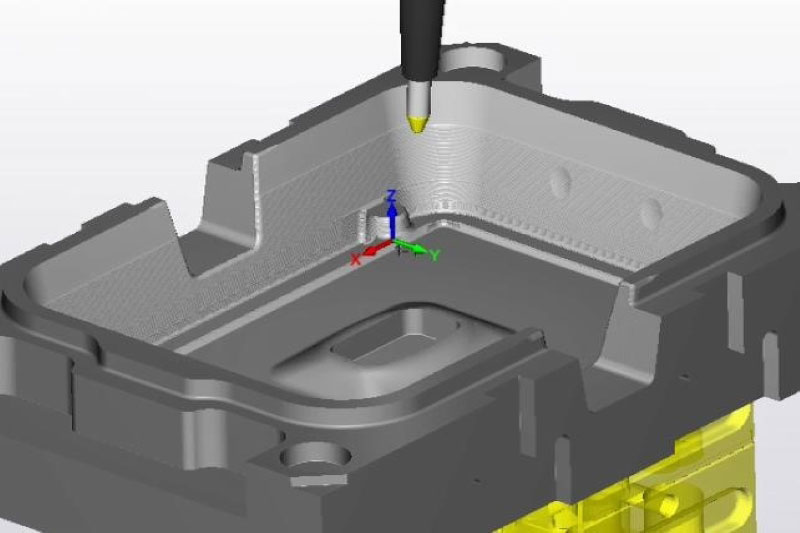
Closed pockets are usually produced by roughing in Z planes. When milling, a ramp is often selected as the machining entry. The tool selected depends on the depth of the walls and the mould incline to be generated on the component. MAPAL’s broad portfolio with modular systems also covers the machining of deep pockets with large diameters.
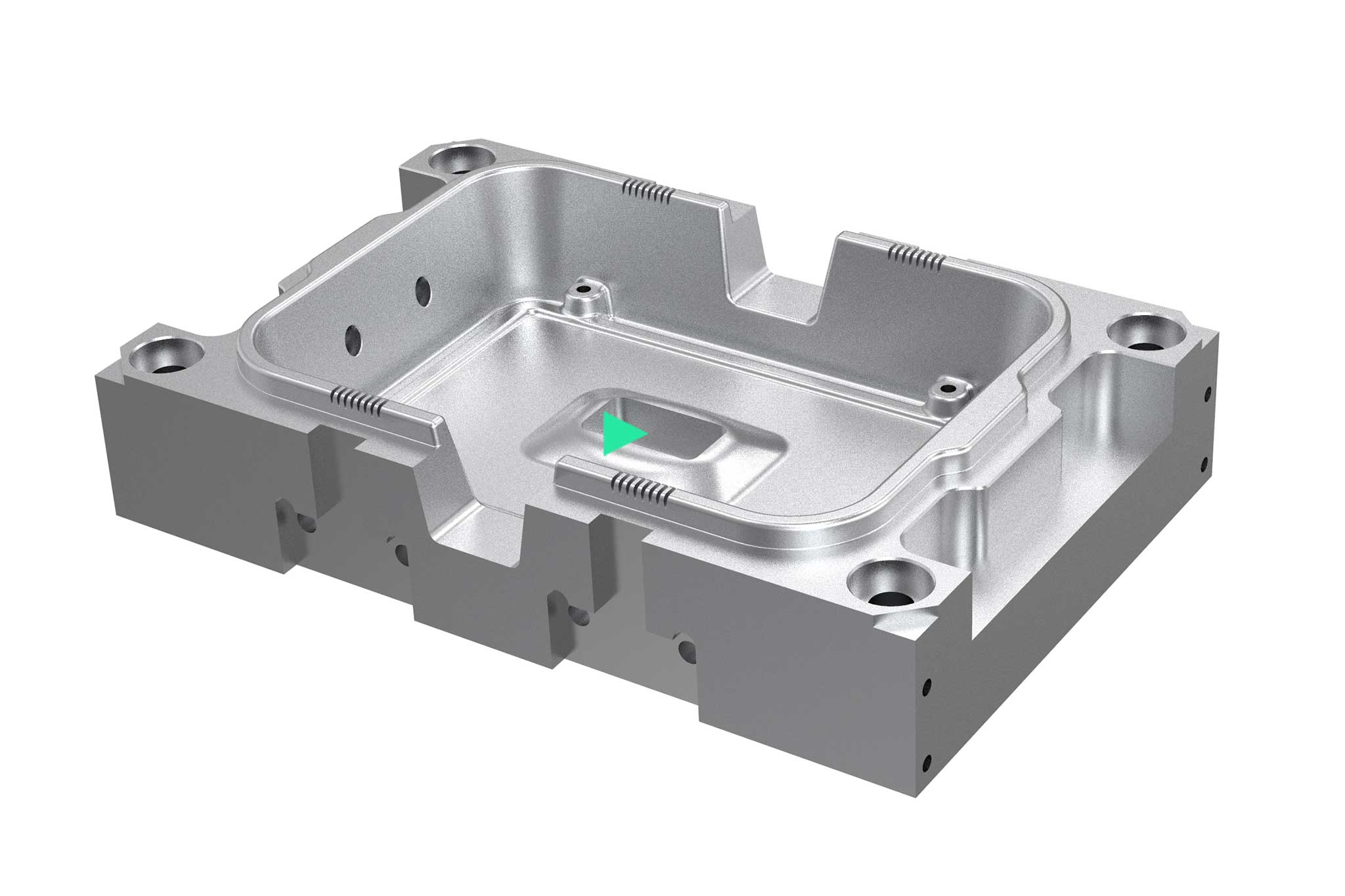
A major focus in milling operations is on reducing the machining time. With specific tool geometries for machining closed, round pockets, it is often possible to eliminate the pre-drilling process. With helix milling, milling paths are programmed with helical entrances that are suitable for pocket dimensions.
Tratar de lograr superficies planas es muy habitual en los distintos campos de la fabricación de moldes y troqueles: ya sea porque lo requiere el componente, la estrategia por medio del mecanizado de fresado correspondiente o por medio de los requisitos de superficies de cierre de molde, así como secciones y troquelados. Por tanto, la herramienta adecuada se elegirá en función del uso y de los requisitos.
Los moldes de plástico por inyección y los moldes de fundición de presión suelen tener nervaduras y paredes finas. Por ejemplo, cada vez se fresan más nervaduras, porque dicho proceso es más rentable que el