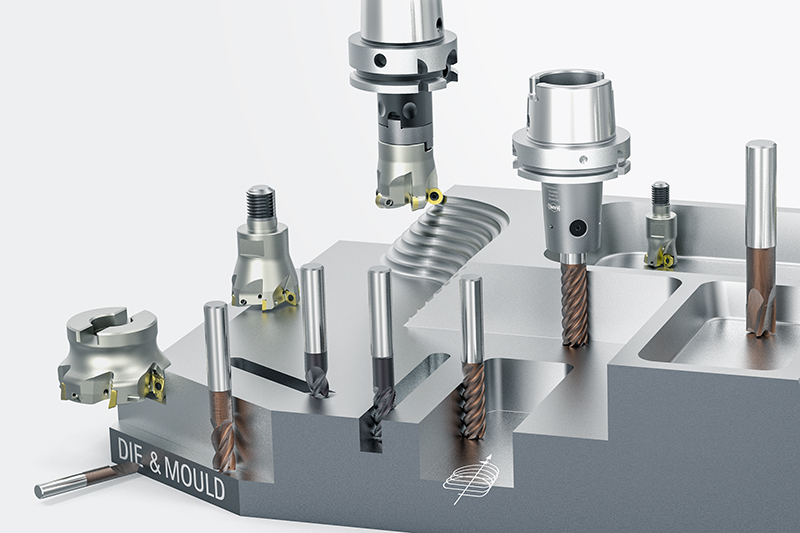
Iniciación en la fabricación de moldes y troqueles
Los fabricantes de moldes y troqueles esperan una elevada competencia en procesos y productos de su fabricante de herramientas de mecanizado. Pues la vida útil de los moldes que se deben crear y la precisión de las piezas moldeadas son fundamentales para la competitividad en la producción en masa. Por esta razón se exige la máxima precisión, una larga vida útil y, sobre todo, la seguridad del proceso a las herramientas.
Precisamente son estos aspectos los que hacen que MAPAL tenga éxito en sectores como la industria del automóvil, la construcción de máquinas o la industria aeronáutica. Por eso, la única lógica existente es que el fabricante de herramientas de precisión también ofrezca en la fabricación de moldes y troqueles soluciones eficientes y rentables para el proceso de mecanizado completo. Herramientas versátiles y precisas y adaptadores especiales con contornos estrechos y una concentricidad precisa minimizan los trabajos de pulido y de repaso gracias a una calidad de superficie constante durante el proceso de fresado. Estas permiten considerables ahorros económicos en el proceso completo.
Catálogo de herramientas para la fabricación de moldes
Fresas de metal duro
OptiMill-3D-BN
Fresa esférica
Mecanizado muy preciso de contornos 3D
Rango de Ø: 0,10 - 20,00 mm
OptiMill-3D-CR
Fresa de radio angular
Fresado con un radio angular muy preciso
Rango de Ø: 0,10 - 20,00 mm
OptiMill Fresa angular
Fresa angular
Ideal para el desbaste, acabado, fresado trocoidal y fresado de cavidades
Rango de Ø: 2,00 - 12,00 mm
OptiMill-3D-CS
Fresa de radio esférico
Acabado de superficies de forma libre complejas y geometrías de piezas complicadas
Rango de Ø: 2,00 - 12,00 mm
OptiMill-3D-HF
Fresa de alto avance
Ideal para el mecanizado de alto avance con gran cantidad de remoción de material y alta estabilidad en el proceso
Rango de Ø: 2,00 - 16,00 mm
OptiMill-3D-Alu
Fresas de radio esférico y angular
Mecanizado muy preciso de contornos 3D
Rango de Ø: 1,00 - 20,00 mm
OptiMill-Graphite-MT
Fresas esféricas y angulares
Fresas con un gran número de dientes para el desbaste con elevadas velocidades de eliminación para electrodos de grafito
Rango de Ø: 3,00 - 16,00 mm
OptiMill-3D-Graphite
Fresas de radio esférico y angular
Aptas para el mecanizado de electrodos de grafito
Diferentes modelos en función de la situación de mecanizado
Rango de Ø: 0,20 - 12,00 mm
OptiMill-3D-Copper
Fresas de radio esférico y angular
Geometría especial para el mecanizado de electrodos de cobre y aleaciones de metales no ferrosos duros
Rango de Ø: 0,10 - 20,00 mm
OptiMill-Diamond
Fresas de radio esférico y angular y fresa angular
Cuchillas de PCD para una larga vida útil
Rango de Ø: 3,00 - 12,00 mm
Fresas con plaquitas de corte reversibles
NeoMill-ISO-360
Fresa de placa redonda
Ideal para el desbaste y semiacabado
Rango de Ø: 10,00 - 160,00 mm
NeoMill-3D-Finish
Fresa de acabado
Ideal para el acabo de superficies a 90°, superficies planas y contornos
Rango de Ø: 16,00 - 42,00 mm
NeoMill-3D-Ballnose/-Torus
Fresas de radio esférico y angular
Una estructura básica con placa de corte de radio esférico y radio angular para acabado y semiacabado
Rango de Ø: 8,00 - 32,00 mm
NeoMill-2/4-HiFeed90
Fresa de alto avance/fresa de corte en esquina de 90°
Sistema de herramientas universal para una máxima productividad
Rango de ø: 16.00 - 200.00 mm
Taladrado | Avellanado
ECU-Drill-Steel
Broca fabricada por completo en metal duro
Taladro completo de doble filo con muy buena relación calidad-precio
Amplia gama de aplicaciones
Geometrías idóneas para lograr gran precisión y estabilidad en el proceso
Rango de Ø: 1,00 – 20,00 mm
MEGA-Drill-Hardened
Broca, de gran calidad, fabricada por completo en metal duro
Taladro completo de doble filo con recubrimiento y geometría que se adaptan al mecanizado estable de materiales templados
