

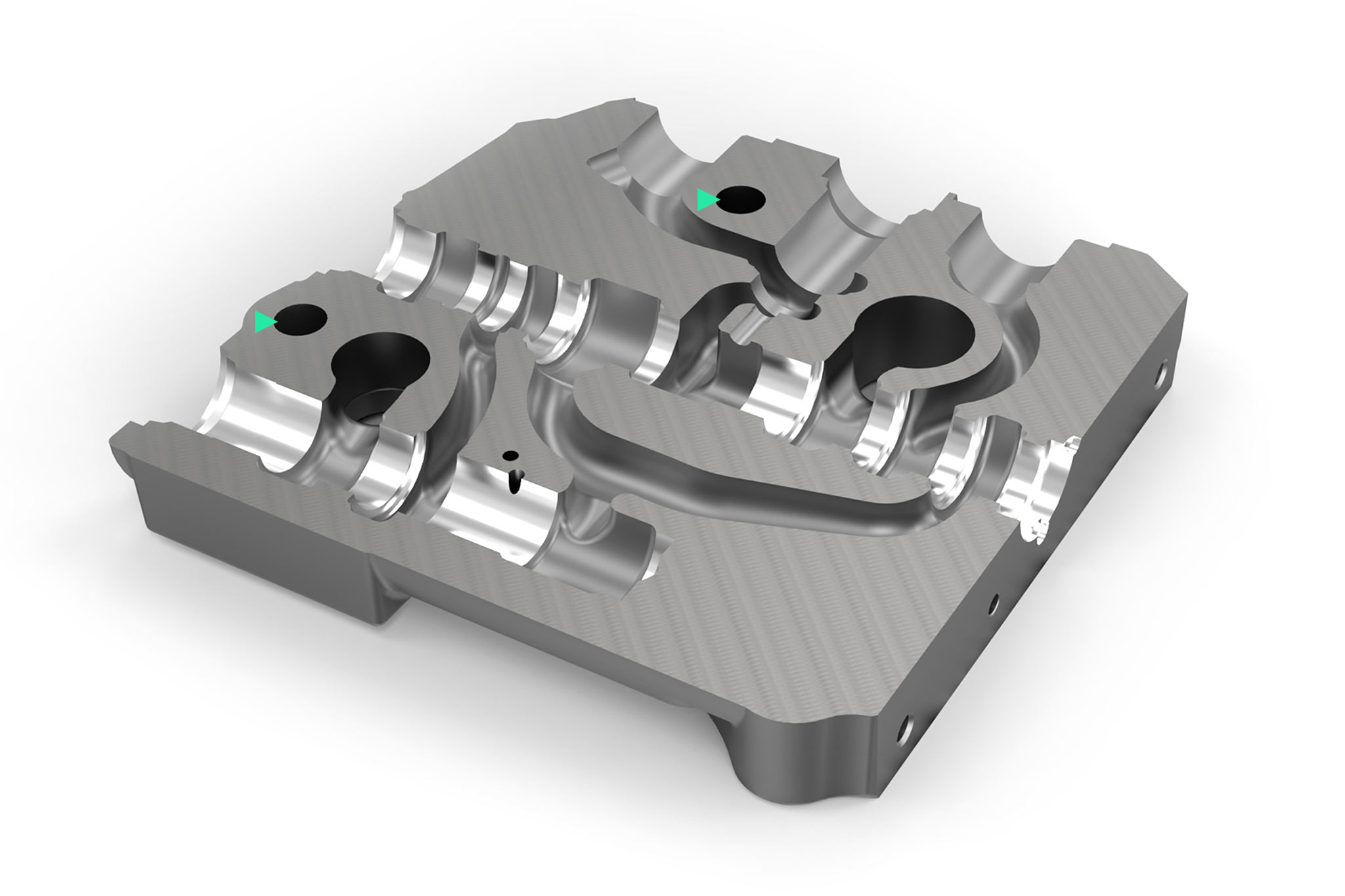
Corps de vanne hydraulique
Tout dépend de l'alésage principal. La production de corps de valve est la discipline suprême dans le monde de la technologie des fluides. L'expertise de MAPAL dans l'alésage de tiroir est convoitée depuis de nombreuses années. De la précision de ce perçage dépend le jeu avec le tiroir, de sorte que l'huile hydraulique ne puisse circuler que dans la direction souhaitée. Ce jeu est défini avec une extrême précision pour les vannes hydrauliques modernes. C'est pourquoi une grande attention est accordée à la circularité, à la forme cylindrique, à la rectitude et à la qualité de finition de ce perçage.

