

TOOLTRONIC et têtes de dressage
TOOLTRONIC – l’entraînement universel pour une plus grande variété de production et une flexibilité supérieure sur les centres d’usinage et les machines spéciales. La TOOLTRONIC pour les centres d’usinage est un axe d’outil interchangeable complet qui permet un large spectre de mise en œuvre.
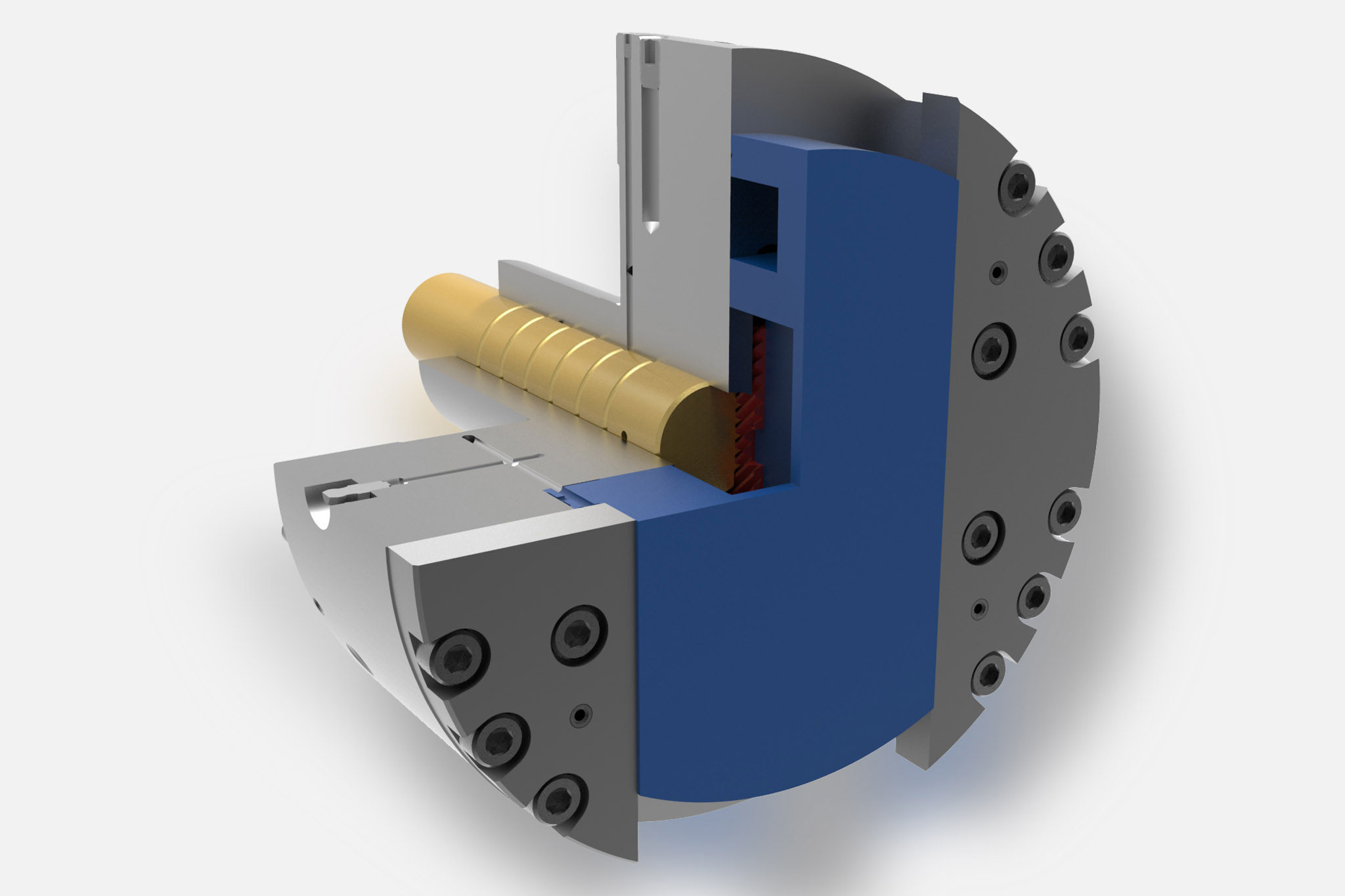
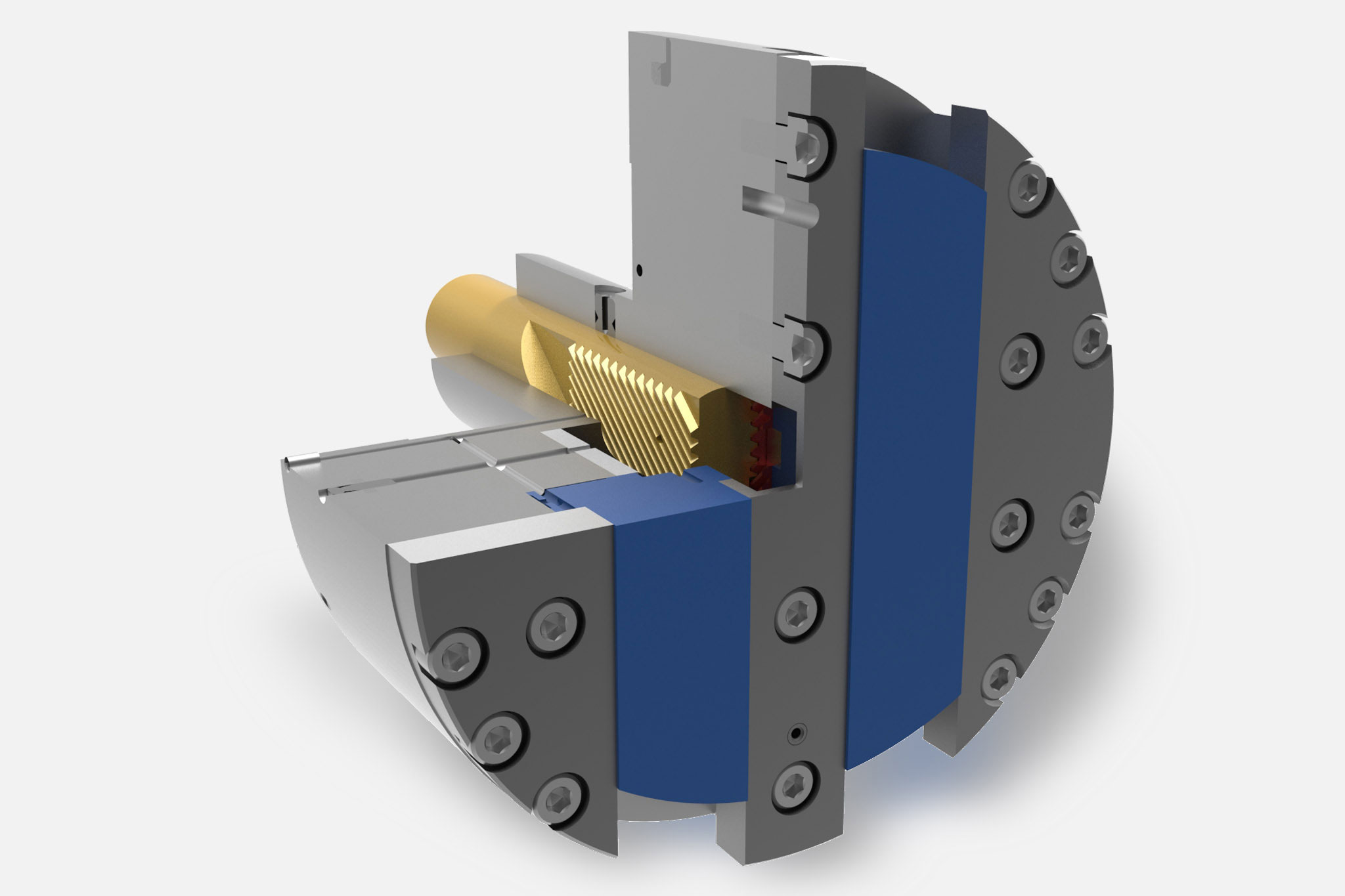
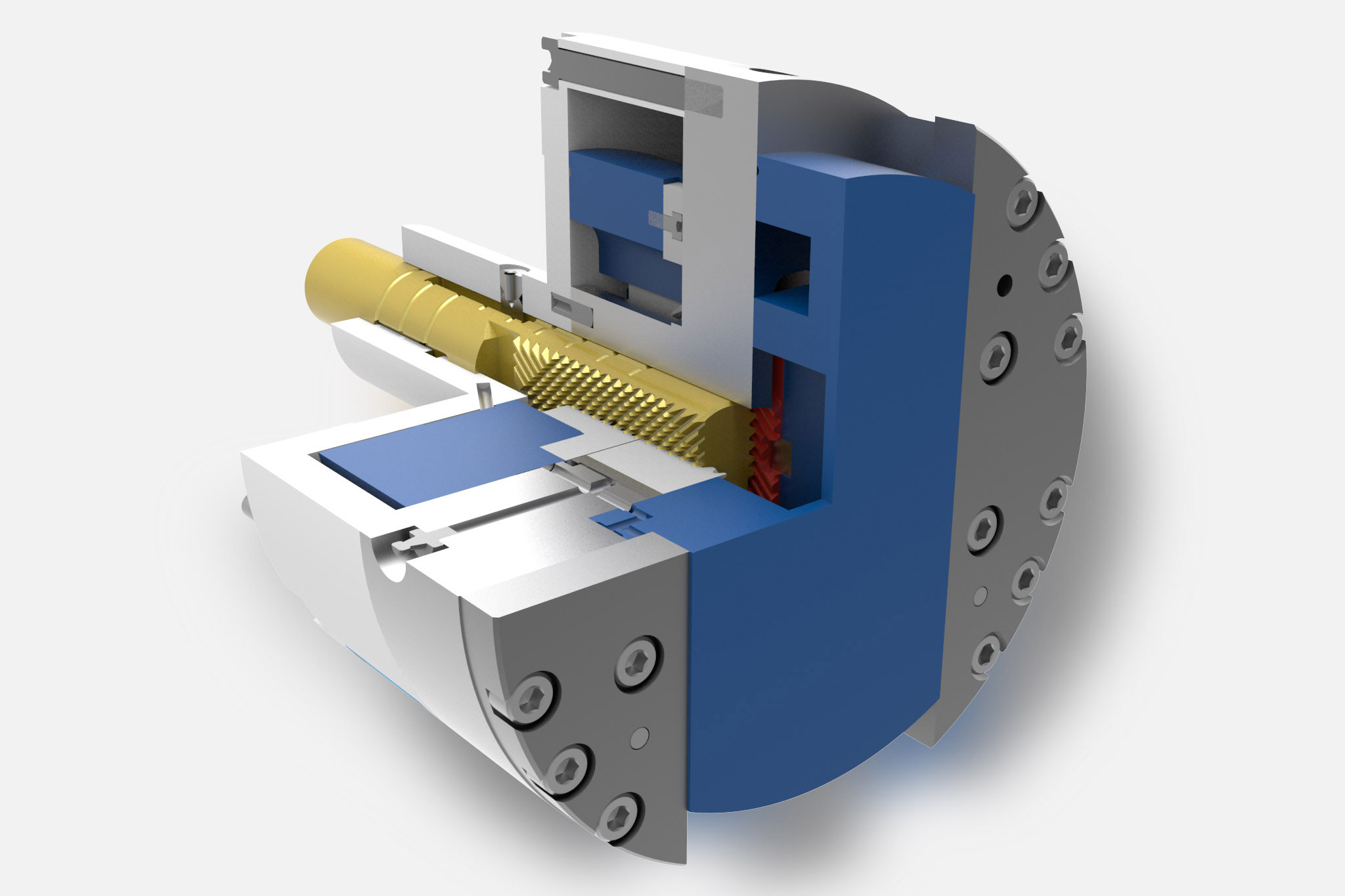