Nueva micro y macrogeometría
Rango de Ø: 2,55 – 16,00 mm
MEGA-Drill-Steel-Plus
Broca, de gran calidad, fabricada por completo en metal duro
Taladro completo de doble filo con recubrimiento y geometría que se adaptan al mecanizado de acero
Geometría de ranura de virutas y preparación modificada de los filos de corte mejoradas
Rango de Ø: 3,00 – 25,00 mm
Tritan-Drill-Steel
Broca, de tres filos, fabricada por completo en metal duro
Taladro completo de tres filos para el máximo avance
Cuchilla transversal con autocentrado para situaciones de taladrado difíciles
Especialmente adaptada al mecanizado de acero
Rango de Ø: 4,00 – 20,00 mm
Tritan-Spot-Drill-Steel
Broca piloto
Broca piloto de tres filos para taladrado exigente
Se adapta especialmente al taladro de tres filos
Rango de Ø: 4,00 – 20,00 mm
Tritan-Step-Drill
Broca escalonada
Broca escalonada, de tres filos, con cuchilla transversal con autocentrado
Mecanizado de agujeros para roscar sin movimiento pendular
Rango de Ø: 4,25 – 14,15 mm
MEGA-Deep-Drill
Taladro profundo
Taladrado estable y eficiente de agujeros profundos de hasta 40xD
Broca piloto MEGA-Pilot-Drill
Rango de Ø: 1,00 – 16,00 mm
MEGA-Drill-Reamer
Broca escariadora
Combina dos operaciones (taladrado y escariado) en una herramienta
Filos escariadores mejorados
Reducción de los periodos principales y los no productivos
Tolerancia del agujero ≥ IT7
Rango de Ø: 4,00 – 16,00 mm
Avellanador cónico de precisión
Avellanador con división irregular
Insertos divididos de forma muy irregular
Mayor precisión y mejores valores superficiales#
Fuerzas axiales y radiales reducidas
Vibraciones reducidas considerablemente
Aumento de los parámetros de corte para la máxima productividad
Rango de Ø: 4,30 – 31,00 mm
MEGA-Drill-Reamer-Pyramid
Broca escariadora con punta piramidal
Taladrado de inicio, taladrado y escariado con una herramienta
Centrado mejorado gracias a la punta piramidal
Reducción de los periodos principales y los no productivos
Tolerancia del agujero ≥ IT7
Rango de Ø: 4,00 – 16,00 mm
Brocas de plaquitas de corte QTD
Taladro completo con sistema de cabezal intercambiable
Sistema rentable con placas de corte intercambiables
Sistema de sujeción con arrastre de fuerza y de forma
Manejo sencillo
Alta precisión de concentricidad
Rango de Ø: 8,10 – 49,00 mm
Escariado
FixReam – FXR
Escariador de alto rendimiento con mango cilíndrico
Escariador de alto rendimiento, completo en metal duro
Con ranuras rectas para agujeros pasantes y agujeros ciegos
Con ranuras oblicuas a la izquierda para agujeros pasantes
Rango de Ø: 3,00 – 20,00 mm
CPReam – CPR
Escariador de cabezal intercambiable
Máximo grado posible de estabilidad y rigidez gracias al cono y cara plana de apoyo axial
Alta precisión de concentricidad de 5 μm
Manejo sencillo
Rango de Ø: 8,00 – 40,00 mm
Escariador de regulación rápida – WN 50
Escariador manual
Escariador de regulación rápida con gran rango de ajuste
Idóneo especialmente para las reparaciones
Juegos de cuchillas de repuesto disponibles
Rango de Ø: 6,40 – 95,00 mm
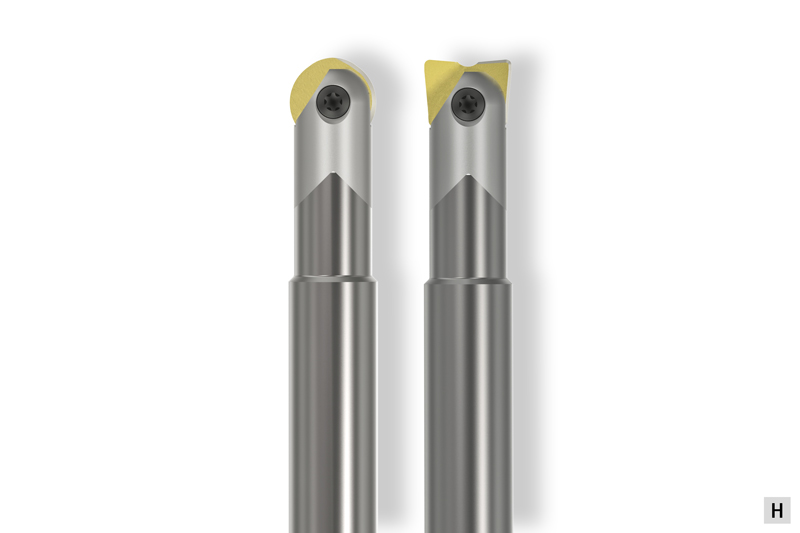
Herramientas con guías de apoyo
Herramientas con guías de apoyo
Máxima precisión con el principio MAPAL
Conducción directa en el agujero con las guías de apoyo
Plaquitas reversibles afiladas con precisión
Ajuste de gran precisión para el mecanizado de taladrado de μm preciso
Los componentes cada vez más complejos y con cavidades cuya profundidad se incrementa, y las nervaduras estructurales y de refuerzo en los moldes de inyección de plástico y los moldes de fundición de presión hacen imprescindible el uso de herramientas muy largas con piezas que presentan un diámetro muy pequeño. Las complejas geometrías de las piezas y las diferentes cualidades de los materiales suponen unos requisitos muy altos de mecanizado y vida útil de las herramientas.
