
Lotes de pequenos tamanhos – Redução da troca de ferramentas por meio de ferramentas combinadas
Corpo de válvula EN-GJL-300 – Furo do carretel
Situação inicial no cliente

- Lotes de pequenos tamanhos
- Opção para configuração de ferramenta disponível
- Muitas ferramentas e trocas frequentes
- Altas taxas de hora da máquina
- Alto esforço devido ao processo de brunimento de passagem única
Características especiais da solução
- Redução no número de trocas das ferramentas devido ao escalonamento da ferramenta para mandrilamento com pastilhas intercambiáveis
- O contorno pode ser concluído em um etapa do processamento
- A ferramenta de acabamento fino cria maior qualidade do furo e compensa o deslocamento axial nos furos com pré-usinagem dois sentidos
Furo do carretel
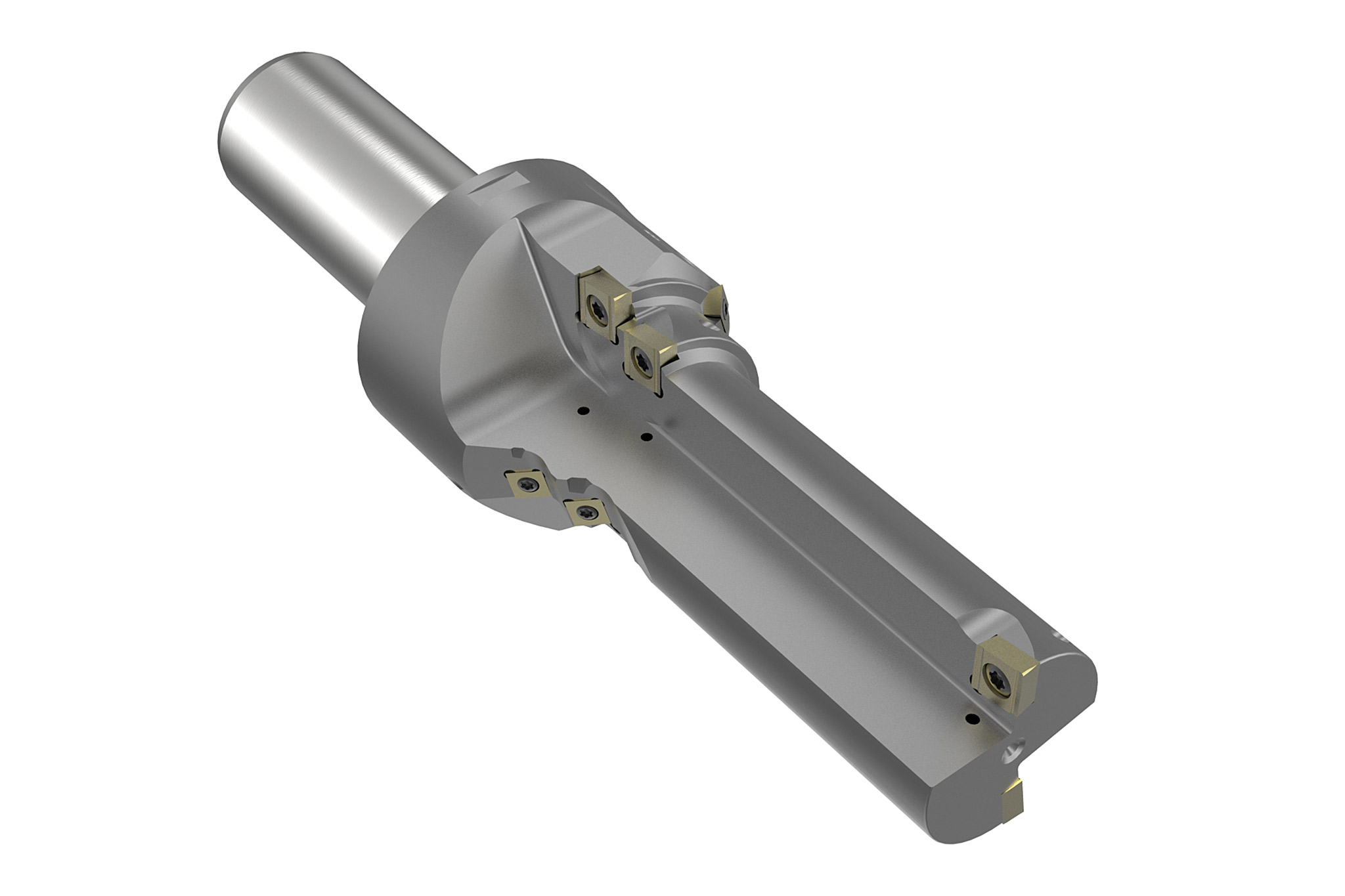
1. Pilotagem e mandrilamento
- Ferramenta especial escalonada para mandrilamento com pastilhas intercambiáveis radiais e tangenciais
- Pré-usinagem do furo do carretel e conclusão dos contornos em um único passe

2. Controle na usinagem das bordas
- Ferramenta para mandrilamento de metal duro integral
- Maior precisão e qualidade superficial na usinagem das bordas
- Bordas de controle definidas sem falhas macroscópicas

3. Acabamento fino
- Ferramenta para acabamento fino com pastilhas intercambiáveis e guias ajustáveis
- Ideal para usinagem de furos extremamente precisos e longos
![ANNUAL PRODUCTION COSTS OF THE COMPENSATOR BORE [€]](/medias/sys_master/root/h31/h1c/9043461046302/Grafiken_EN-14/Grafiken-EN-14.jpg)
Vantagens
- Processo otimizado devido à solução com ferramenta para mandrilamento de várias etapas com pastilhas intercambiáveis, controle na usinagem das bordas e alargamento
- Melhor precisão e repetibilidade do processo
- Redução do esforço no brunimento, resultando em economia para o processo