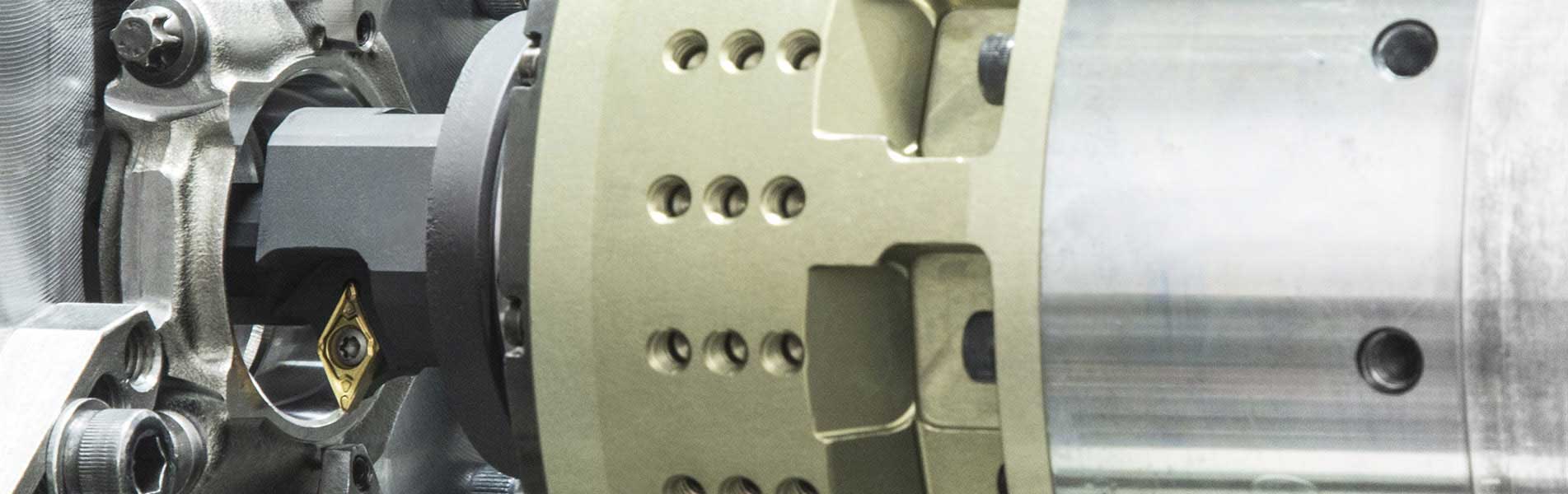
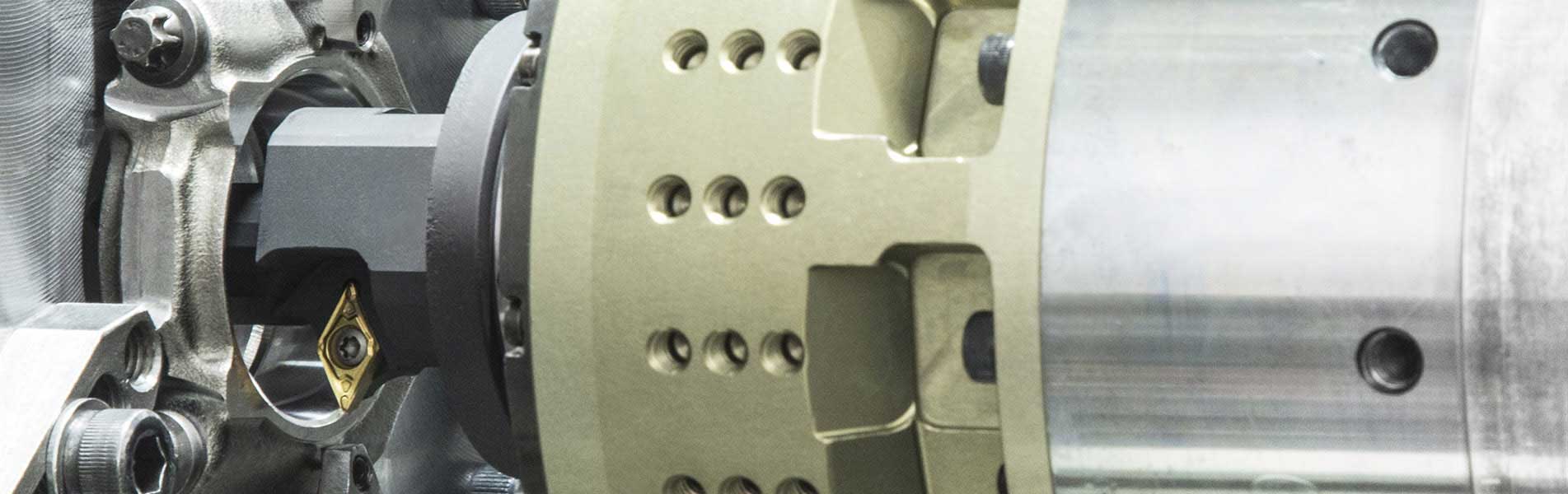
Les têtes de dressage sont mises en œuvre pour le dressage, l’incision et l’usinage de contours dans la production en grande série sur des machines spéciales. L’actionnement de ces outils de coulisseau ou l’actionnement des porte-outils et des arêtes de coupe sont effectués au moyen d’un système de tirant à commande CN qui se trouve sur l’entraînement de broche ou au dos de l’unité d’avance.
