
Small and medium series with fixed tools
Valve housing EN-GJS-400-15 – spool bore
Initial situation at the customer

- Individual orders, smaller and medium quantities
- No option for tool setting
- Short cycle times required
- High machine hourly rates
- Stable oscillating honing available
- Tool concept adapted to several part versions
Special features of this solution
- No ring formation in the cavities due to special bore geometry → no costs for removal of rings
- Optimum results in the pre-machining due to a coordinated piloting and boring process → Support of boring tools in the pilot bore = optimum straightness, position
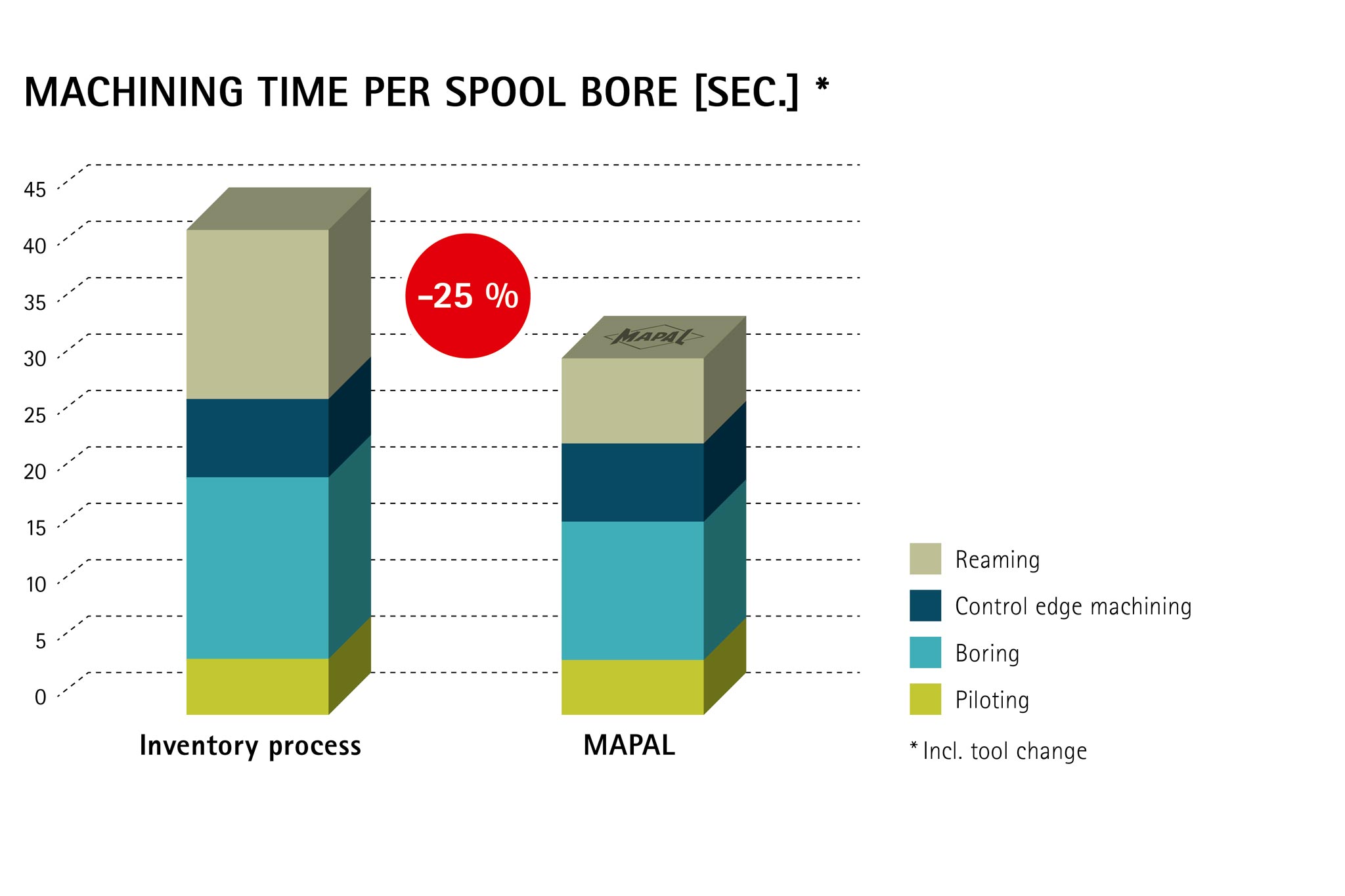
- High productivity with perfect pre-machining quality → High cutting values – machining time is reduced
Spool bore