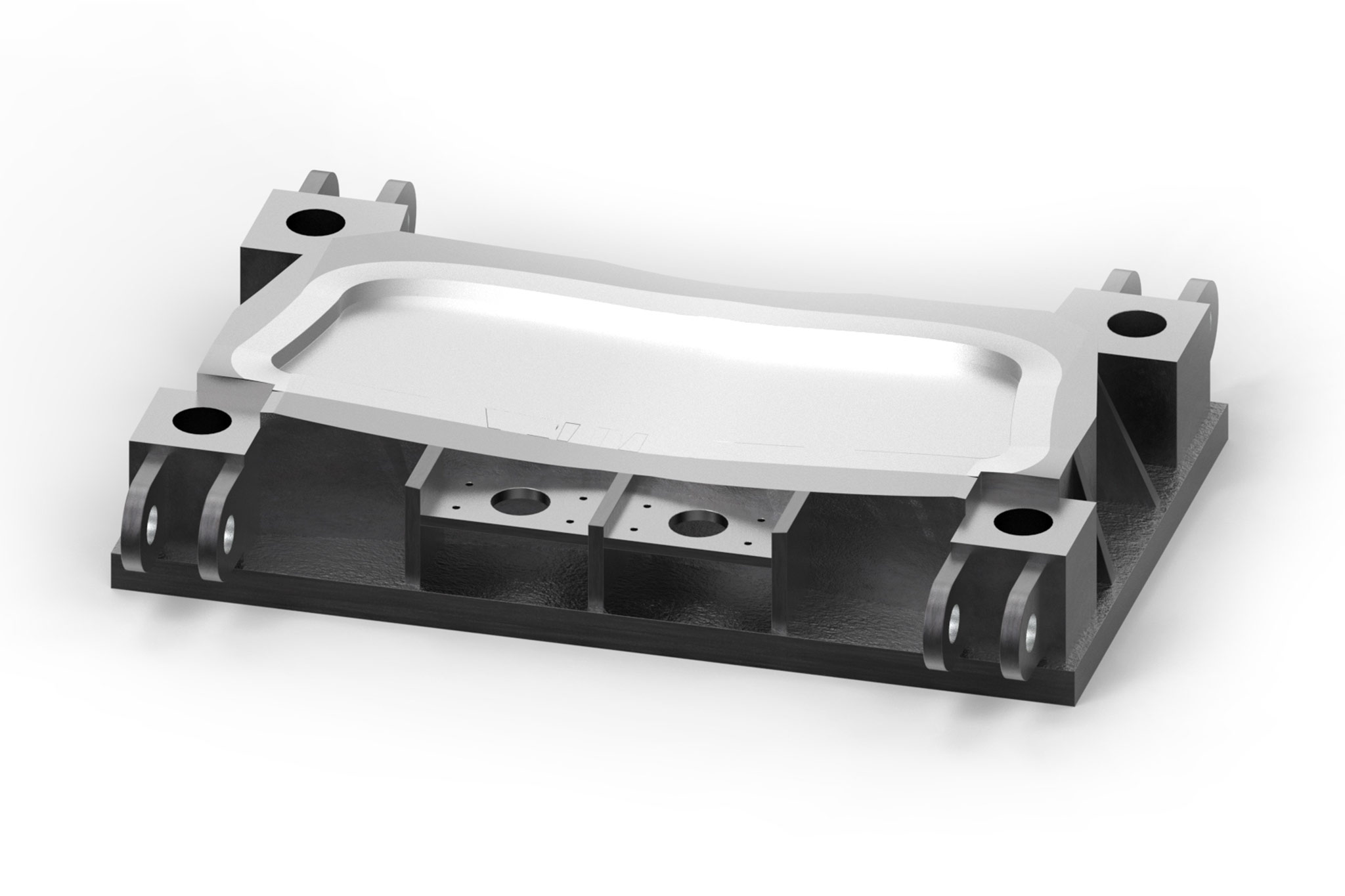
En la construcción, la ingeniería y la fabricación de herramientas de conformado en frío de tamaño medio y grande se utiliza a menudo hierro fundido debido a las propiedades del material, tales como la resistencia a la presión y la fácil maquinabilidad. En este caso, los componentes principales son las placas de molde y los insertos de molde. MAPAL tiene una gran experiencia en el fresado (2D y 3D) y taladrado (taladrado, escariado, roscado).
