
マシニングセンターでの柔軟なホーニング
バルブケース FCD-400-15 - 流量制御穴 / ホーニング
お客様の初期の加工状況

- 付帯費用の削減要求
- 既存のマシニングセンタをTOOLTRONICに変換
- プロトタイプから中小規模生産までのホーニング
- 別個マシンでのホーニング工程を削減する必要性
ソリューションの特徴
- 本格的なNC軸を機械制御システムに統合
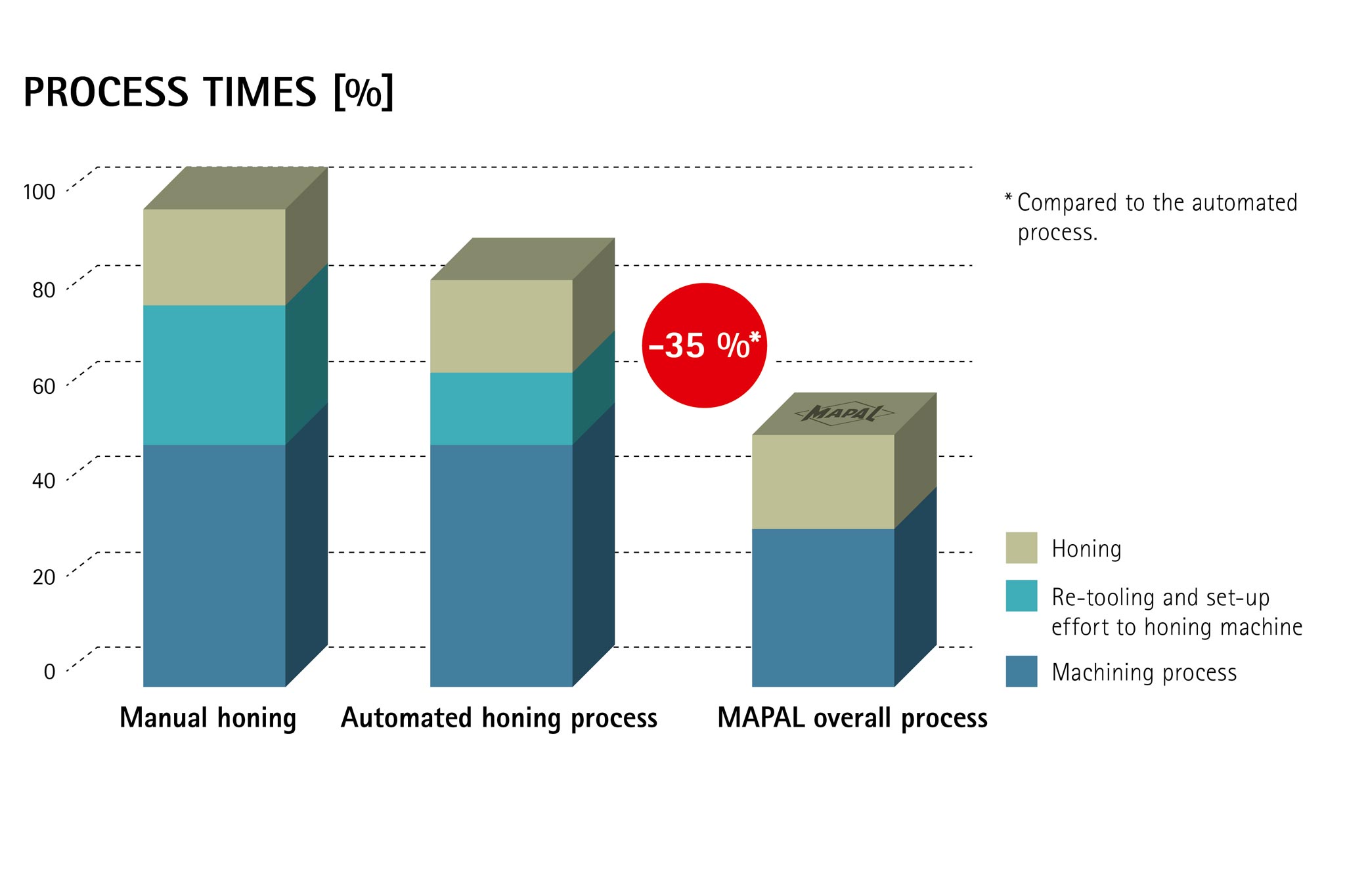
- 生産時間、リードタイムの短縮を実現
- 表面品質の向上
- 高い形状精度
流量制御穴

ホーニングによる仕上げ
- 生産時間、リードタイムの大幅な短縮を実現
- 高い形状精度
TOOLTRONICによるホーニング
マパールのTOOLTRONICによる加工は、高い表面品質と寸法精度を、最も厳しい製造公差と高い生産柔軟性で実現します。ホーニング砥石の摩耗は、非常に敏感で高精度な制御動作(EATシステム)により、安定した方法で補正されます。
MAPAL TOOLTRONIC:構造および利点
