
Rodage flexible sur le centre d'usinage
Corps de valve EN-GJS-400-15 – Alésage de compensation/usinage de pierrage
Situation initiale du client

- Exigence de réduction des frais annexes
- Centre d'usinage existant transformé en TOOLTRONIC
- Usinage de pierrage pour la construction de prototypes, ainsi que pour les petites et moyennes séries
- Exigence d'économiser le processus de pierrage sur une machine séparée
Particularités de la solution
- Axe NC à part entière, intégré dans la commande de la machine
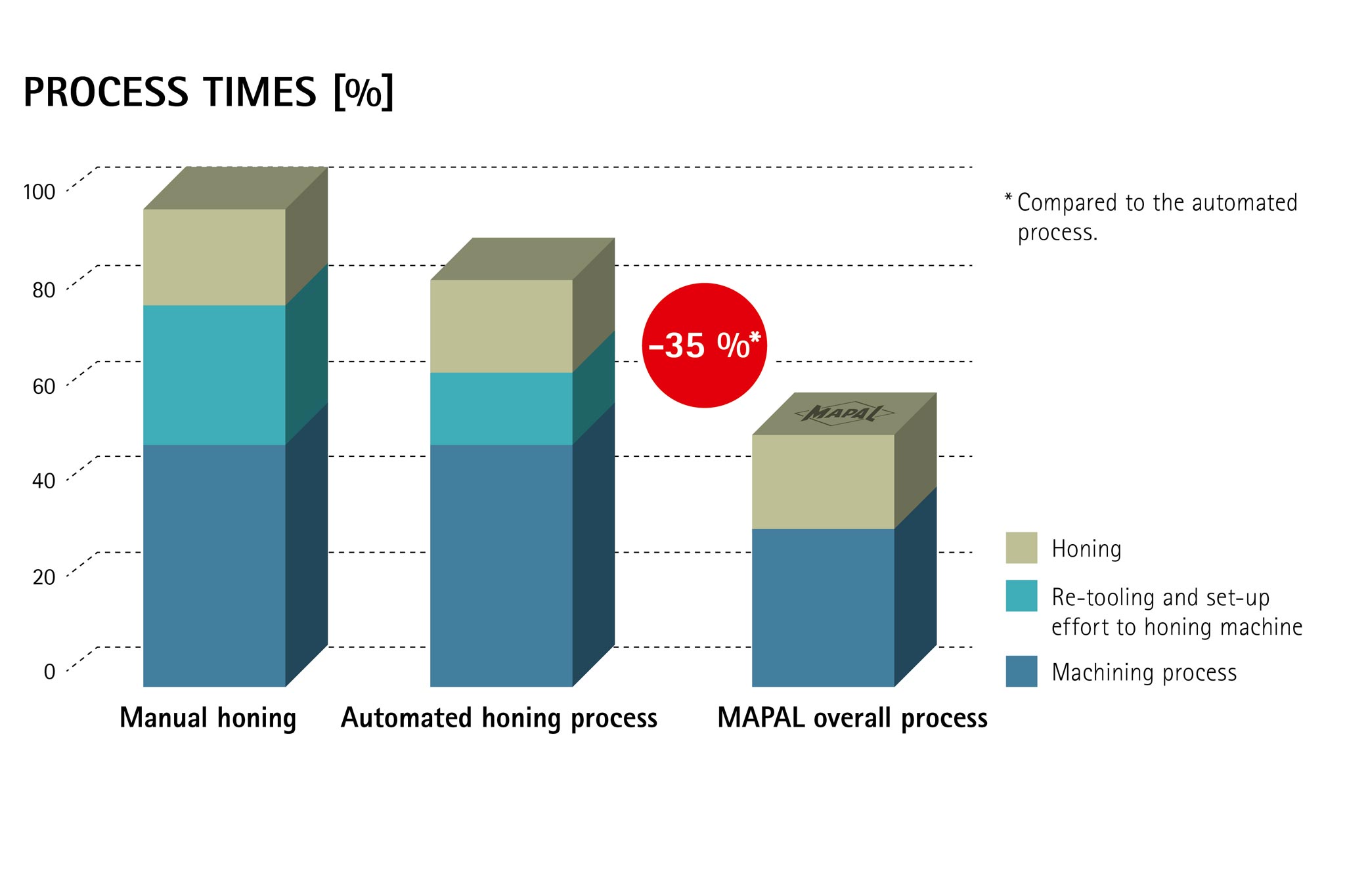
- Réduction des délais de fabrication et d’usinage
- Amélioration de la qualité de surface
- Meilleure stabilité de la forme
Alésage de compensation

Usinage final par pierrage
- Réduction considérable des délais de fabrication et d’usinage
- Meilleure stabilité de la forme
Pierrage avec TOOLTRONIC
L'usinage avec MAPAL TOOLTRONIC permet d'obtenir une qualité de surface et une précision dimensionnelle élevées avec des tolérances de fabrication très étroites ainsi qu'une grande flexibilité dans la fabrication. L'usure des barres de pierrage est compensée en toute sécurité par un mouvement de réglage très sensible et très précis (système EAT).