Cuando se trata de moldes de series piloto o de prototipos, no es raro que se utilicen materiales fáciles de mecanizar. A menudo se emplean aleaciones de aluminio o ureol (plásticos). En estos casos, las herramientas de metal duro con filos de cuchillas positivas y parcialmente pulidas y las herramientas de PCD aún mejor procuran una elevada productividad y breves tiempos de mecanizado.
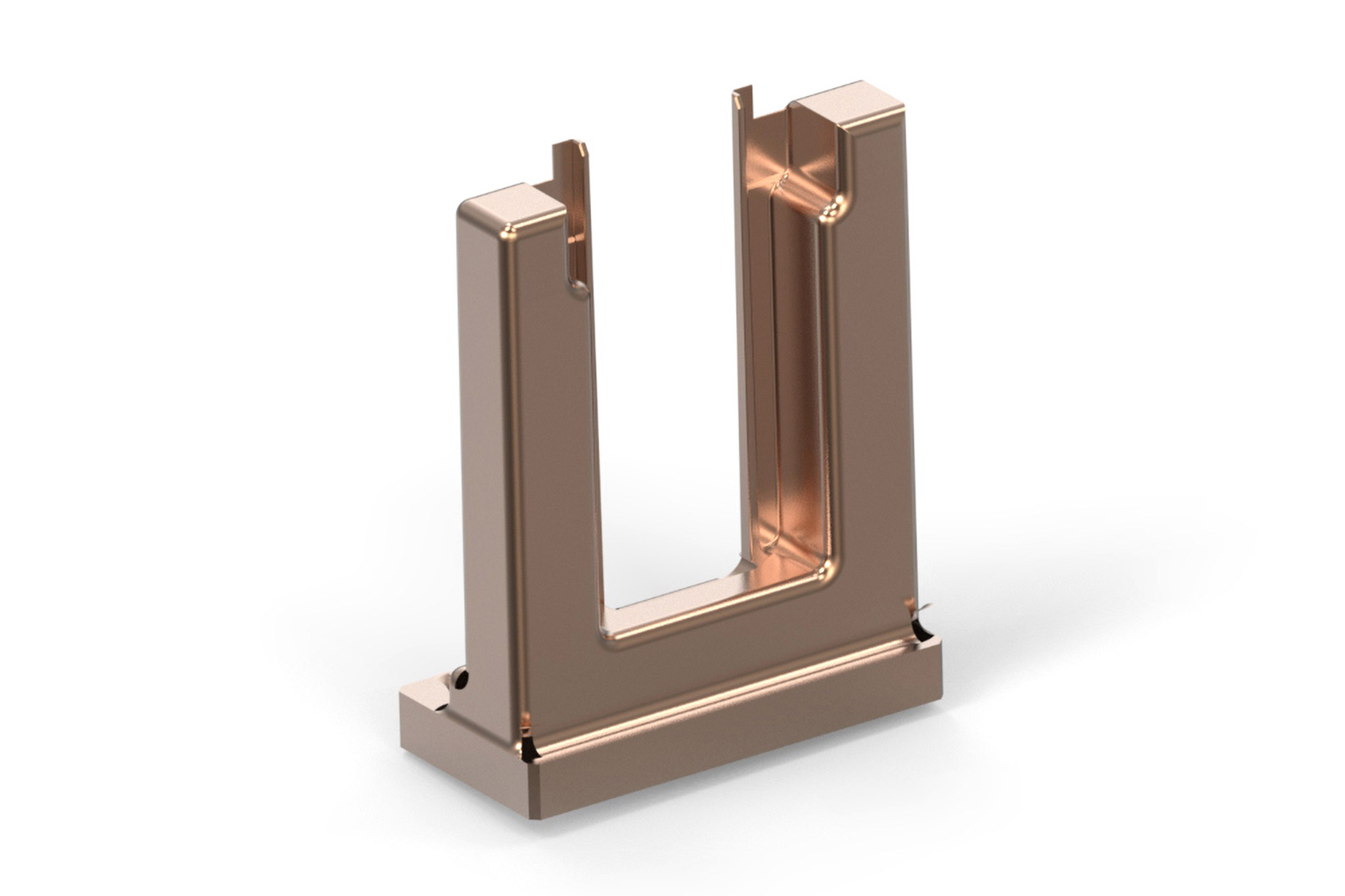
La fabricación de electrodos para procesos de gestión de datos energéticos requiere mecanizar aleaciones de cobre y materiales de grafito. La elección del material de los electrodos se rige por los requisitos del molde que se debe fabricar. Las aleaciones de cobre son relativamente caras y, en general, se utilizan para el mecanizado final en los electrodos cuando se trata de una elevada calidad de superficie y precisión de moldeo. Las fresas de metal duro con geometrías especiales de MAPAL garantizan aquí unos resultados de mecanizado muy precisos.
