Les matériaux à la fois très résistants et légers sont d'une importance capitale dans l'aéronautique. De nouvelles combinaisons de matériaux permettent de réduire davantage le poids, d'augmenter la solidité et la résistance à la corrosion ainsi que de simplifier le montage grâce à une construction intégrative. Tandis que les composants structurels en aluminium, titane ou aciers haute résistance sont usinés sur des centres d'usinage ou des machines à portique, l'usinage du montage final est réalisé au moyen de machines manuelles, d'unités d'avance de perçage ou de robots.
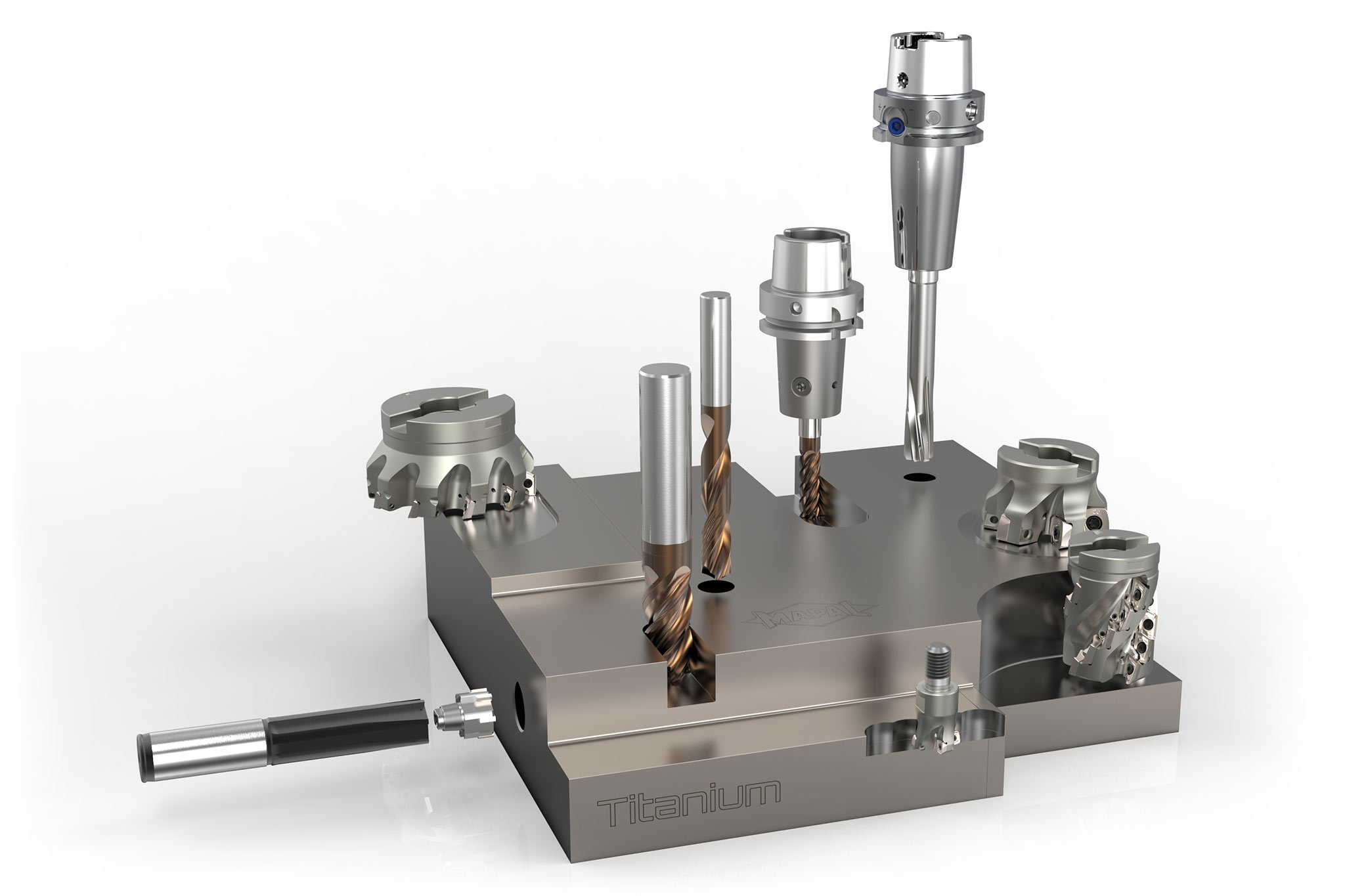
Gamme d'outils pour l'usinage du titane
Fraisage avec arêtes de coupe fixes
OptiMill-Titan-HPC
Fraises à dresser
Fraises à dresser à quatre arêtes de coupe pour l'ébauche et la finition du titane
Préparation spéciale des arêtes de coupe pour des surfaces optimales
Stabilité optimale de l'outil grâce au diamètre maximal de l'âme et à l'accroissement progressif de l'âme jusqu'à la queue
Différents rayons d'angle disponibles
Plage de ø : 6,00 - 25,00 mm
OptiMill-Tro-Titan
Fraises trochoïdales
Fraise trochoïdale à cinq arêtes de coupe
Volume d'enlèvement de copeaux maximal et finition de surface élevée
Division angulaire inégale optimisée
Partie active finement équilibrée afin de ménager la broche de la machine et prolonger la durée de vie des outils
Profondeurs de coupe jusqu'à 3xD
Plage de ø : 6,00 - 25,00 mm
Fraisage avec arêtes de coupe interchangeables
NeoMill-Titan-2-Corner
Frese a spallamento retto
Frese a spallamento retto con inserti a fissaggio radiale a due taglienti
Forma base positiva per la lavorazione di componenti sensibili alle vibrazioni
Profondità di passata assiale fino a 10 mm
Range di Ø: 40,00 - 100,00 mm
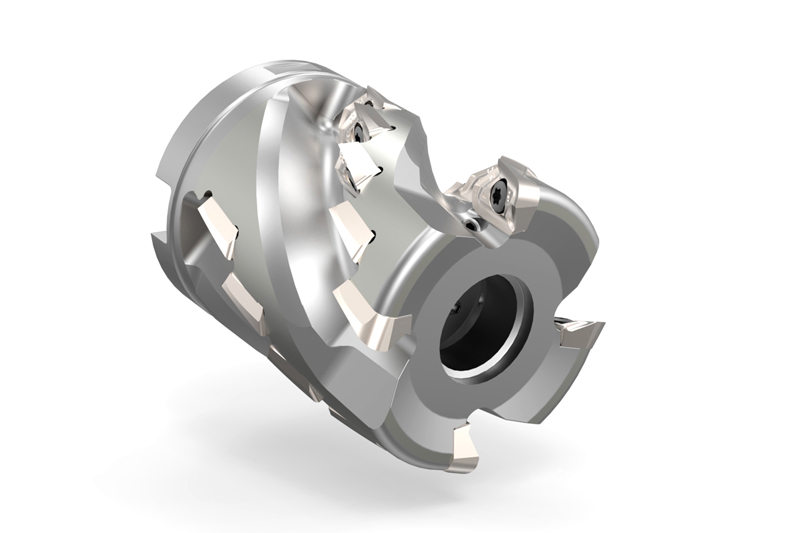
NeoMill-Titan-2-Shell
Frese cilindriche frontali
Frese cilindriche frontali con inserti a fissaggio radiale a due taglienti
