

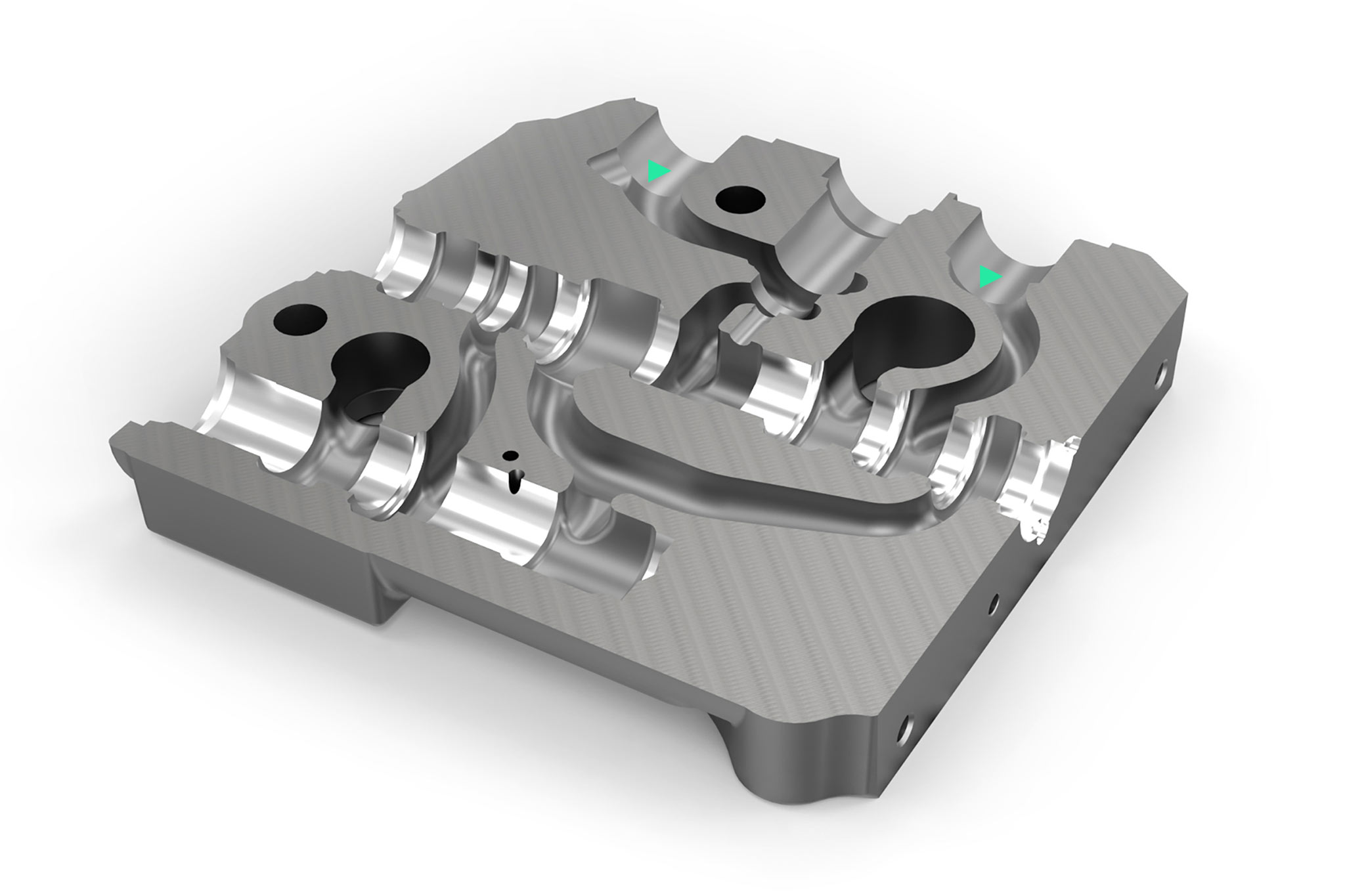
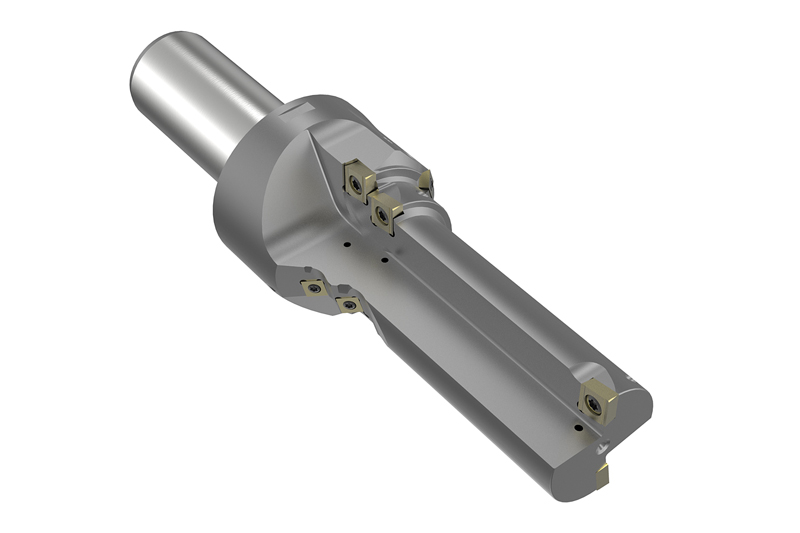
Hydraulic valve housing
Everything depends on the main bore. Manufacturing valve housings is the supreme discipline in the world of fluid power. For years, MAPAL’s expertise has been in demand for the spool bore. The gap dimension with the spool depends on the accuracy of this bore, so that the hydraulic oil can only flow in the required direction without leaking. This is very narrowly defined in modern hydraulic