Les têtes de dressage sont mises en œuvre pour le dressage, l’incision et l’usinage de contours dans la production en grande série sur des machines spéciales. L’actionnement de ces outils de coulisseau ou l’actionnement des porte-outils et des arêtes de coupe sont effectués au moyen d’un système de tirant à commande CN qui se trouve sur l’entraînement de broche ou au dos de l’unité d’avance.
Le système d'outillage mécatronique TOOLTRONIC
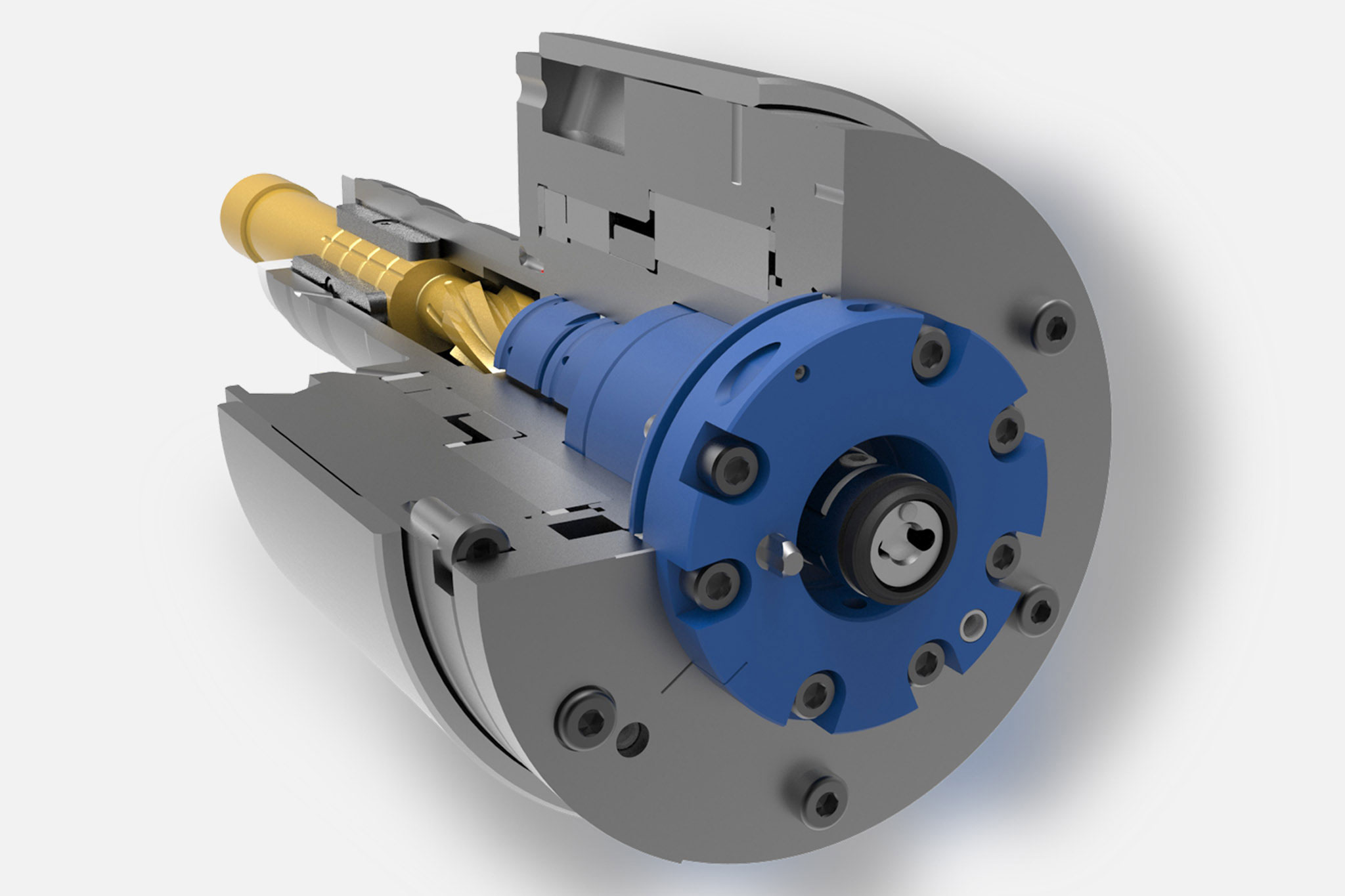
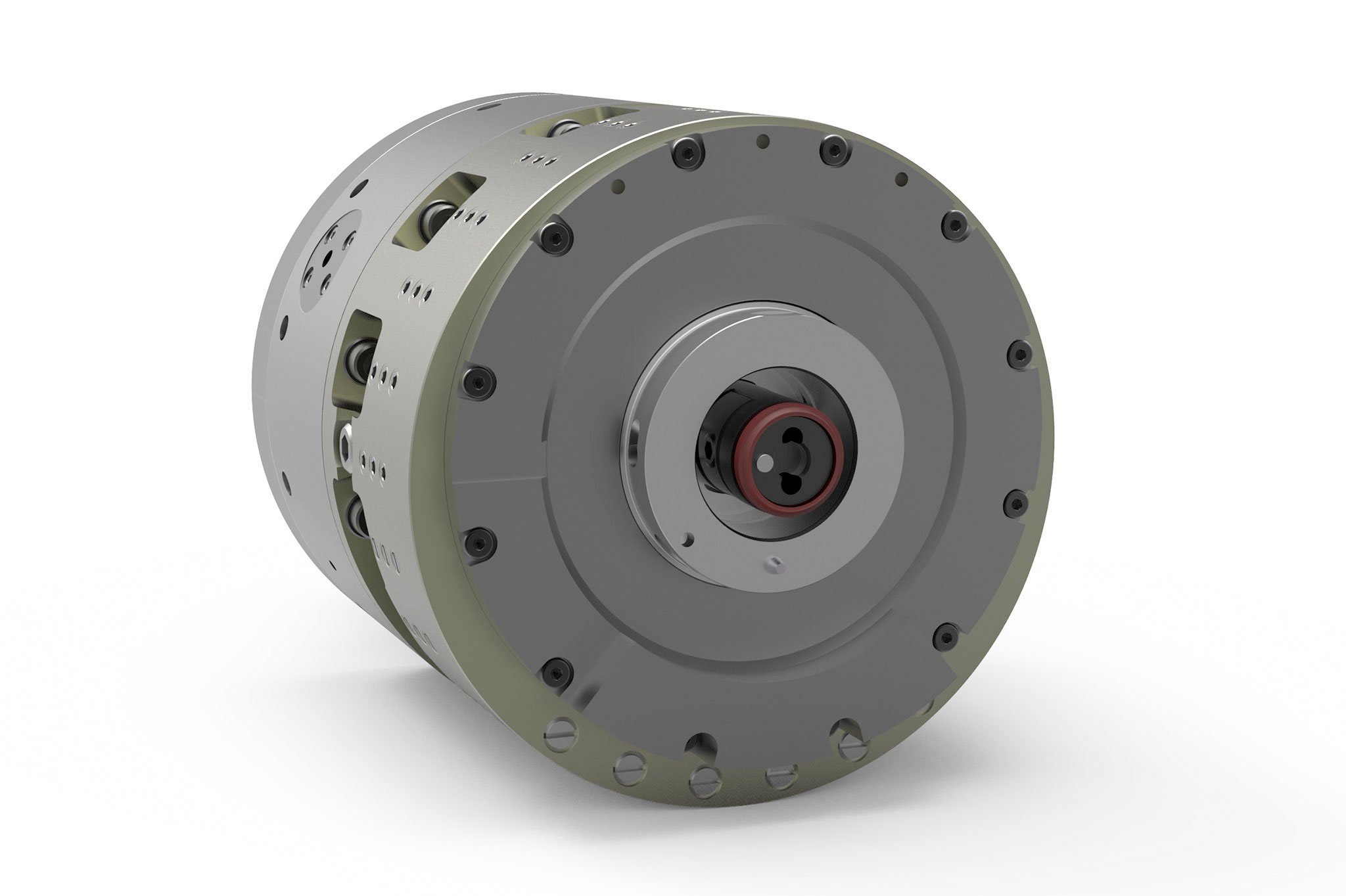
Le système d'outillage mécatronique TOOLTRONIC permet de réaliser des mouvements d'actionnement de manière simple et fiable, tant sur les centres d'usinage que sur les machines spéciales. L'usinage de contours, de dépouilles et d'alésages non cylindriques est tout aussi possible que les circuits de régulation fermés pour la compensation des arêtes de coupe ou la simple production de familles de pièces multi-variantes.