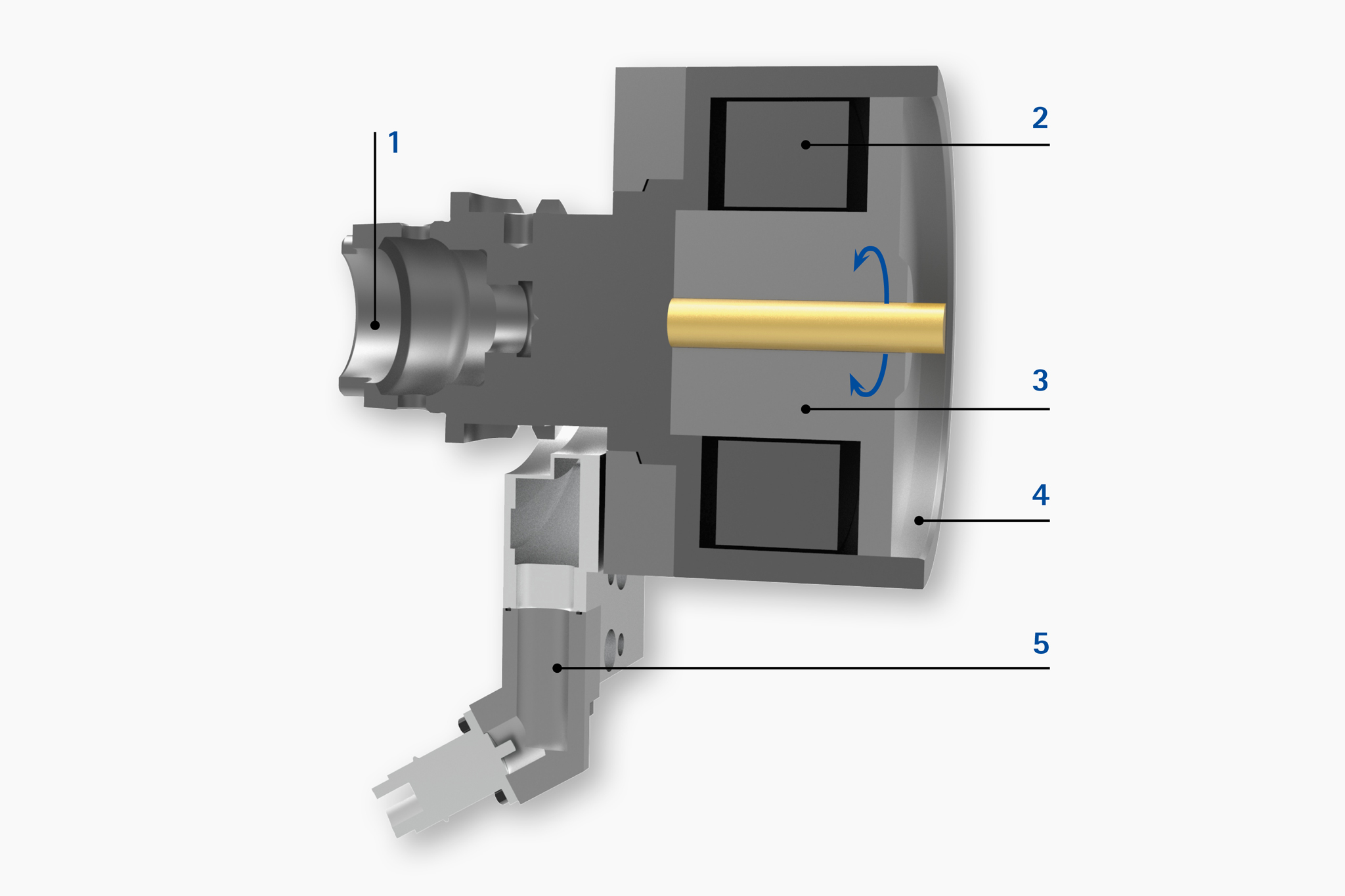
マシニングセンタ用TOOLTRONICの構造:
- マシンインターフェース
- 電子機器
- 接続点が設定されたモーターユニット
- モジュラーインターフェース
- ステータ (固定ユニット)
このホーニングの利点:
- 非常に厳しい製造公差と製造への柔軟性
- 高い表面品質と寸法精度
- プロトタイプ、中小規模生産における大幅な節約と品質向上の可能性
- 時間のかかる再ツーリングが不要
利点
- 達成すべき公差:直径精度 IT 6、真円度 < 5 μm
- 部品を固定位置に固定し、静止した状態による旋削
- バリのない、丸みのある繋ぎ目形状が可能
- 特殊ツールの削減
- エキセントリックアクチュエーティングツール(EATシステム)による低メンテナンスシステム
- ほぼすべてのマシニングセンタをマパールのTOOLTRONIC技術に変換可能
- ホーニング盤での再ツーリングの再クランプ誤差がない
- 流量制御穴の全プロセスをマパールでマッピング可能(最高の経済性&工程信頼性)