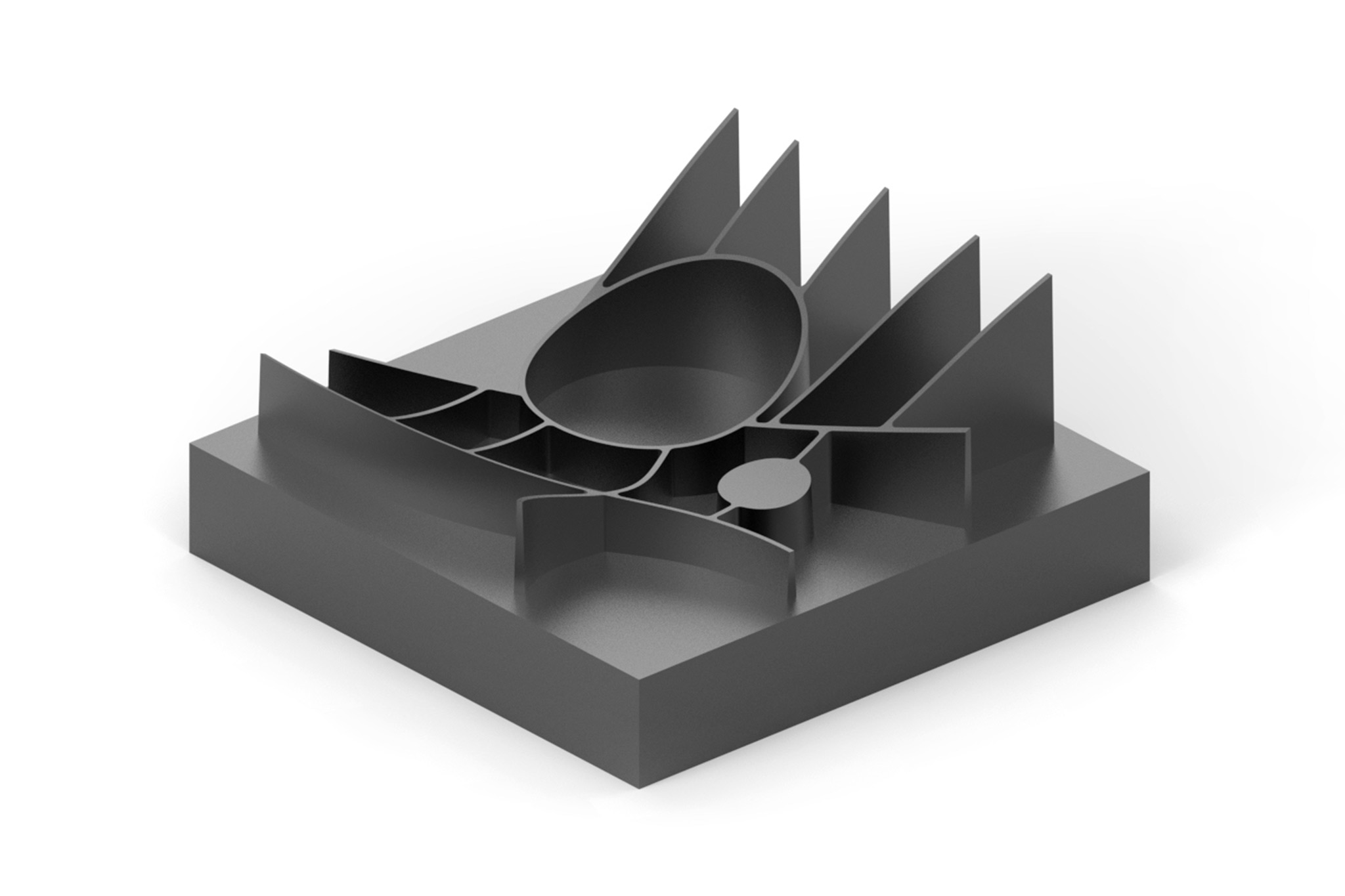
El grafito tiene un efecto muy abrasivo sobre la herramienta y genera un gran desgaste en el filo de la cuchilla. El aumento del desgaste tiende a reventar los perfiles que se mecanizan. Por esta razón se requiere una herramienta con la geometría adecuada y el material de corte óptimo. Para el mecanizado de grafito MAPAL utiliza herramientas de metal duro con recubrimiento de diamante o herramientas de PCD.