valves. The roundness, cylindrical form, straightness and surface finish of this bore are therefore crucial.

加工要求
- 波动的铸铁加工余情况
- 超强中断的切削口
- 镗孔时避免环圈的形成,并确保从外壳中安全排出切屑
- 避免在镗孔流程中控制刃口上出现破裂现象
- 对形状和位置公差的要求非常高
- 珩磨之前的恒定加工余量
- 在切削加工方案中考虑组件差异和有限的刀具储存器位置
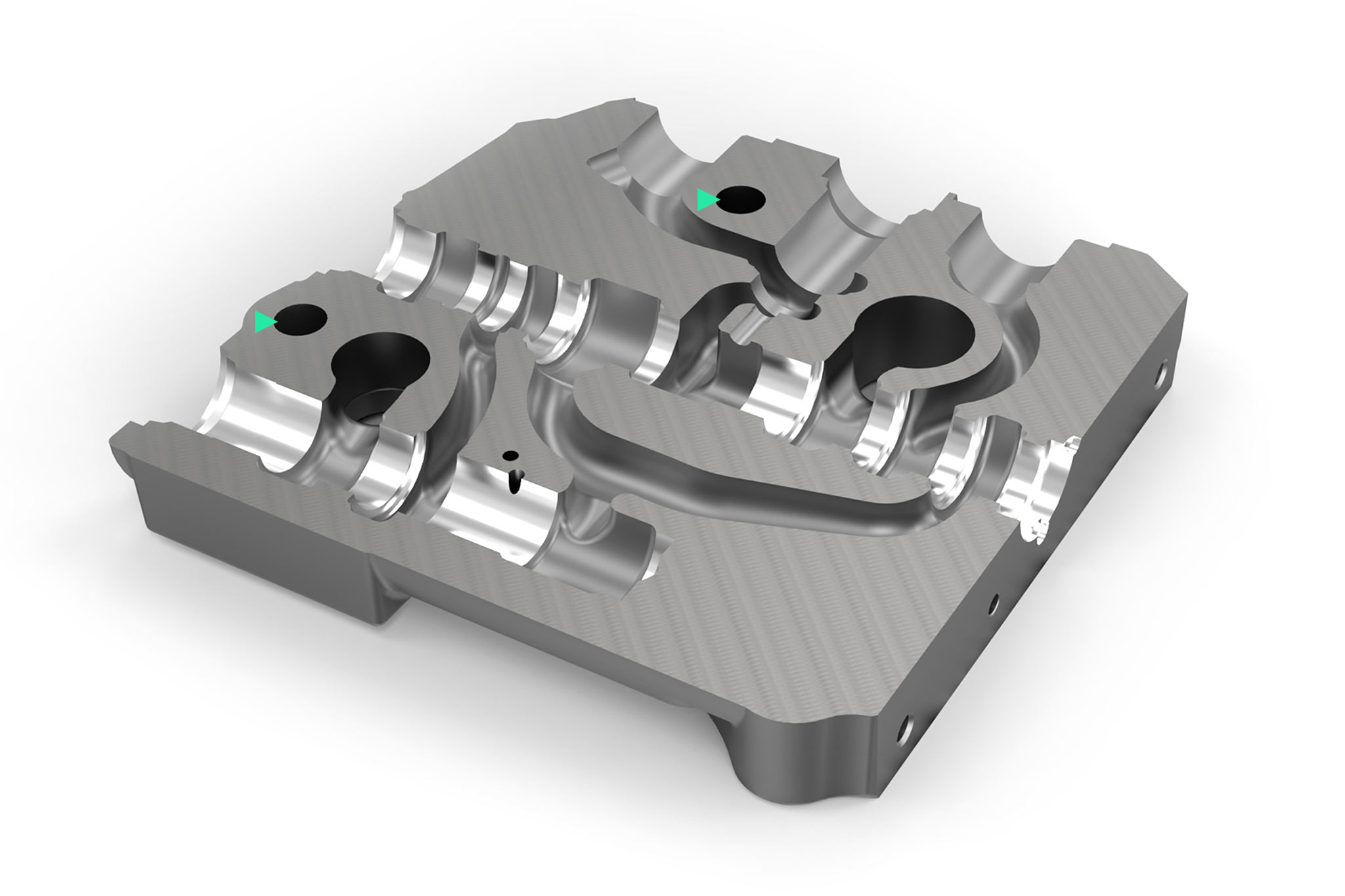
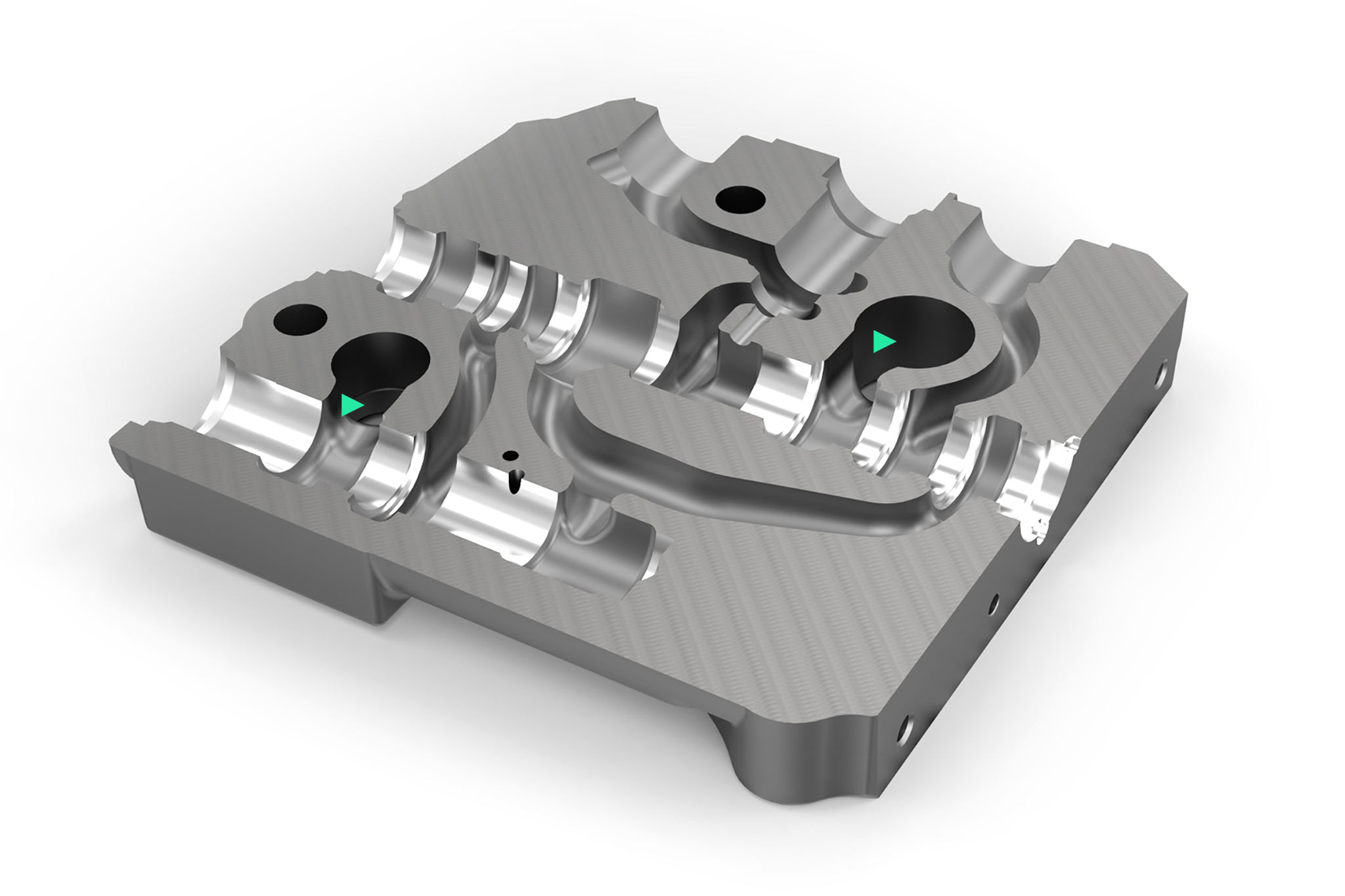
方向控制阀
方向控制阀是具有多个开关位置的采用机械或电子方式操作的阀门。根据控制滑块沿着控制刃口的指定位置,设置体积流量以运行连接的机具。独立压力天平(IDW)调节控制滑块流入控制刃口上的恒定负载压力梯度,从而在整个调节范围内实现独立于负载压力的体积流量控制,即使在并联运行(负载补偿)时亦是如此。系统必须无泄漏,以防止负载意外下降,即使在并联运行时亦是如此。
