補助ユニットのスクロールコンプレッサ
電化補助ユニットの一例として、
スクロールコンプレッサは熱管理の電動冷媒コンプレッサとして使用されます。例えば、電気自動車で使用するためのアルミニウム製のスクロールコンプレッサの3つの具体的な加工工程を紹介します。
特性
- 軌道スクロールと固定スクロールの中心的要素
- 決め手となる形状およびシャンクの精度
- スパイラルの相互の正確な位置決め
機械加工条件
- スパイラルの高い形状精度 (≤ 20 μm)
- ベースエリアに対する高い直角度 (≤ 20 μm)
- 10 μm以下の平行度と均一性
- 設定範囲の表面粗さ (Rz)
- マシンとツールの完璧な相互作用
補助ユニットのスクロールコンプレッサでの加工ステップ:
-
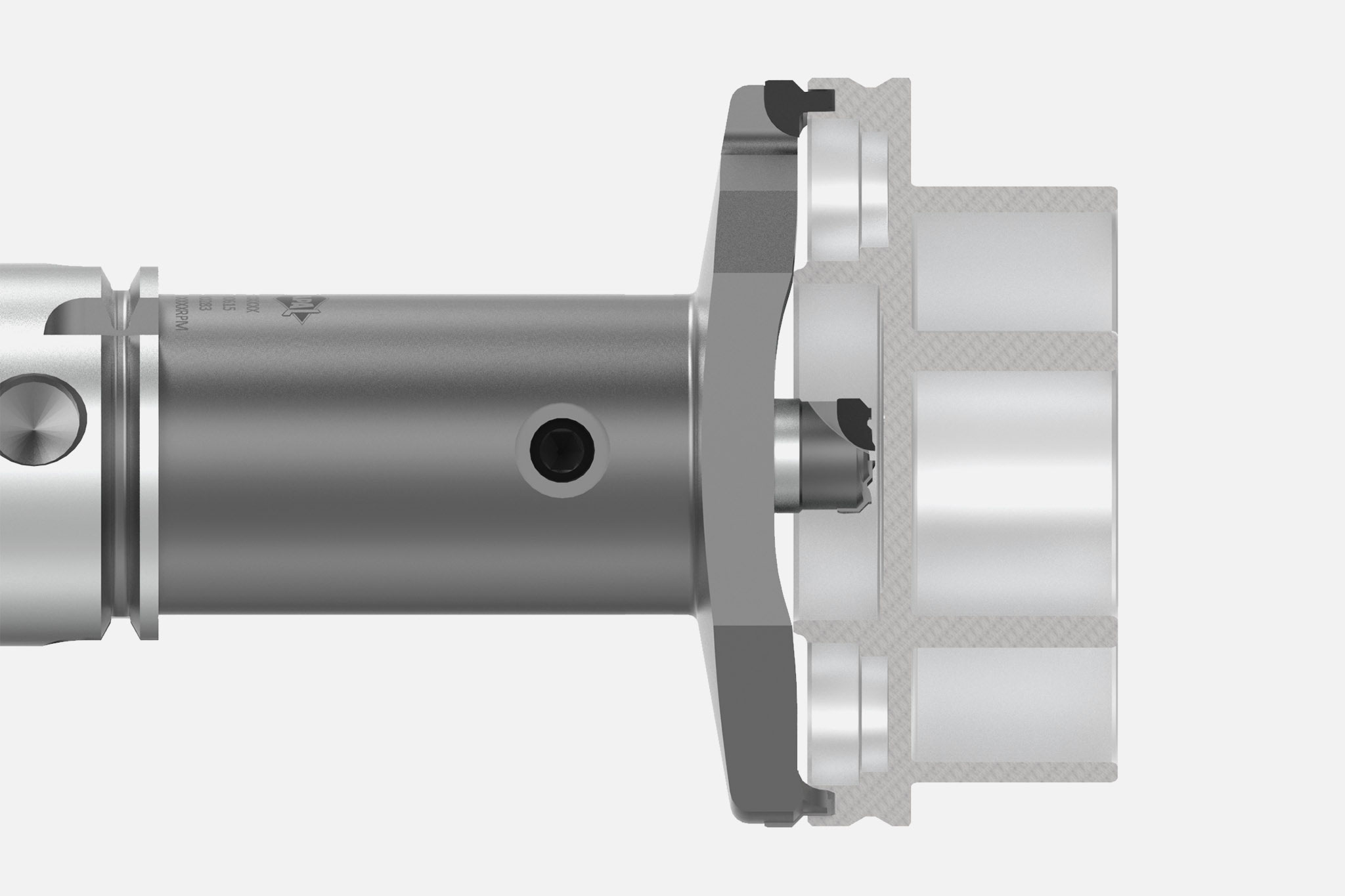
シール部材用のリセス
- 2枚刃PCDガンボーリング工具で行うリセスの前処理および仕上げ