1. Piloting
- Solid carbide-boring tool with six margin lands for perfect roundness and straightness
- Optimum chip flow and extended regrinding options through multicut technology and suitable coolant supply

2. Boring
- Solid carbide boring tool with three cutting edges and six margin lands and special lead geometry
- Straight bore, ideal chip flow und guide across the entire bore length
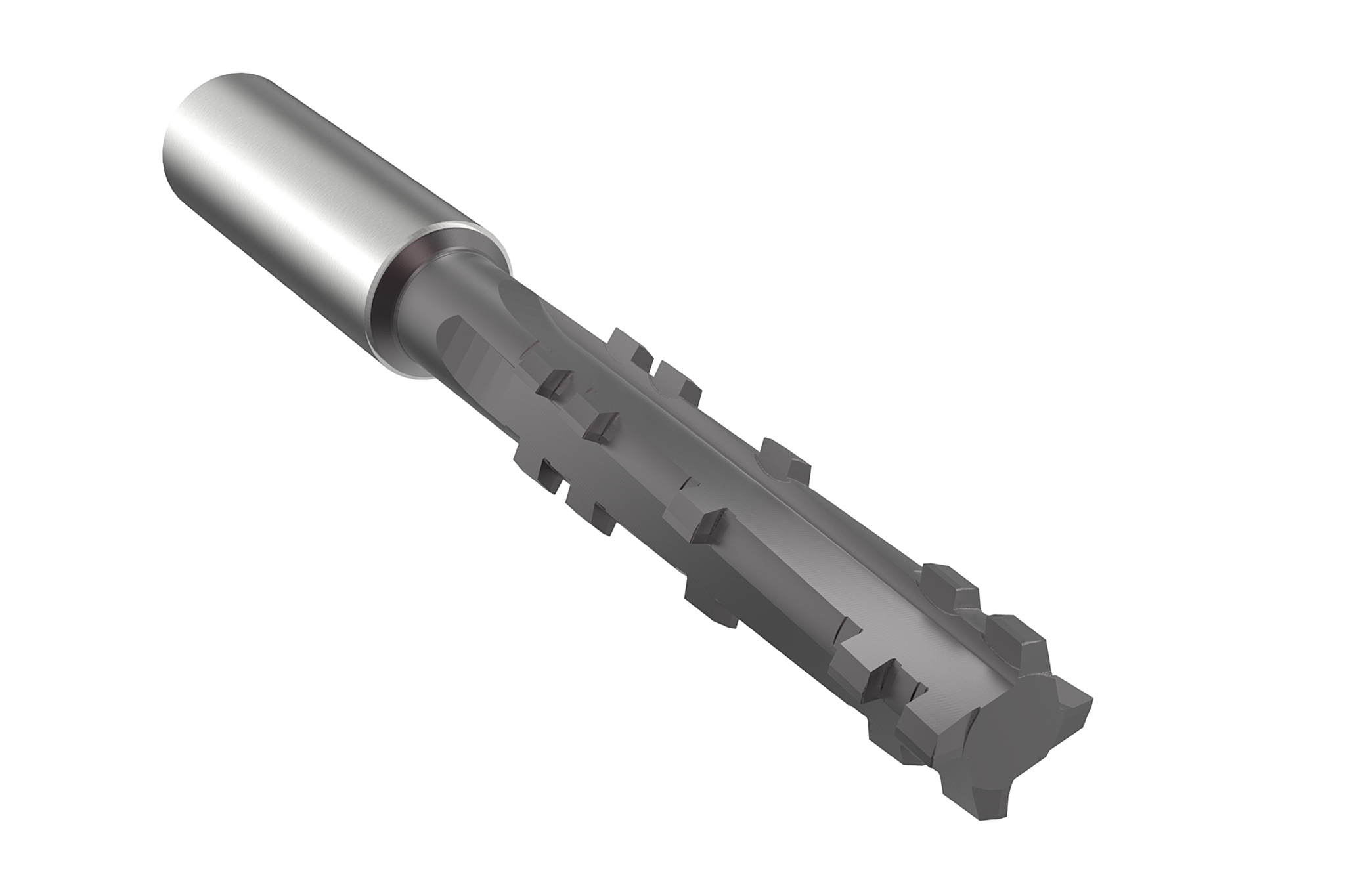
3. Control edge machining
- Significant cycle time savings with special solid carbide circular milling cutter
- Defined control edges without macroscopic flaws

4. Reaming
- Multi-bladed reamer for high cutting data
- Perfect chip control due to left-hand twist and optimum coolant supply
Advantages
- Minimal investment
- Low cycle time
- High availability of the machining centre
- Low production costs
- No tool setting required
- Option for regrinding worldwide