
Produzione di grandi serie con utensili fissi e registrabili
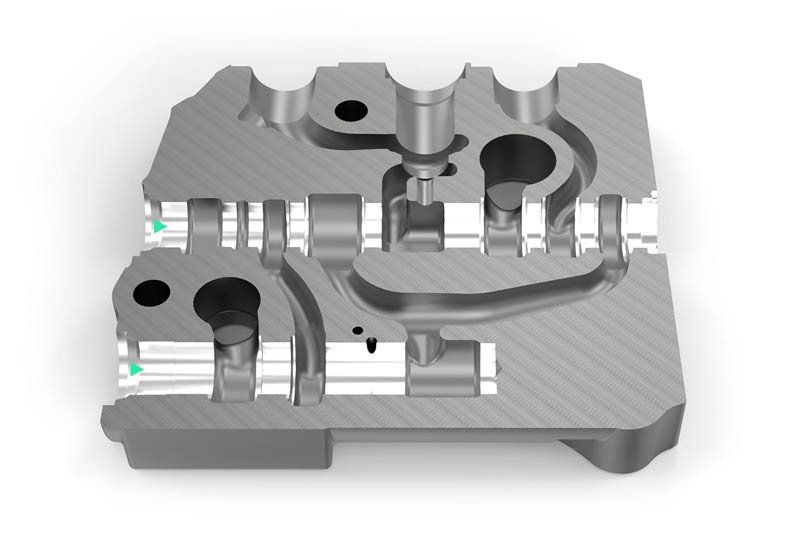
Corpo valvola EN-GJS-400-15 – Foro cursore e foro di compensazione della pressione
Situazione di partenza del cliente
- Serie di produzione grande
- Registrazione utensile desiderato
- Elevati costi orari della macchina
- Costi elevati per la successiva levigatura del foro
Particolarità della soluzione
- Utensili singoli perfettamente calibrati tra loro garantiscono condizioni ottimali per un processo di levigatura ridotto
- Il processo di levigatura può essere eliminato per alcuni requisiti relativi ai componenti
Foro cursore

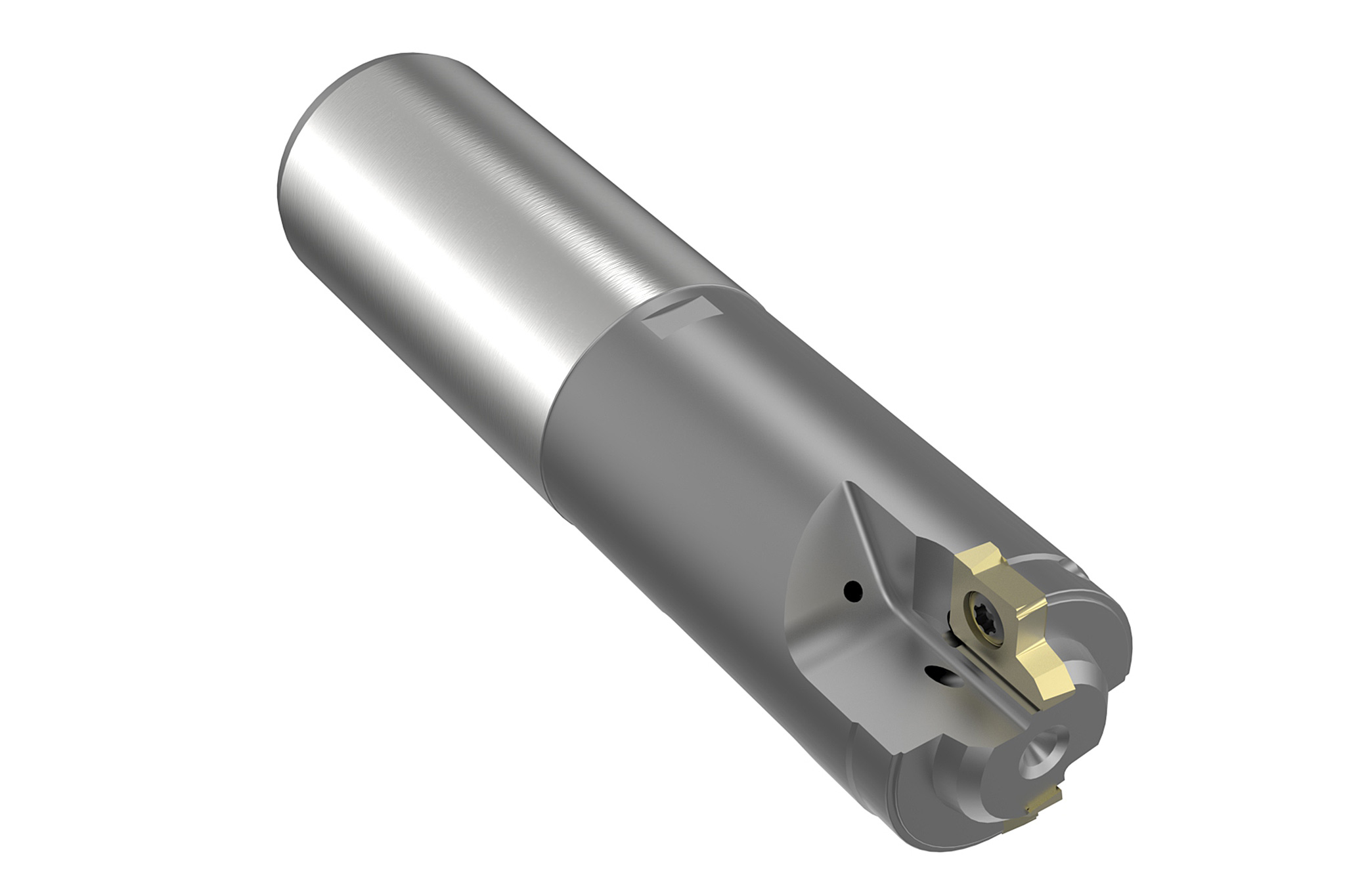
1. Barenatura
- Ottimi risultati di lavorazione preliminare grazie a un processo calibrato di foratura pilota e di barenatura
- Ottimo flusso di trucioli e ampie possibilità di riaffilatura grazie alla tecnologia multi-fase e a una perfetta adduzione del refrigerante