- 接続穴の加工も可能にするコンビネーションツール
- 切削力を低減し、切り屑を最善の形状にするカット分割
-
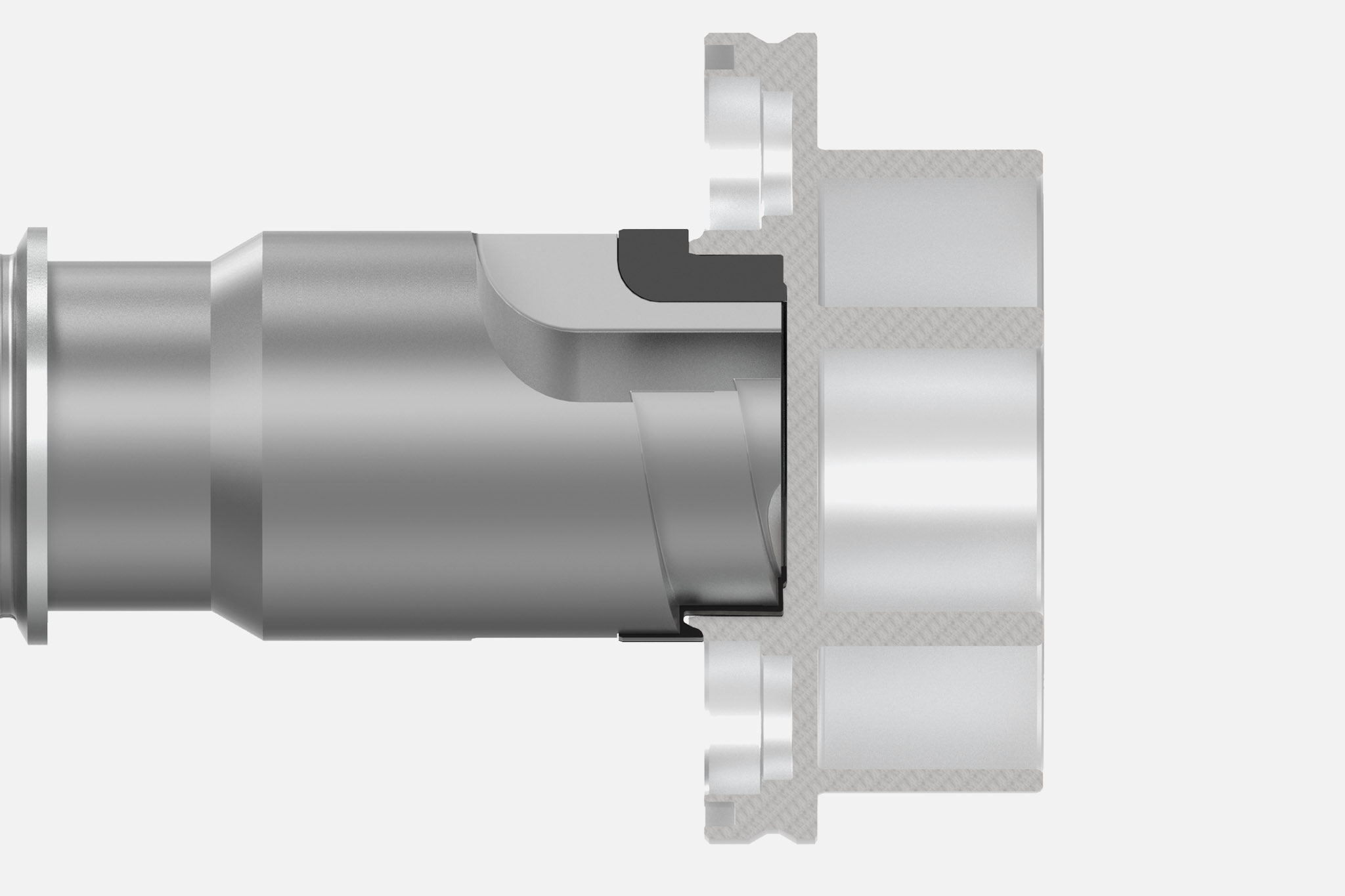
Alésage précis de palier
- Pré-usinage par fraisage circulaire avec des fraises en PCD à trois lames
- Usinage final avec une aléseuse en PCD à double lame et à deux niveaux, avec une division de coupe pour réduire les forces de coupe
-
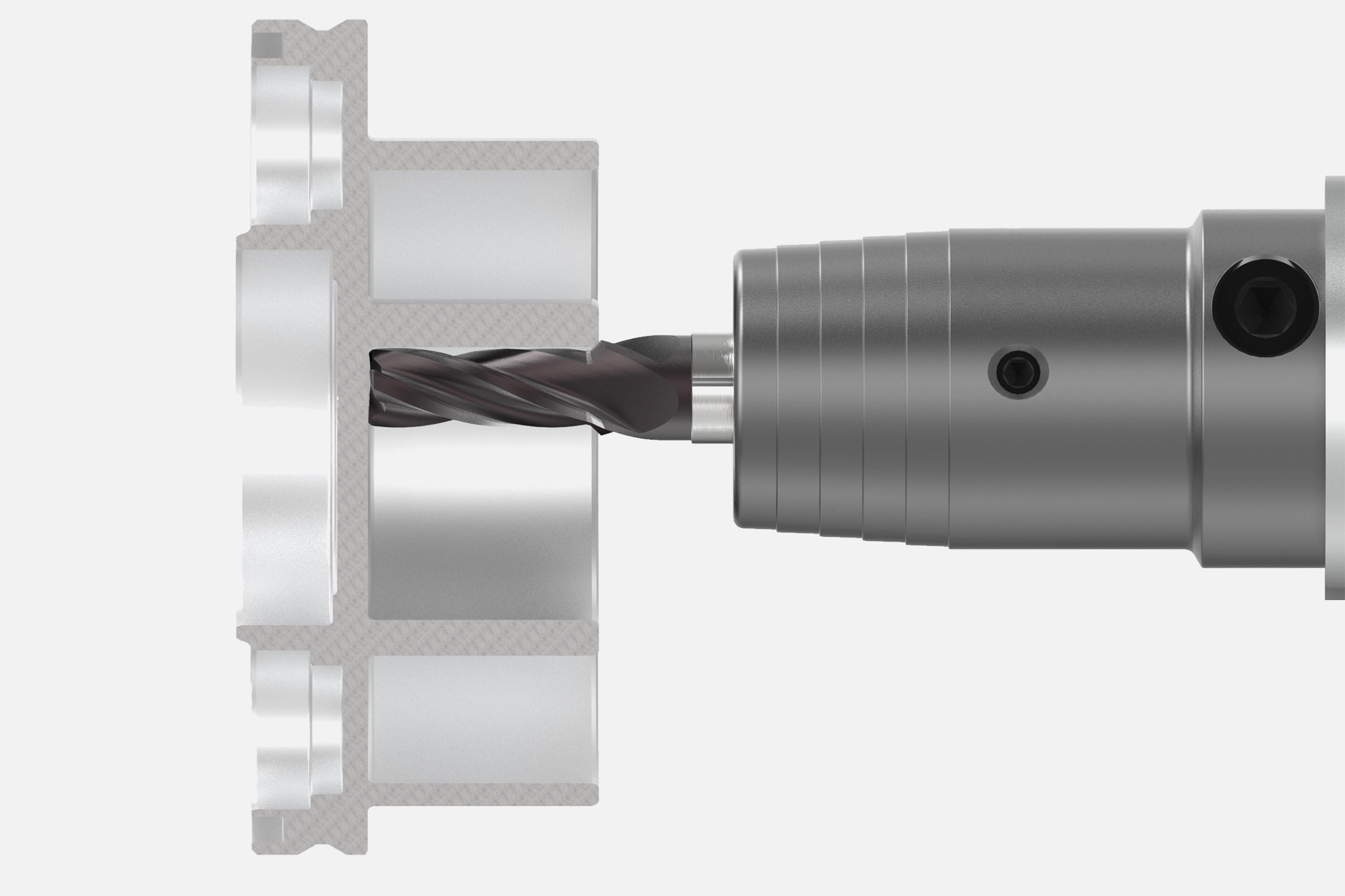
Pièces en spirale haute précision
- Pré-usinage et usinage final avec fraises en carbure monobloc
- Des coupes extrêmement tranchantes assurent une grande stabilité dimensionnelle
Autres composants électrifiés
-
-
-
Production d'énergie
Accumulateur, système de commande, chargement
Usinage sans vibrations de carters complexes à parois minces
-
Micromobilité
Exemple : vélo électrique
Une grande précision, même à petite échelle