Le module d'entraînement autonome représente un axe CN à part entière intégré dans le système de commande de la machine de niveau supérieur grâce à l'énergie inductive et à la transmission bidirectionnelle des données. Cela permet d'utiliser toutes les fonctionnalités des commandes CNC modernes en combinaison avec TOOLTRONIC.
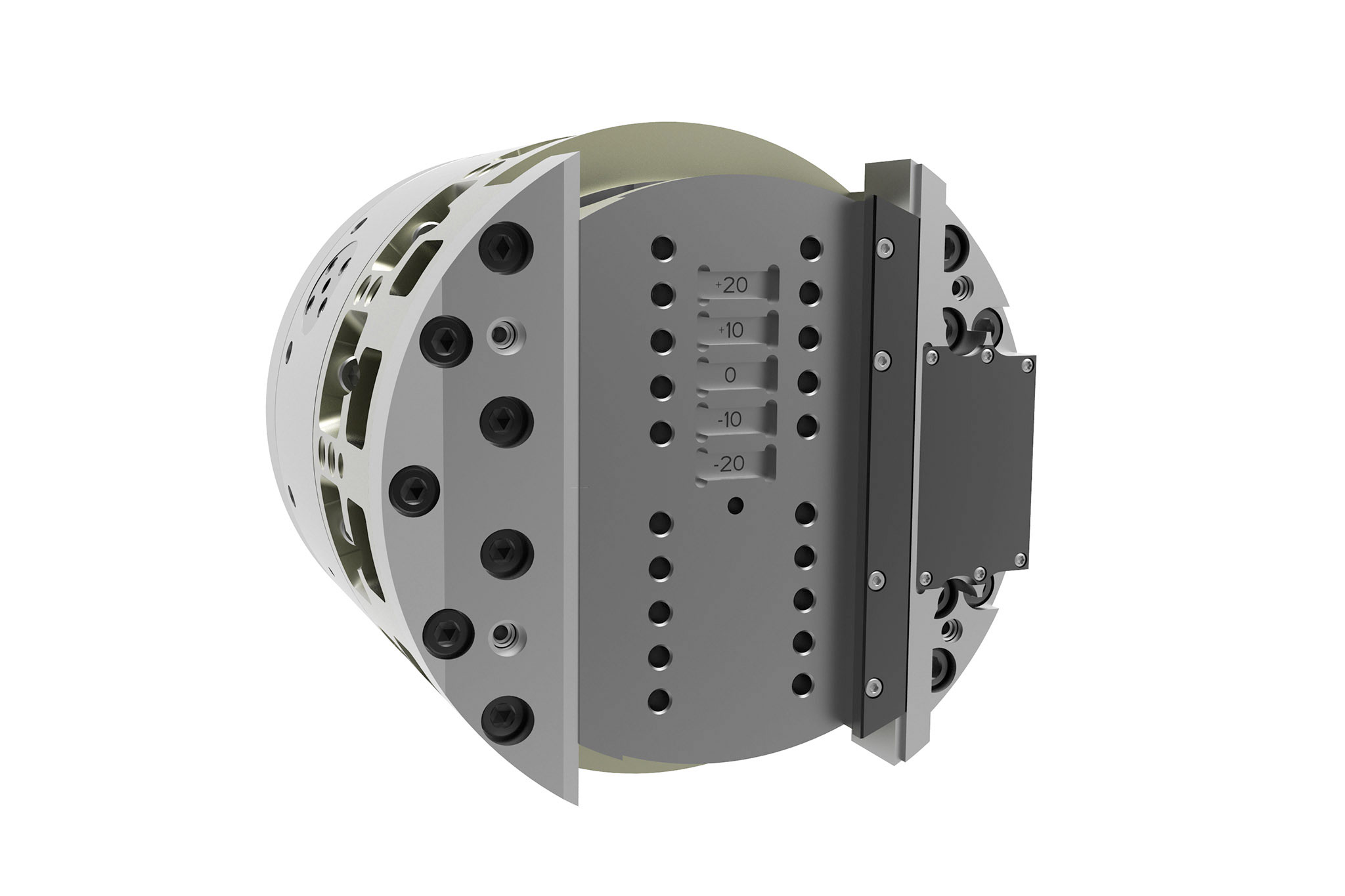