proceso EDM (electroerosión). Por norma general, se usan herramientas de metal duro largas o extralargas de diámetro pequeño. En estos casos, también se pueden emplear las soluciones específicas de cada cliente (RibCutter) correspondientes a la forma de la nervadura.
En los sectores de la fabricación de moldes y troqueles hay infinidad de procesos de taladrado en macizo: Por ejemplo, grandes perforaciones en columnas guía, perforaciones profundas para sistemas de refrigeración o perforaciones de gran precisión para pasadores expulsores. Para cada uno de los pasos de fabricación, MAPAL ofrece una amplia variedad de herramientas de taladrado y escariado.
Para una clara organización de las existencias de herramientas es importante también una gestión de compra optimizada.
2. Logística de herramientas
Rentabilidad incluso en la periferia del mecanizado: los sistemas inteligentes de distribución reducen los tiempos improductivos de manera significativa.
3. Ingeniería
Los especialistas en mecanizado asisten en la ingeniería del proceso, por ejemplo, con simulaciones CAM, asesoramiento general y elaboración de estrategias rentables de mecanizado.
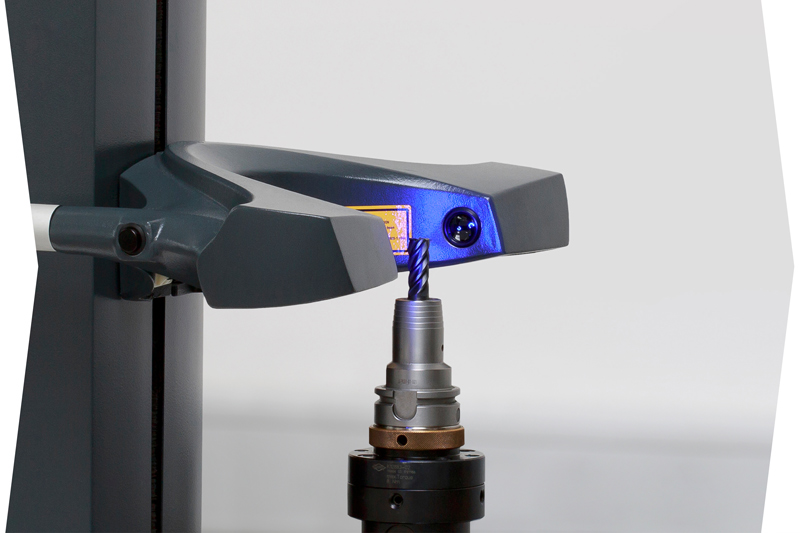
4. Medición y ajuste
Los dispositivos de ajuste y medición fiables impresionan por su precisión y fácil manejo durante el ajuste de las herramientas.