- Prevenzione della formazione di anelli grazie alla speciale geometria di barenatura → Eliminazione dei costi per la rimozione degli anelli

2. Lavorazione delle gole
- Utensile di profilatura in metallo duro integrale
- Massima precisione e qualità della superficie degli spigoli all’interno del foro cursore
- Spigoli all’interno del foro cursore definiti senza interruzioni

3. Barenatura di precisione
- Barenatore con sistema EasyAdjust e pattini di guida
- Finitura affidabile con semplice utilizzo
- Cilindricità migliori grazie al tracciamento eccellente
Foro di compensazione della pressione

1. Barenatura
- Bareno in metallo duro integrale dotata di sei margini di guida e una speciale geometria di taglio
- Foro dritto, flusso di trucioli ideale e guida su tutta la lunghezza del foro
- Riduzione dei tempi non produttivi grazie a due lavorazioni con un unico utensile
2. Lavorazione dei profili
- Bareno a due taglienti di profilatura
- Lavorazione affidabile del profilo
- Facile utilizzo con bassi costi del materiale da taglio
3. Barenatura di precisione
- Barenatore con sistema EasyAdjust e pattini di guida
- Finitura affidabile con semplice utilizzo senza successiva levigatura
- Cilindricità migliori grazie al tracciamento eccellente
Vantaggi
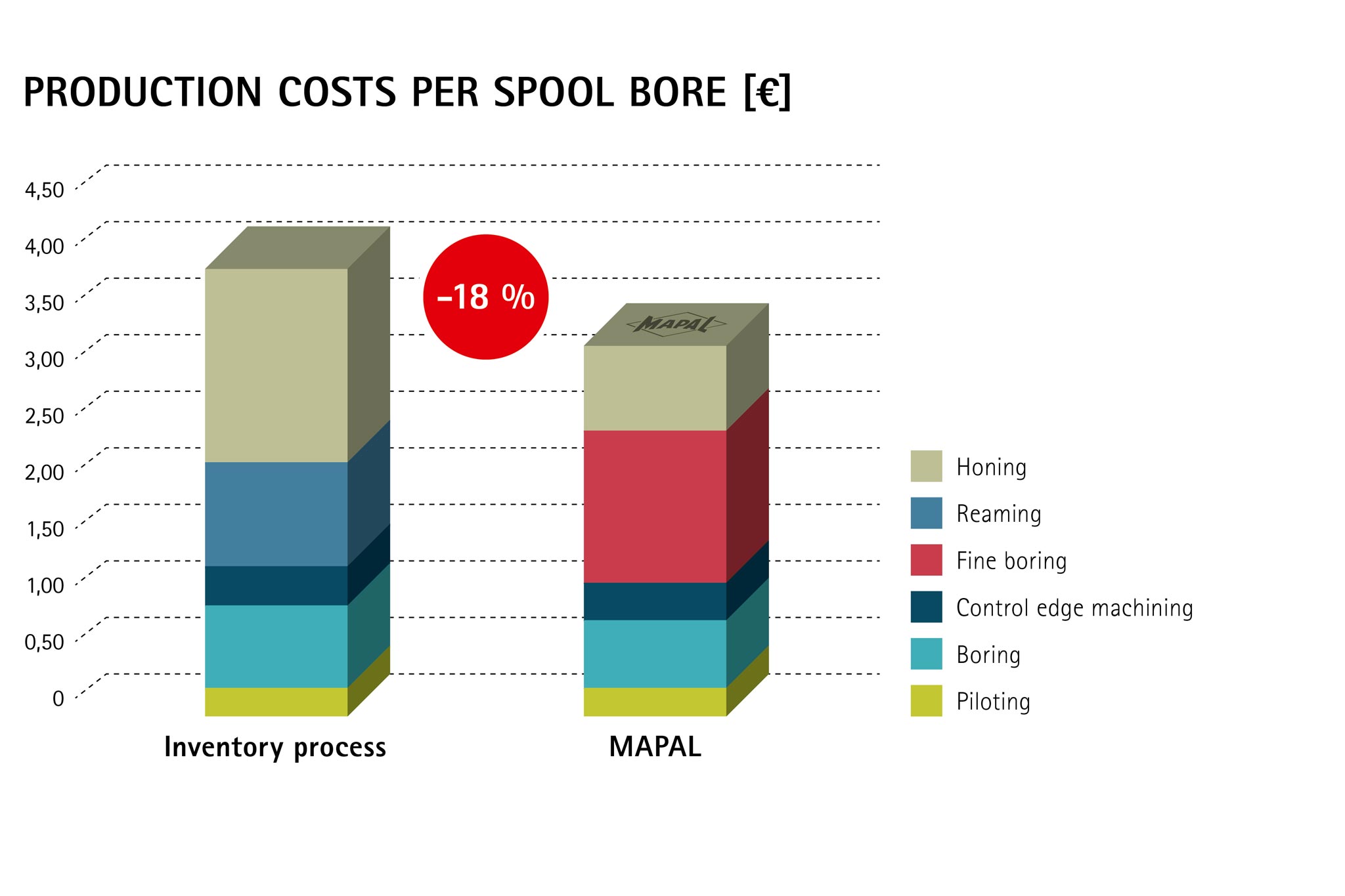
- Riduzione del costoso processo di levigatura del foro cursore
- Ridotti costi utensile per foro
- Tempi non produttivi ridotti grazie a un’ingegneria intelligente in collaborazione con il cliente
- Significativi risparmi sui costi grazie all’eliminazione del processo di levigatura nel foro di compensazione della pressione
![ANNUAL PRODUCTION COSTS OF THE COMPENSATOR BORE [€]](/medias/sys_master/root/h6c/h6e/9043460718622/Grafiken_EN-13/Grafiken-EN-13.jpg)