En fonction de la tâche d'usinage, différentes têtes de dressage (sorties) de MAPAL sont utilisées sur l'interface modulaire de TOOLTRONIC. Les outils d'actionnement excentrique (EAT) sont utilisés en série. Les applications qui nécessitent une grande course à une vitesse ajustée sont traitées avec des outils d'actionnement linéaire (LAT).
Le module d'entraînement autonome représente un axe CN à part entière intégré dans le système de commande de la machine de niveau supérieur grâce à l'énergie inductive et à la transmission bidirectionnelle des données. Cela permet d'utiliser toutes les fonctionnalités des commandes CNC modernes en combinaison avec TOOLTRONIC.
En fonction de la tâche d'usinage, différentes têtes de dressage (sorties) de MAPAL sont utilisées sur l'interface modulaire de TOOLTRONIC. Les outils d'actionnement excentrique (EAT) sont utilisés en série. Les applications qui nécessitent une grande course à une vitesse ajustée sont traitées avec des outils d'actionnement linéaire (LAT).
Têtes de dressage
Les têtes de dressage sont mises en œuvre pour le dressage, l’incision et l’usinage de contours dans la production en grande série sur des machines spéciales. L’actionnement de ces outils de coulisseau ou l’actionnement des porte-outils et des arêtes de coupe sont effectués au moyen d’un système de tirant à commande CN qui se trouve sur l’entraînement de broche ou au dos de l’unité d’avance.