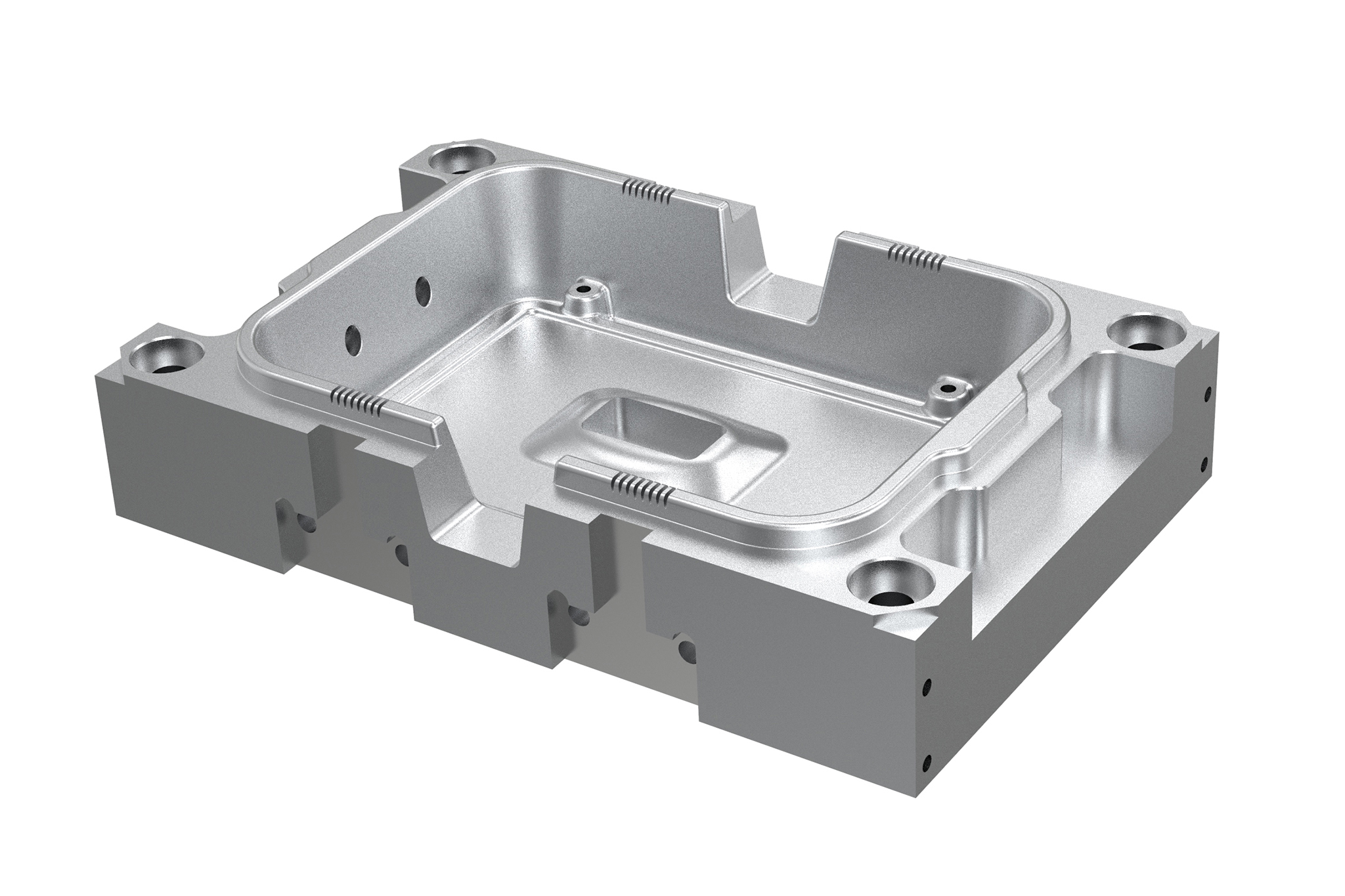
Ejemplo de aplicación:
Electrodos para electroerosión (procesos EDM)
Dal pezzo grezzo al pezzo finito
Con pochi clic all’utensile giusto: arrivare rapidamente all’utensile desiderato in funzione della lavorazione, dell’operazione concreta e del requisito dell’utensile.
1 / 8
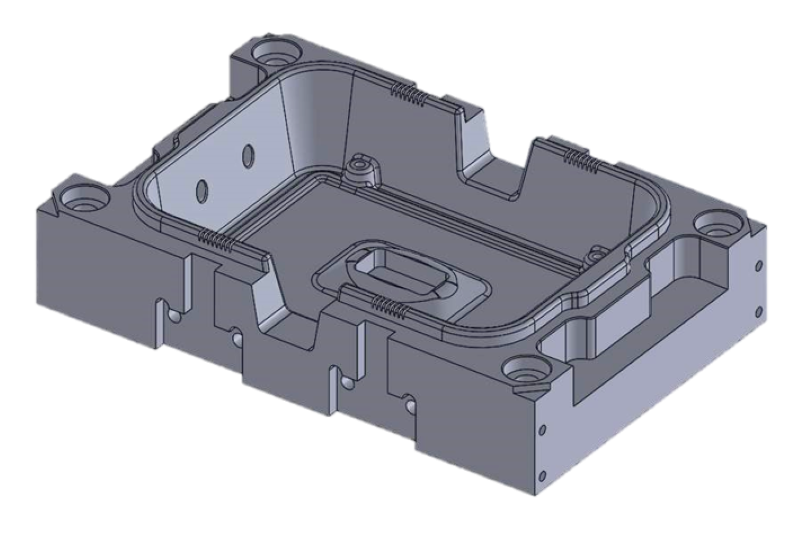
Superfici 2D
Da un lato, questa categoria comprende i processi di lavorazione eseguiti direttamente sulla macchina, come la fresatura a spianare e la fresatura di tasche e pareti dritte. Dall’altro, include anche le operazioni per geometrie complesse che vengono programmate tramite un software CAM.