Exigências da usinagem
- Situação flutuante da tolerância do fundido
- Corte interrompido severo
- Evitar a formação de anéis durante o mandrilamento e garantir a remoção segura dos cavacos
- Evitar falhas macroscópicas nas bordas de controle no processo de mandrilamento
- Exigências elevadas para tolerância de forma e posição
- Remoção constante de material antes do brunimento
- Consideração da variação dos componentes e os espaços limitados de armazenamento das ferramentas no conceito de usinagem
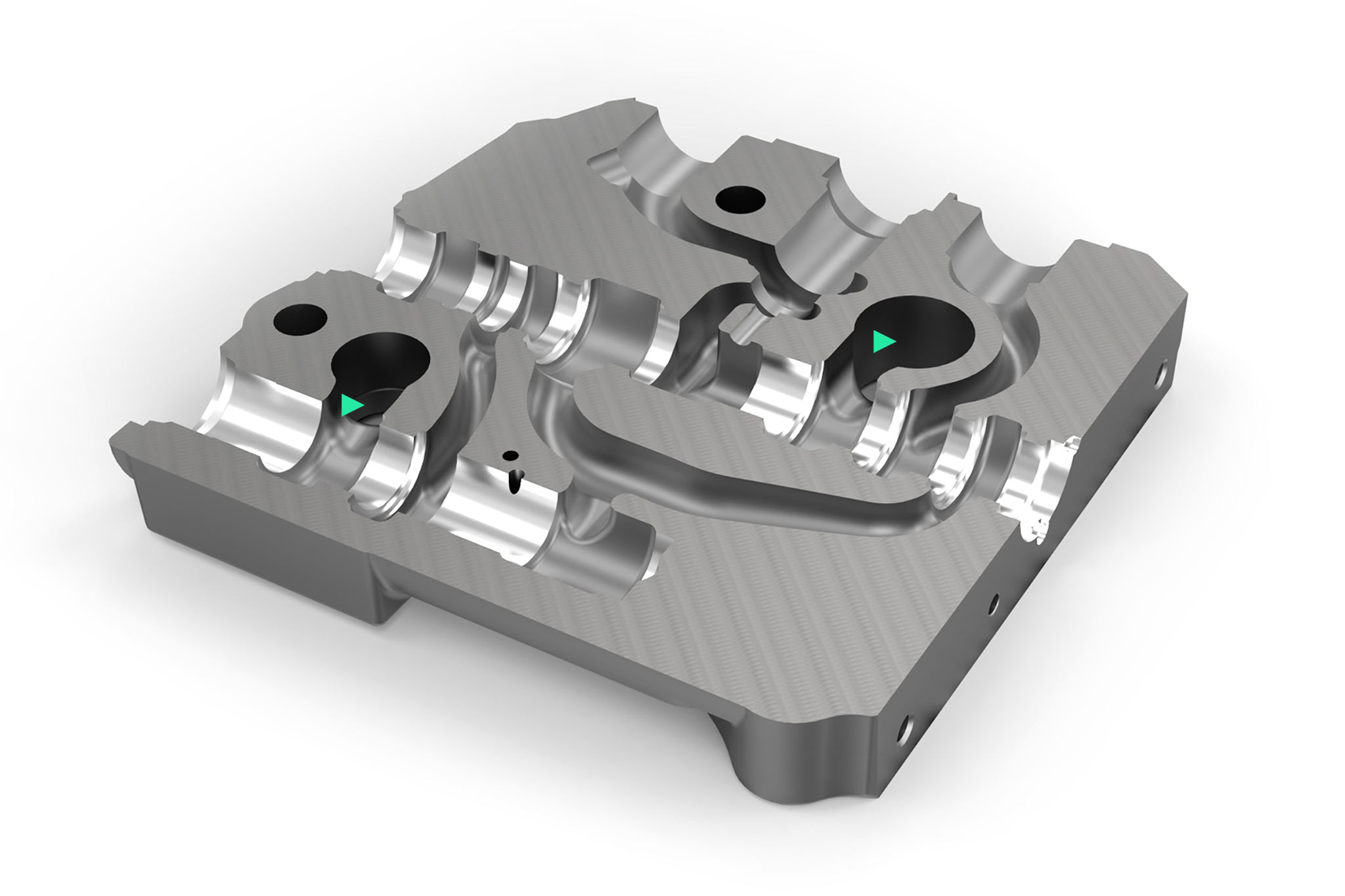
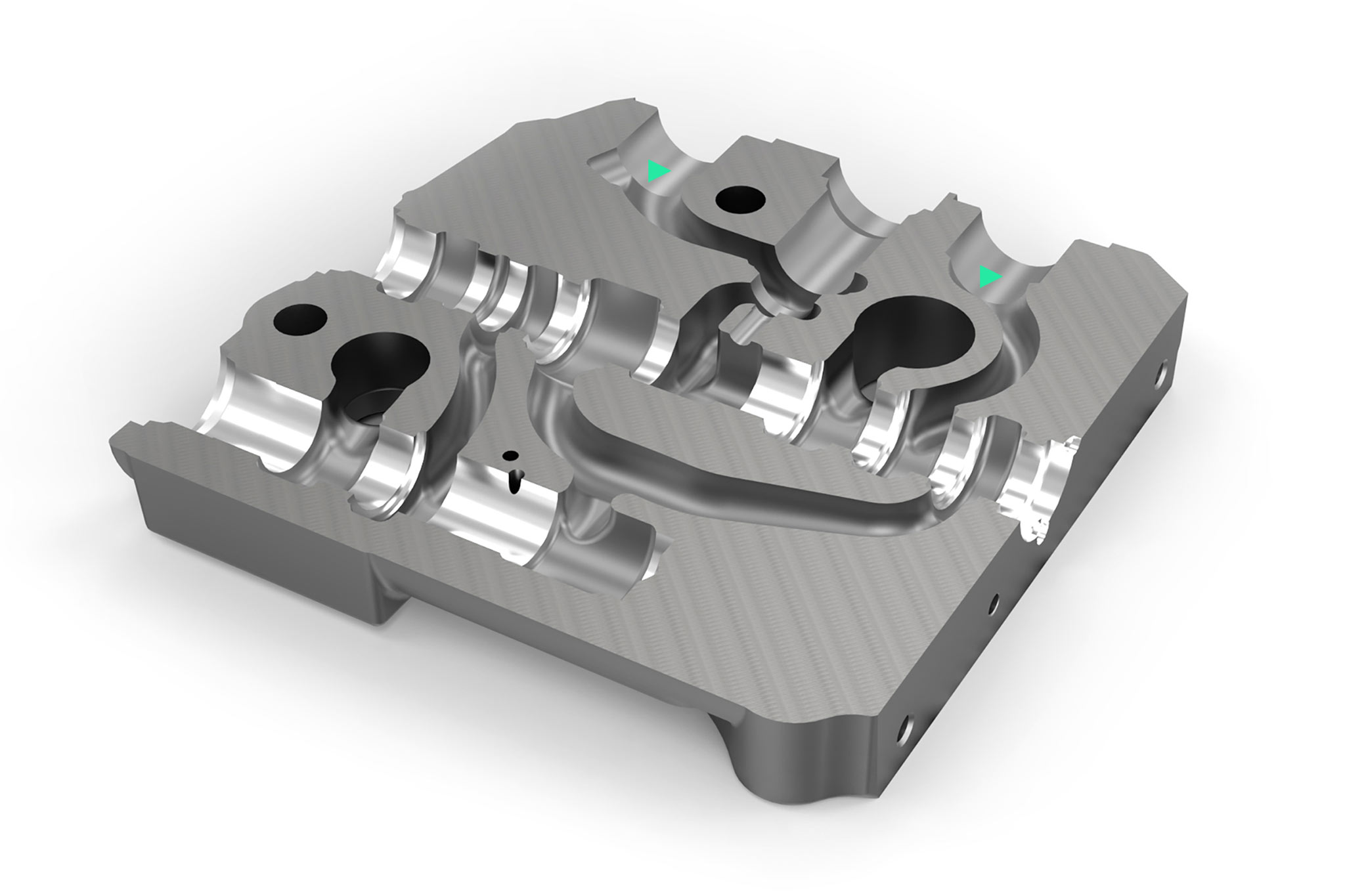
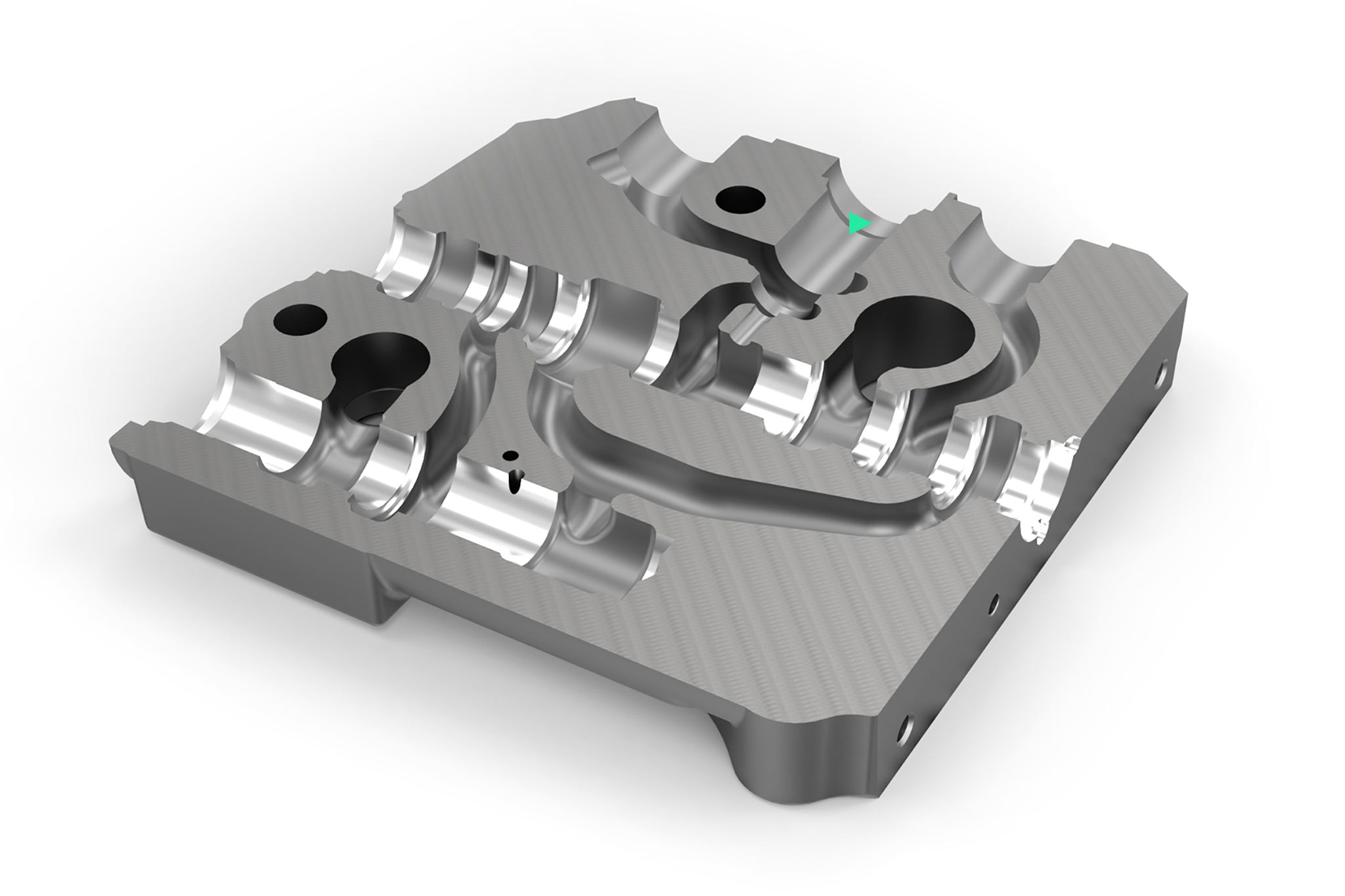
Válvula direcional
As válvulas direcionais são válvulas acionadas mecânica ou eletronicamente com várias posições de comutação. Dependendo da posição especificada da bobina ao longo das bordas de controle, um fluxo com volume é definido para operar o equipamento conectado. O compensador de pressão individual ajusta uma queda de pressão com carga constante através da borda de controle de alimentação do êmbolo, de modo que um controle de fluxo com volume independente da pressão de carga seja obtido em toda a faixa de ajuste, também na operação paralela (compensação de carga). O sistema deve estar livre de vazamentos, para evitar quedas acidentais da carga, mesmo nas operação em paralelo.
