
19.06.2023
Tiefe Bohrungen mit PKD optimiert
Als die Schlote Gruppe 2017 ein neues Werk in Harzgerode baute, war die Produktion von Beginn an auf die Serienfertigung eines einzigen Bauteils ausgerichtet. Alle Zerspanungswerkzeuge dafür liefert MAPAL. Optimierungen der Werkzeuge haben die Grundlage dafür geschaffen, nun mit neuen Produkten einen Schritt in die Zukunft zu gehen.
Die Geschichte von Schlote begann 1969 mit einer kleinen Werkstattfertigung in Harsum, wo das Unternehmen immer noch seinen Stammsitz hat. Zur Gruppe gehören heute elf Unternehmen mit insgesamt 1.800 Mitarbeitern. Der Automobilzulieferer verfügt über acht Werke in Deutschland, weitere Produktionsstätten befinden sich in Tschechien und China. Kunden der Schlote Gruppe sind große Automobilhersteller, Systemintegratoren und Gießereien. 55 Prozent seines Umsatzes macht Schlote mit Teilen für Motoren, 39 Prozent entfallen auf Getriebe, sechs Prozent auf Chassis.
Mit der Firma Trimet Aluminium gab es an anderen Standorten bereits eine erfolgreiche Zusammenarbeit, um aus gegossenen Rohlingen einbaufertige Automobilteile herzustellen. Der Zuschlag eines großen Automobilzulieferers für ein Bauteil, das in sehr hohen Stückzahlen gefertigt werden sollte, führte zu einem Joint-Venture zwischen Schlote und Bohai Trimet in Harzgerode.
Mehr als 4.000 Kupplungsgehäuse pro Tag
Bei dem in Harzgerode hergestellten Bauteil handelt es sich um ein Kupplungsgehäuse aus Aluminiumdruckguss. Die Automatikgetriebe des Zulieferers gehen in einer einheitlichen Version an mehrere große Automobilhersteller, bei denen sie vorwiegend in Fahrzeugen bis zu einem Hubraum von zwei Litern eingebaut werden. Die Kupplungsglocke verbindet Getriebe und Motor. Die Getriebeseite ist bei allen Kupplungsgehäusen gleich, die andere Seite ist an die jeweiligen Motoren der Automobilhersteller angepasst. Die Unterschiede sind eher klein, weshalb diese Kupplungsglocke zu 99 Prozent baugleich für alle belieferten Automobilhersteller ist.
Aktuell fertigt die Schlote Harzgerode GmbH davon 4.000 Stück pro Tag. Das moderne Werk verfügt über einen sehr hohen Automatisierungsgrad von über 80 Prozent. Am Standort Harzgerode sind 120 Mitarbeiter beschäftigt, die an fünf Tagen pro Woche rund um die Uhr arbeiten. Bei Bedarf kann die Produktion auch auf sechs oder sieben Tage ausgeweitet werden.

Wie in der gesamten Automobilindustrie sind die Anforderungen an das Bauteil auch hier sehr hoch. „Bei dem Teil handelt es sich nicht nur um einen Adapterflansch, sondern das ist die Rückseite des Getriebes. Daher ist für die Lagersitze höchste Präzision erforderlich“, erläutert Sebastian Swiniarski, Gruppenleiter Arbeitsvorbereitung bei Schlote. In das Bauteil sind zahlreiche Bohrungen mit unterschiedlichen Toleranzen einzubringen, wofür Präzisionsfertigung im Bereich von tausendstel Millimetern gefragt ist.
MAPAL und Schlote blicken auf eine langjährige, gute Zusammenarbeit zurück. So kommen PKD-Fräser, die unter anderem definiert raue Oberflächen zum Aufbringen der Dichtmasse schaffen, Gewindebohrer, Reibahlen sowie eine Reihe unterschiedlicher Bohrwerkzeuge aus dem Hause MAPAL zum Einsatz. „Wir bieten unseren Kunden umfassende Lösungen bis hin zur Auslegung kompletter Prozesse an“, sagt Stefan Frick, der Schlote als technischer Berater von MAPAL betreut.
Erfolgreicher Verbesserungsprozess
Die eingesetzten Werkzeuge standen von Beginn an auf dem Prüfstand. Seit die Produktion in Harzgerode läuft, werden laufend Analysen betrieben, um mögliche Schwachstellen aufzudecken und die Fertigung zu optimieren. Im Rahmen dieses kontinuierlichen Verbesserungsprozesses ist es in enger Zusammenarbeit zwischen Schlote und MAPAL im Laufe der Jahre gelungen, höhere Standzeiten zu generieren, Werkzeugkosten zu senken und die Produktionsmenge zu steigern. Konnten anfänglich maximal 3.600 Teile pro Tag gefertigt werden, liegt das mögliche Limit heute bei 4.500 Bauteilen, ohne dass zusätzliche Maschinen angeschafft werden mussten.
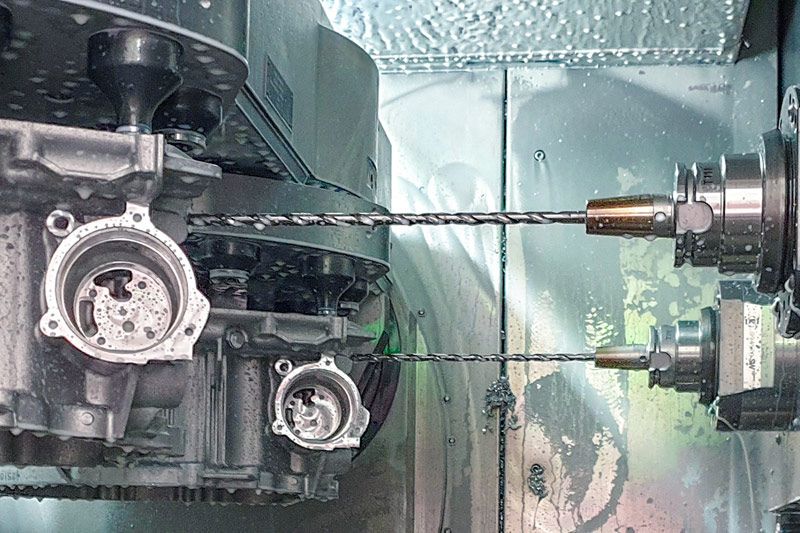
Die jüngste Optimierung betrifft Tiefbohrungen für Ölkanäle, über die im Automatikgetriebe geschaltet wird. „Über unser Toolmanagement-System werten wir monatlich aus, welche Werkzeuge wie oft gewechselt wurden“, berichtet Sebastian Swiniarski. „Dabei haben sich die Tiefbohrer jedes Mal als auffällig erwiesen. Da diese Bohrer auch relativ kostenintensiv sind, haben wir an dem Punkt angesetzt, um unsere Werkzeugkosten weiter zu senken.“ Mit dem Werkzeugverschleiß kommen auch Qualitätsaspekte ins Spiel, da ein stumpfer Bohrer beim Austritt Grate erzeugt.