MAPAL TOOLTRONIC : Concept et avantages
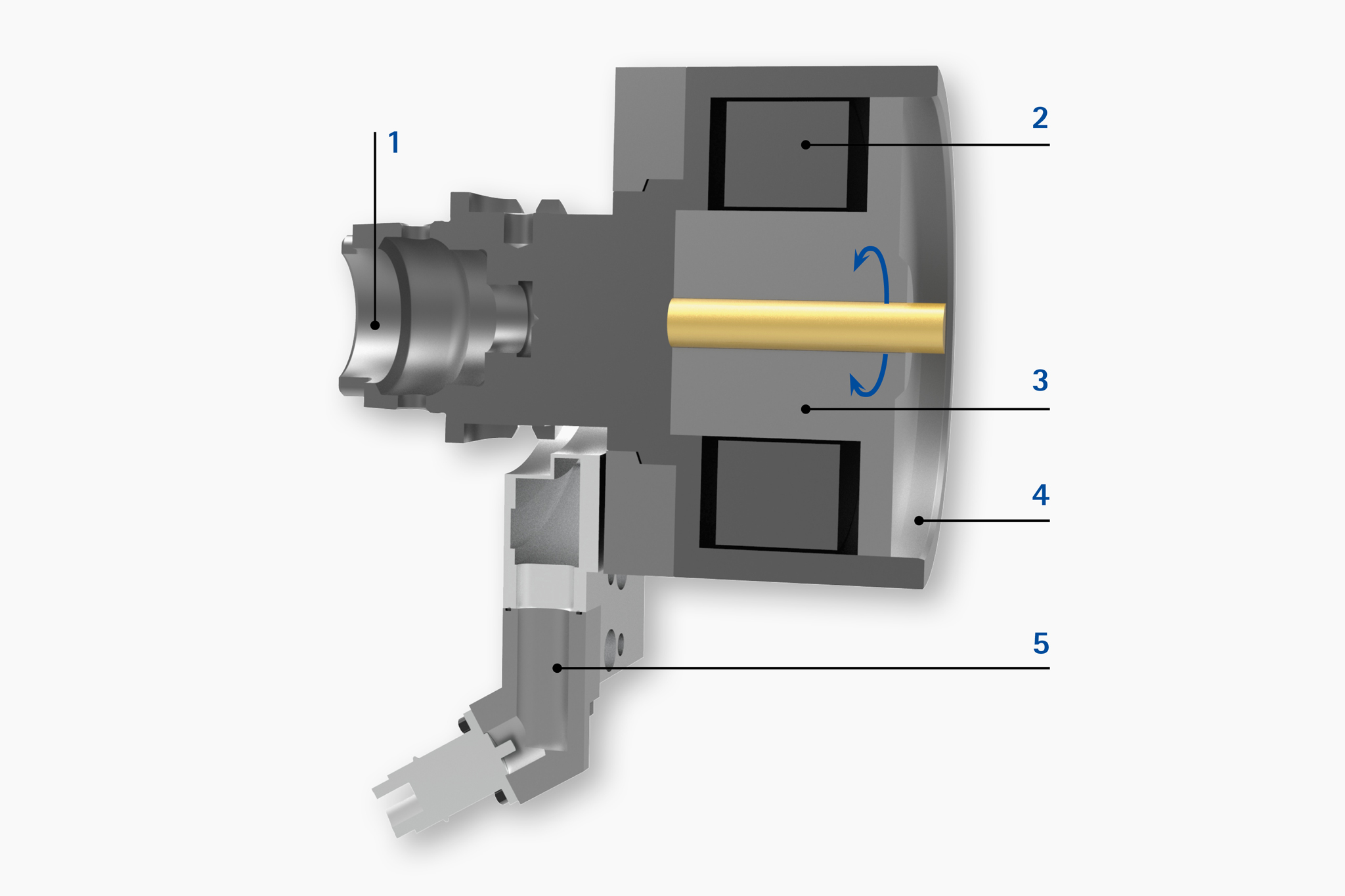
Concept TOOLTRONIC pour centres d'usinage :
- Interface machine
- Électronique
- Unité moteur avec point de raccordement défini
- Interface modulaire
- Stator (unité verticale)
AVANTAGES DE L'USINAGE PAR PIERRAGE :
- Tolérances de fabrication très étroites et flexibilité de production
- Qualité élevée des surfaces et précisions dimensionnelles
- Important potentiel d'économies et de qualité pour les prototypes, les petites et moyennes séries
- Pas d'opérations de rééquipement fastidieuses
Avantages
- Tolérances à atteindre : Exactitude du diamètre IT 6 et circularité < 5 μm
- Tournage d'un composant fixe et serré
- Possibilité de transitions arrondies sans bavures
- Quantité d'outils spéciaux réduit/faible
- Système nécessitant peu d'entretien grâce à l'outil de modelage excentrique (système EAT)
- Quasiment tous les centres d'usinage peuvent passer à la technologie MAPAL TOOLTRONIC
- L'erreur de changement de tension due au passage à la machine de pierrage est supprimée
- Processus complet d'alésage de compensation reproductible par MAPAL (rentabilité & fiabilité des processus maximales)