5. Herramientas y técnica de sujeción
Desde el husillo hasta la cuchilla: MAPAL ofrece un amplio catálogo de herramientas y técnica de sujeción para la fabricación de moldes y troqueles.
6. Mecanizado
Procesos de mecanizado eficientes y estrategias de mecanizado adaptadas al máximo nivel tecnológico.
7. Digitalización y automatización
Digitalización fácil y rápida: la c-Connect Box transmite digitalmente los datos de medición del dispositivo de ajuste a la máquina herramienta. Además, entre otras cuestiones, supervisa el estado de la máquina.
8. Reacondicionamiento
En muy poco tiempo los clientes reciben sus herramientas reacondicionadas en la calidad de fabricante. Si se solicita, también hay servicio de recogida y entrega.
Flujo de trabajo de ingeniería: de la teoría a la práctica
El reto de MAPAL es encontrar la solución perfecta para satisfacer las necesidades de los clientes. Aparte de las soluciones especiales de cada uno y una amplia gama estándar de productos, prestamos una gran variedad de servicios para organizar de forma óptima desde la concepción del producto hasta la última viruta del proceso al completo. Los clientes podrán confiar en la dilatada experiencia en el sector del mecanizado de este líder tecnológico.
1. Petición del cliente
Los asesores de ventas de MAPAL están directamente disponibles para las peticiones individuales. En una reunión personal se revisa junto con los clientes las necesidades concretas y el alcance (mecanizado completo o parcial) y se habla sobre los detalles directamente en el modelo en 3D del componente.
El equipo de fabricación de moldes y troqueles de MAPAL estará encantado de atender sus consultas al correo electrónico y se pondrá en contacto con usted lo antes posible.
2. Análisis de proyecto
Basándose en los modelos en 3D y los datos de la máquina MAPAL y el cliente analizan las tareas de fabricación y desarrollan eficaces estrategias de mecanizado.
El análisis del proyecto consta de lo siguiente:
Propuestas para todos los pasos del mecanizado
Lista de herramientas
Optimización del proceso
3. Diseño del proceso
Independientemente de si el objetivo es la flexibilidad o la productividad, los especialistas en mecanizado simulan el elaborado proceso basándose en modelos 3D y señalan de este modo el potencial de optimización. Comprueban y mejoran los parámetros de mecanizado en la programación CAM y garantizan así una fabricación estable y rentable.
El diseño del proceso comprende lo siguiente:
Análisis de durabilidad del componente
Definición de datos de tecnología
Programación de CAM
4. Solución de mecanizado
El amplio catálogo estándar para la fabricación de moldes y troqueles presentado por MAPAL ofrece la solución óptima de herramientas para cada aplicación. En caso necesario, también hay disponibles soluciones especiales personalizadas.
Ventajas para los usuarios:
Amplio catálogo estándar
Puesta a disposición de datos de la herramienta
5. Pruebas de herramientas y oferta
Después de analizar la estrategia de mecanizado, MAPAL asiste a sus clientes durante el uso de las herramientas requeridas en el proceso. Esto es la base para una oferta fundamentada y acorde con la aplicación correspondiente.
6. Colaboración
Incluso después de haber colaborado de forma satisfactoria, los especialistas de MAPAL siguen estando muy en contacto con el cliente. Si con el tiempo surgieran posibles mejoras u otras herramientas que se consideren mejores, MAPAL ofrecerá su asistencia con mucho gusto para seguir mejorando la productividad y rentabilidad.
Asimismo, con el fin de garantizar la fabricación eficiente a largo plazo, MAPAL aporta gran variedad de opciones dentro de la gestión de herramientas.
Opciones de gestión de herramientas:
Sistemas de entrega
Servicio de reafilado
Amplia gama de productos en dispositivos de ajuste y medidores
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.
The mouldmaking company Krämer+Grebe optimises production with MAPAL reamers and milling cutters and ensures process reliability in international competition.








































 1 / 8
1 / 8