Erheblicher Standzeitgewinn mit PKD

Für das neue Werkzeug ging MAPAL vom vorhandenen Vollhartmetallbohrer aus und hat an dessen Spitze eine PKD-Schneide eingesetzt. Der Aufbau des Werkzeugs erinnert an einen mit Hartmetall bestückten Betonbohrer. Mit der Standmenge der PKD-Tiefbohrer sind die Fertiger in Harzgerode sehr zufrieden. War der Vollhartmetallbohrer bei circa 2.500 Bauteilen am Standzeitende, erreicht sein PKD-Pendant prozesssicher 15.000 Bauteile. Die Bearbeitung birgt noch weiteres Potenzial durch Herausforderungen wie Lunker im Material oder eine variierende Gussqualität, an denen aktuell gemeinsam gearbeitet wird. „Standzeiten von 40.000 Bauteilen haben wir ebenfalls schon des Öfteren erreicht. Daher ist es natürlich unser Ziel, dass wir die „Standzeitausreißer“ nach oben zum Regelfall machen“, betont Stefan Frick.
Die Schnittdaten blieben gegenüber dem Vollhartmetallbohrer unverändert bei einer Drehzahl von 8.700 min-1, einem Vorschub von 0,3 mm/U und einer Schnittgeschwindigkeit von 218 m/min. Das wirtschaftliche Potenzial des neuen Bohrers liegt in dessen wesentlich höherer Standzeit, den daraus resultierenden niedrigeren Werkzeugkosten und der höheren Prozesssicherheit. Der Wegfall vieler Werkzeugwechsel reduziert zudem den Maschinenstillstand.
Die Produktion bei Schlote in Harzgerode besteht aus insgesamt zehn Fertigungszellen. In jeder dieser Zellen stehen drei Maschinen des Herstellers SW, zwei Doppelspindler W06 und ein Einspindler one6. Das Bauteil wird in drei Spannungen bearbeitet, wobei die Doppelspindler die beiden ersten Spannungen übernehmen und in der dritten das Finishing stattfindet.

The future is electric
Clutch housing manufacturing at the site was planned to last at least eight years with a peak output of 1.1 million parts per year. This peak was surpassed in 2020. Production has been ongoing for five years in the meanwhile with 900,000 parts produced per year.
Due to continuously improved productivity and the lower production quantities, there has been time to address future trends and produce different parts. The factory is already being modified for this purpose. The first of two new projects involves six different parts that Schlote is to produce for a hybrid model of super sports car manufacturer.
In the other project, Schlote’s expertise as a clutch housing manufacturer is once again called for – this time for an electric car. Schlote draws from the trend toward electric mobility by supplying e-cars with transmissions as well. For an innovative model with three gears, the connection between engine and transmission is to be produced in Harzgerode. Half of the factory capacity is currently being converted. The production of parts for combustion engines is to be ramped down to 50 per cent. In future, hybrid cars will account for 10 per cent and purely electric mobility for 40 per cent. Schlote has already produced the first parts for the new projects.

Contact
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Phone: +49 7361 585 3342