钻削加工

Soluciones de aplicación
1 – Series pequeñas y medianas con herramientas fijas
Situación inicial del cliente
Carcasa de la válvula EN-GJS-400-15 – Perforación
- Pedidos individuales, pequeñas y medianas cantidades
- No es posible ajustar la herramienta
- Requiere poco tiempo de entrega
- Altas tarifas por hora de las máquinas
- Proceso estable de expansión y deshuesado disponible
- Concepto de herramienta adaptado a diversas variantes de componentes
2 – Producción a gran escala con herramientas fijas y ajustables
Situación inicial del cliente
Carcasa de la válvula EN-GJS-400-15 – Perforación de corredera y de equilibrio de presión
- Producción a gran escala
- Ajuste de la herramienta deseada
- Altas tarifas por hora de las máquinas
- Costos elevados para el bruñido posterior de las espinas
3 – Tamaños de lotes reducidos: reducción en los cambios de herramientas gracias a las herramientas combinadas
Situación inicial del cliente
Carcasa de la válvula EN-GJL-300 – Perforación
- Lotes pequeños
- Posibilidad de ajuste de la herramienta disponible
- Demasiados/frecuentes cambios de herramientas
- Altas tarifas por hora de las máquinas
- Alto esfuerzo debido al bruñido de espinas
4 – Bruñido flexible en el centro de mecanizado
Situación inicial del cliente
Carcasa de la válvula EN-GJS-400-15 – Perforación/bruñido de equilibrio de presión
- Exigencia de reducir los costos auxiliares
- Centro de mecanizado existente convertido en TOOLTRONIC