Usinagens de furos


Soluções para aplicação
1 – Small and medium series with fixed tools
Initial situation at the customer
Valve housing EN-GJS-400-15 – spool bore
- Individual orders, smaller and medium quantities
- No option for tool setting
- Short cycle times required
- High machine hourly rates
- Stable oscillating honing available
- Tool concept adapted to several part versions
2 – Large series with solid and adjustable tools
Initial situation at the customer
Valve housing EN-GJS-400-15 – spool bore and compensator bore
- Large-scale series
- Tool setting desired
- High machine hourly rates
- High costs for subsequent single pass honing
3 – Small lot sizes – Reduced tool changes due to combination tools
Initial situation at the customer
Valve housing EN-GJL-300 – spool bore
- Small lot sizes
- Option for tool setting available
- Too many/frequent tool changes
- High machine hourly rates
- High effort due to single pass honing process
4 – Flexible honing on the machining centre
Initial situation at the customer
Valve housing EN-GJS-400-15 – Compensator bore / honing
- Request for reduction of ancillary costs
- Existing machining centre re-tooled to TOOLTRONIC
- Honing for prototype manufacture, as well as small and medium-scale production runs
- Requirement for saving the honing process on separate machine
5 – Tool management
Initial situation at the customer
Valve housing EN-GJS-400-15 – complete machining
- High inventories
- Processes in the tool-setting area not optimal, and incomplete data quality
- Cost transparency is not sufficient
- High fluctuation due to general lack of skilled workers
- Problems with tool breakage
- High tool costs
Tool solutions
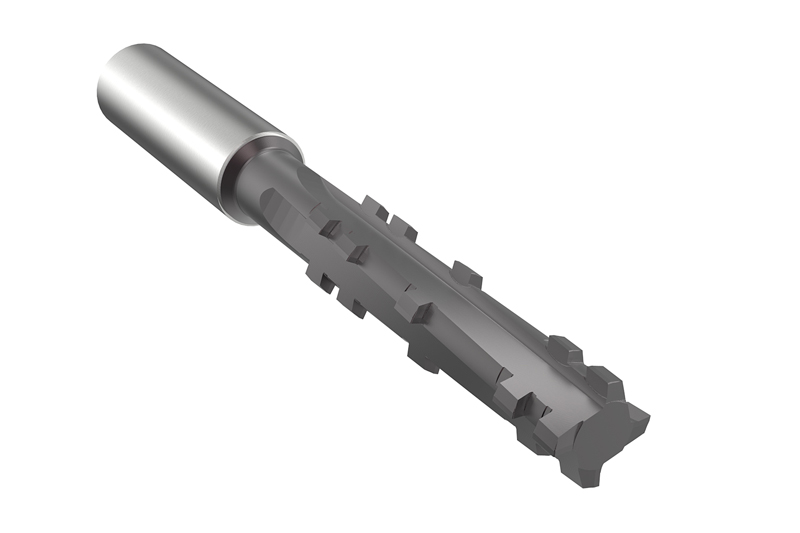
Piloting and boring



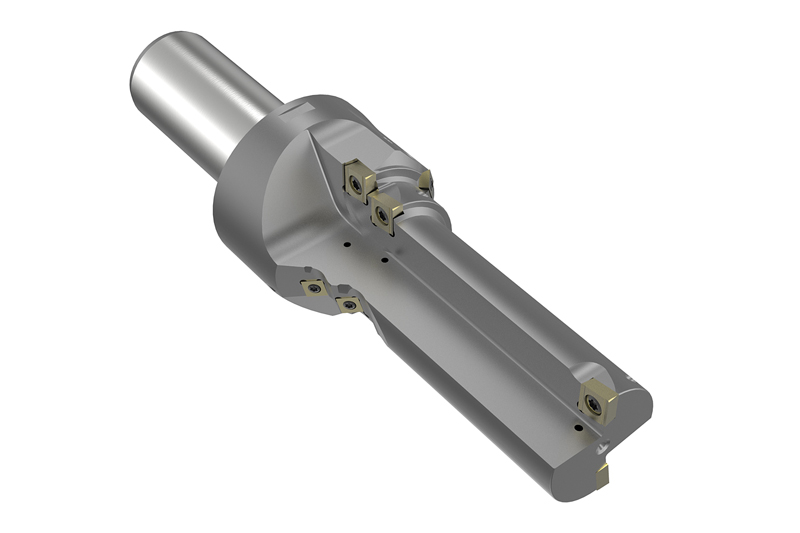
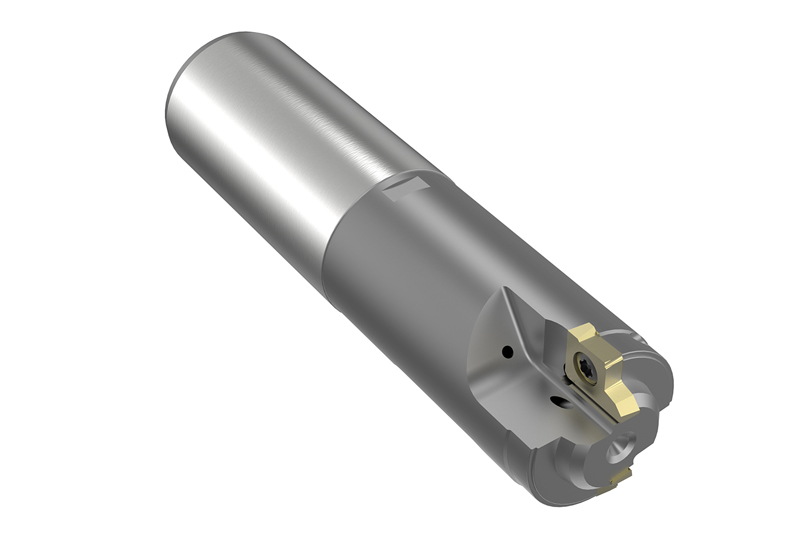
Control edge machining

Reaming and fine boring



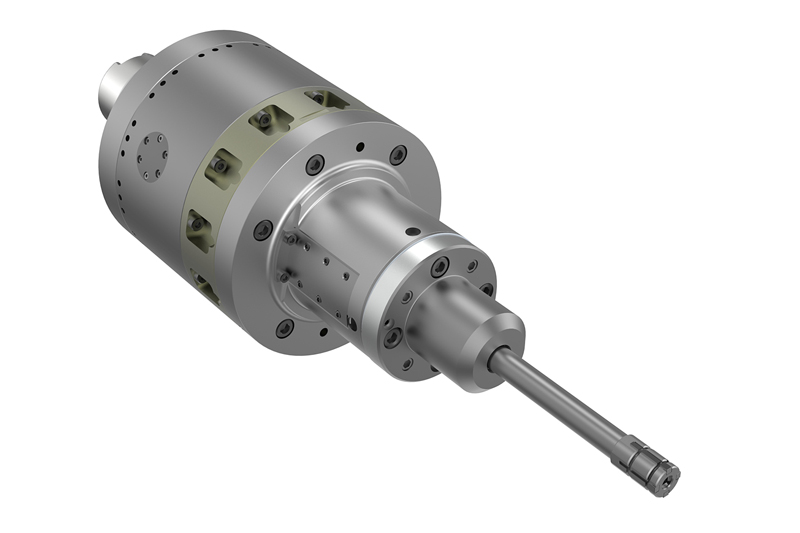
Fine machining with honing
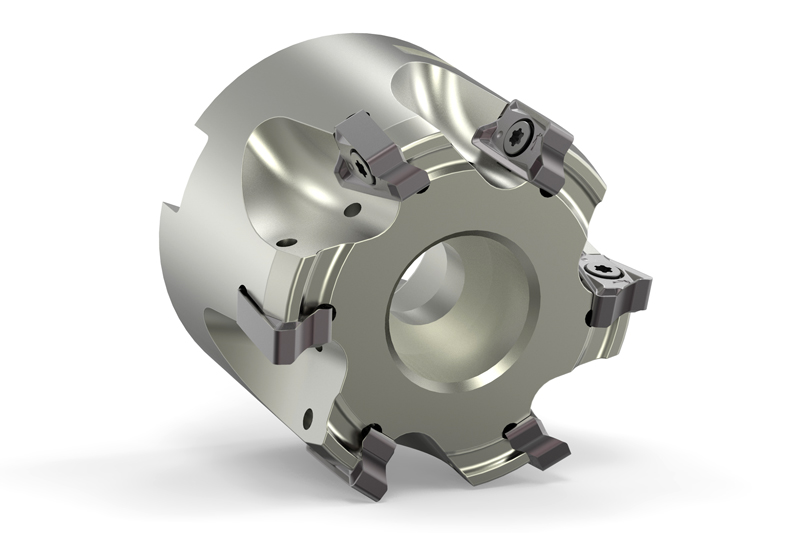
Milling


Clamping