Nella costruzione di stampi e matrici, la produzione di stampi sempre più complessi è parte della vita quotidiana. I continui sviluppi delle macchine utensili e del software CAM portano le prestazioni e la produttività a un livello ancora più elevato. Ne consegue che anche gli utensili utilizzati devono andare di pari passo con il più recente stato dell’arte. Per ottenere risultati ottimali, all’inizio della progettazione si esegue un’analisi del processo.
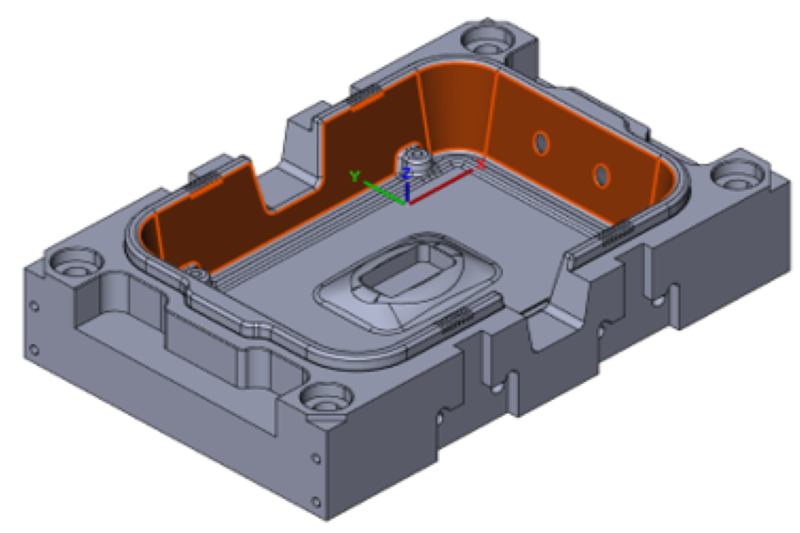
Le casse porta stampo presentano anche operazioni di lavorazione necessarie per la fusione o per diversi elementi integrativi. Gli utenti utilizzano in misura crescente frese trocoidali per lavorare le tasche aperte (lavorazioni periferiche). Tale metodo permette di ottimizzare i tempi di lavorazione e di estendere la durata dell’utensile.
Le tasche chiuse vengono prodotte per lo più tramite la sgrossatura nei piani Z. L’ingresso di lavorazione viene spesso individuato utilizzando un’inclinazione durante la fresatura. La scelta dell’utensile dipende dalla profondità delle pareti e dai piani inclinati da riprodurre sul componente. L’ampio portfolio MAPAL di sistemi modulari include anche la lavorazione di tasche più profonde con grandi diametri.
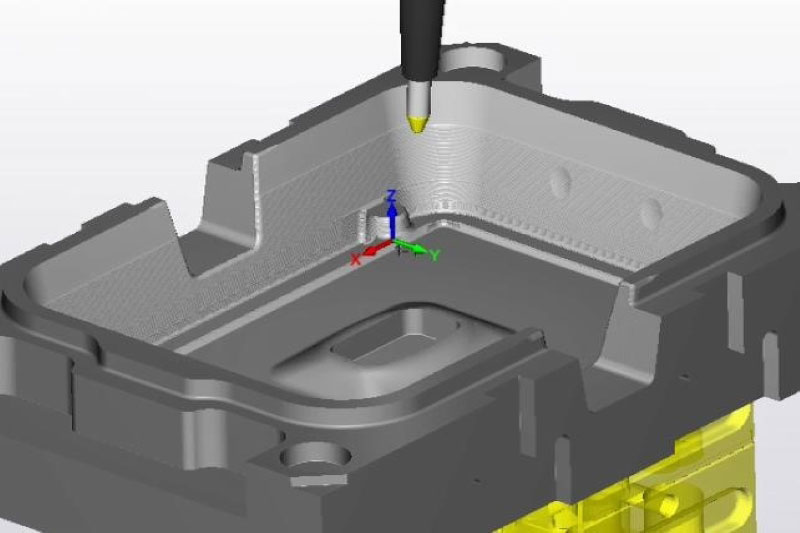
Uno degli obiettivi principali delle lavorazioni di fresatura è costituito dalla riduzione del tempo di lavorazione. Spesso è possibile eliminare il processo di preforatura grazie alle geometrie specifiche dell’utensile volte alla lavorazione di tasche chiuse e rotonde. Nell’interpolazione elicoidale, i tracciati di fresatura vengono impostati con ingressi elicoidali idonei alle dimensioni delle tasche.
Le operazioni volte a creare superfici piane sono molto frequenti e ricorrono in diversi settori nella costruzione di stampi e matrici, sia che si tratti di componenti, di strategie dovute alla rispettiva lavorazione di fresatura o ai requisiti delle superfici di chiusura degli stampi, dei tagli e delle fustelle. L’utensile corretto viene quindi selezionato in base all’applicazione e al requisito.
Plastic injection moulds and die casting moulds often have ribs and thin walls. Ribs, for example, are increasingly being milled, as this process is more cost-effective than EDM (spark eroding). As a rule, long or extra-long carbide tools with small diameters are used. Customer-specific solutions (RibCutter) to match the respective rib shape are also possible here.