- Bruñido para la construcción de prototipos, así como para series pequeñas y medianas
- Necesidad de guardar el proceso de bruñido en una máquina separada
5 – Gestión de herramientas
Situación inicial del cliente
Carcasa de la válvula EN-GJS-400-15 – Mecanizado completo
- Niveles de existencias elevados
- Los flujos de procesos en la sala de configuración no son óptimos y la calidad de los datos es incompleta
- Transparencia insuficiente de los costos
- Alta fluctuación debido a la escasez general de trabajadores cualificados
- Problemas de ruptura de herramientas
- Costos elevados de las herramientas
Soluciones de mecanizado
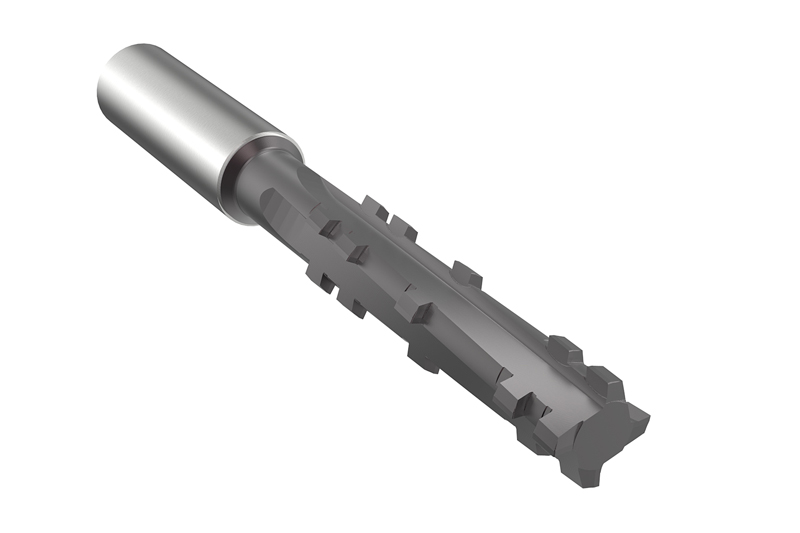
Pilotaje y taladrado



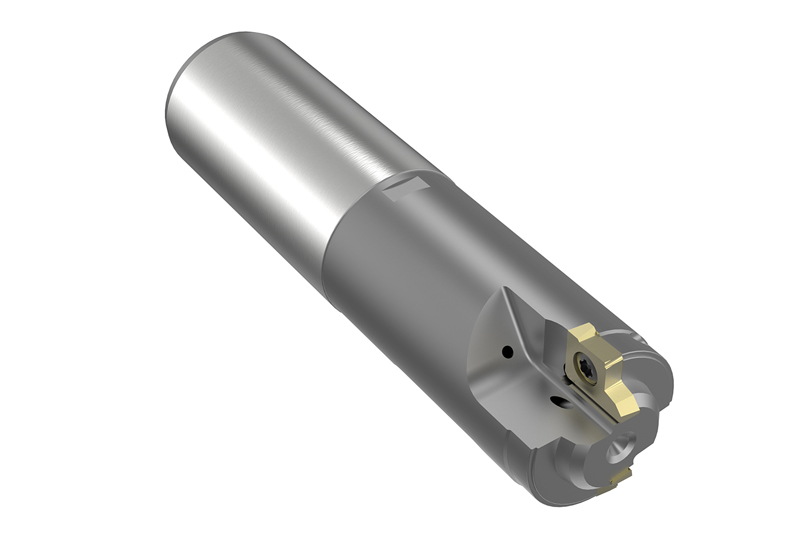
Mecanizado de bordes de control

Escariado y taladrado de precisión



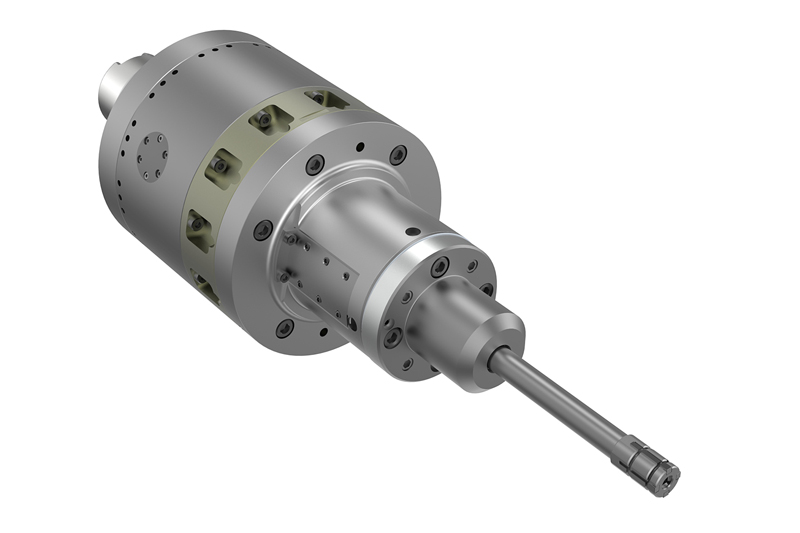
Mecanizado de acabado por bruñido
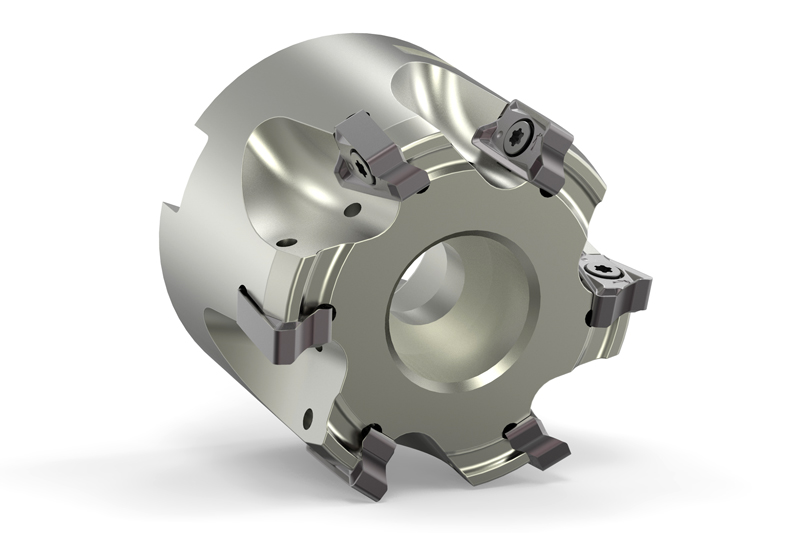
Fresado


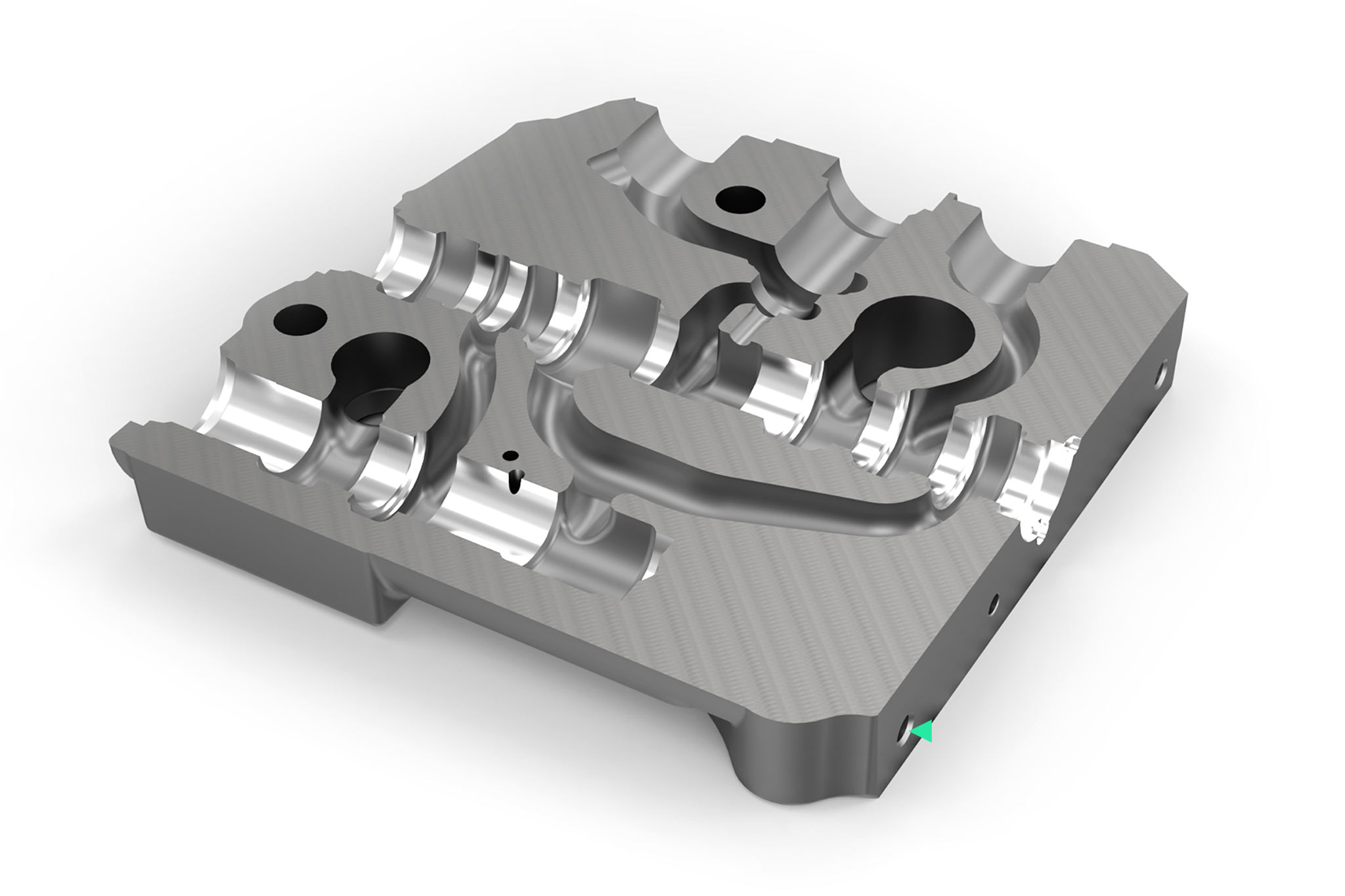
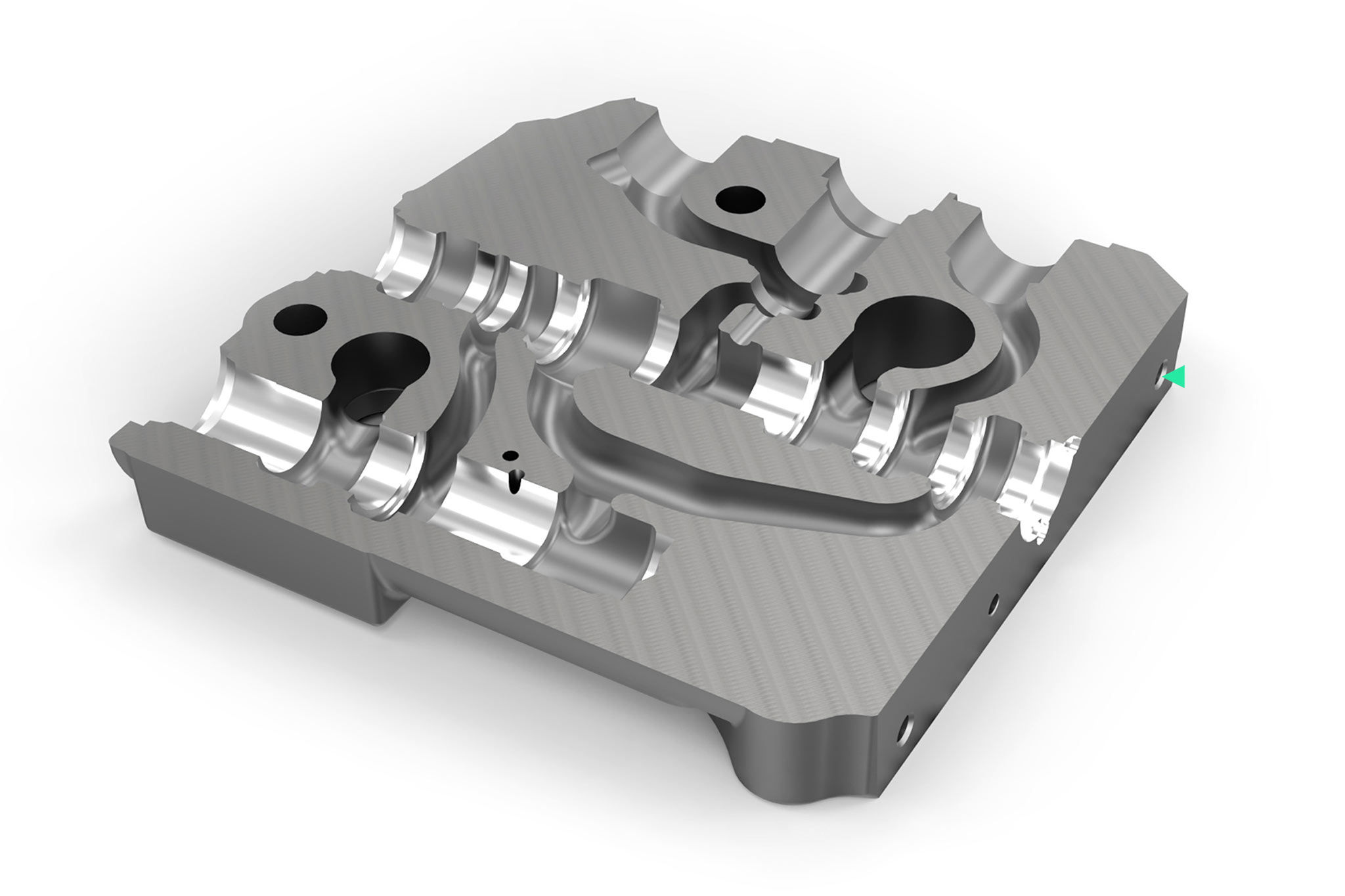
Sujeción