La costruzione di stampi e matrici comprende una vasta gamma di operazioni di foratura integrale: dai fori di grandi dimensioni per colonne di guida, attraverso fori profondi per sistemi di raffreddamento fino ai fori ad alta precisione per perni espulsori. MAPAL offre un portfolio completo di utensili di foratura e alesatura per le singole fasi di lavorazione.
Anche la gestione ottimizzat a degli acquisti è importante per una chiara organizzazione dell'inventario degli utensili.
2. Logistica degli utensili
Redditività anche ai margini della lavorazione: sistemi di distribuzione intelligenti riducono significativamente il tempo non produttivo
3. Ingegneria
I nostri specialisti di lavorazioni per asportazione truciolo, forniscono supporto all'ingegneria di processo tramite, ad esempio, simulazioni CAM, consulenza generale e sviluppo di strategie di lavorazione convenienti.
4. Misurazione e regolazione
Dispositivi di regolazione e misurazione affidabili convincono per la precisione e la facilità d'uso nell'impostazione degli utensili.
5. Utensili e tecnologia di serraggio
Dal mandrino al tagliente: MAPAL offre una gamma completa di utensili e tecnologia di serraggio per la costruzione di stampi e matrici.
6. Lavorazione
Processi di lavorazione efficienti e strategie di lavorazione adattate al più alto livello tecnologico.
7. Digitalizzazione e automazione
Digitalizzare rapidamente e facilmente: il c-Connect Box trasmette digitalmente i dati di misurazione dal dispositivo di regolazione alla macchina utensile. Monitora inoltre, tra le altre cose, lo stato della macchina.
8. Rigenerazione
In brevissimo tempo, i clienti ricevono i loro utensili rigenerati alla qualità di produzione. Su richiesta anche con servizio di ritiro e consegna.
Engineering Workflow: dalla teoria alla pratica
La missione di MAPAL consiste nel trovare la soluzione perfetta per le esigenze del cliente. Oltre alle soluzioni speciali personalizzate e a un ampio portfolio di prodotti standard, sono disponibili anche servizi completi volti a realizzare in modo ottimale l’intero processo: dall’idea del prodotto fino al truciolo. I clienti possono fare affidamento sull’esperienza pluriennale del leader tecnologico nel settore della truciolatura.
1. Richiesta del cliente
I funzionari e partner di vendita MAPAL sono disponibili direttamente per richieste individuali. Durante una fase preliminare, analizzano insieme al cliente le esigenze concrete e l’ambito (lavorazione completa o parziale) e discutono i dettagli direttamente sul modello 3D del componente.
Il team MAPAL per la costruzione di stampi e matrici sarà lieto di ricevere la vostra richiesta via e-mail e si metterà direttamente in contatto con voi nel più breve tempo possibile.
2. Analisi del progetto
Sulla base dei modelli 3D e dei dati della macchina, gli interlocutori analizzano le operazioni di fabbricazione e sviluppano strategie di lavorazione efficaci.
I seguenti punti sono parte integrante dell’analisi del progetto:
Suggerimenti per tutte le fasi di lavorazione
Elenco della gamma utensili
Ottimizzazione del processo
3. Progettazione del processo
Che si tratti di ottenere flessibilità o produttività, i nostri specialisti della truciolatura simulano il processo sviluppato sulla base di modelli 3D per identificarne il potenziale di ottimizzazione. Monitorano e migliorano i parametri di lavorazione durante la programmazione CAM, assicurando in questo modo una produzione stabile e conveniente.
La progettazione del processo comprende:
Analisi dei tempi di esecuzione del componente
Definizione dei dati tecnologici
Programmazione CAM
4. Soluzione per utensili
L’ampio assortimento di prodotti standard MAPAL per la costruzione di stampi e matrici offre la soluzione per utensili ottimale per ogni applicazione. Al bisogno, sono disponibili anche soluzioni speciali personalizzate.
Vantaggi per l’utente:
Ampio assortimento di prodotti standard
Fornitura dei dati relativi all’utensile
5. Test degli utensili e offerta
Dopo il necessario scambio di informazioni relative al compito di truciolatura richiesto, MAPAL supporta i clienti nell’impiego degli utensili necessari al processo. Questa è la base per un’offerta ben fondata e su misura per l’applicazione specifica.
6. Cooperazione
Anche dopo il raggiungimento di successi condivisi, gli specialisti MAPAL rimangono in stretto contatto con il cliente. Qualora, con il passare del tempo, dovesse emergere un potenziale di ottimizzazione, o altri utensili dovessero rivelarsi migliori, MAPAL sarà lieta di fornire supporto per migliorare ulteriormente la vostra produttività e redditività.
MAPAL offre inoltre opzioni complete di gestione utensili al fine di garantire una produzione efficiente a lungo termine.
Opzioni nel settore della gestione utensili:
Sistemi di stoccaggio
Servizio di riaffilatura
Ampio portfolio prodotti contenente dispositivi di regolazione e misurazione
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.








































 1 / 8
1 / 8