Soluzione ideale per la fresatura a spallamento retto profonda e per la rifilatura con elevate profondità di passata assiale fino a 57 mm
Range di Ø: 32,00 - 80,00 mm
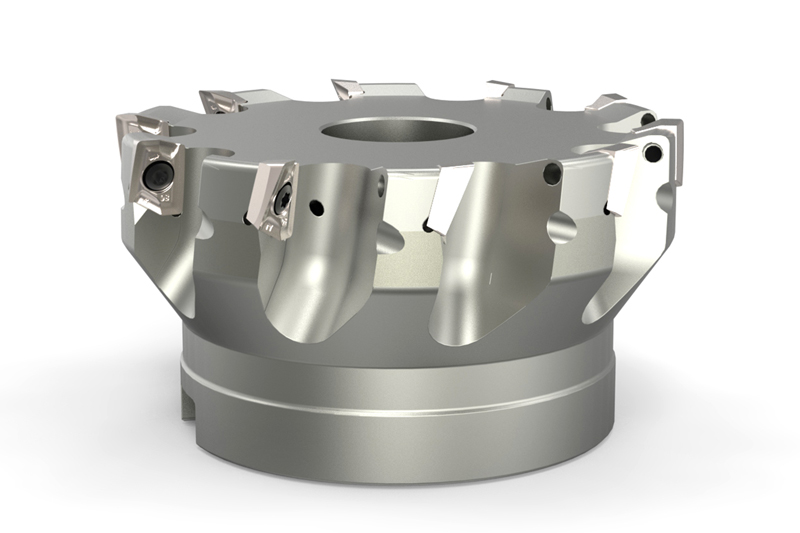
NeoMill-2/4-HiFeed90
Frese a spallamento retto/90° a elevato avanzamento
Sistema di utensili universale per la massima produttività
Range di ø: 16,00 - 200,00 mm
Foratura
MEGA-Speed-Drill-Titan
Punta in metallo duro integrale
Punta ad elevata velocità con due taglienti
Quattro margini di guida per precisione di superficie e cilindricità esatte (classe di tolleranza raggiungibile: IT9, IT8)
Tagliente convesso con margine angolare per la massima stabilità
Innovativo profilo a zigrinatura incrociata per la protezione dei margini di guida
Massima resistenza all’usura e al calore
Range di Ø: 3,00 - 20,00 mm
Alesatura e barenatura di precisione
FixReam-FXR
Alesatore ad alte prestazioni con codolo cilindrico
Alesatore ad alte prestazioni in metallo duro integrale
Con scanalatura dritta per foro passante e foro cieco
Con scanalatura obliqua sinistra per foro passante
Ideale per brevi tempi di ciclo
Disponibilità in diversi materiali da taglio e rivestimenti
Range di Ø: 2,80 - 20,20 mm
Alesatori a testina intercambiabile HPR
Alesatore a testina intercambiabile con attacco HFS
Sistema a testina intercambiabile altamente preciso in versione fissa con taglienti brasati
Esatta concentricità e precisione di cambio di < 3 µm
Massima redditività grazie al concetto di modularità del sistema
Idoneo per la lubrificazione minimale
Range di Ø: 7,00 - 65,00 mm
Barenatura
Barenatura del titanio
Bareni con tecnologia tangenziale
Utensili specifici mirati a garantire massima produttività, processi economici e stabilità di lavorazione
Inserti a fissaggio tangenziali CTHQ e FTHQ
Migliori risultati di lavorazione con rapporto lunghezza/diametro >3,5xD grazie all’arrotondamento del tagliente
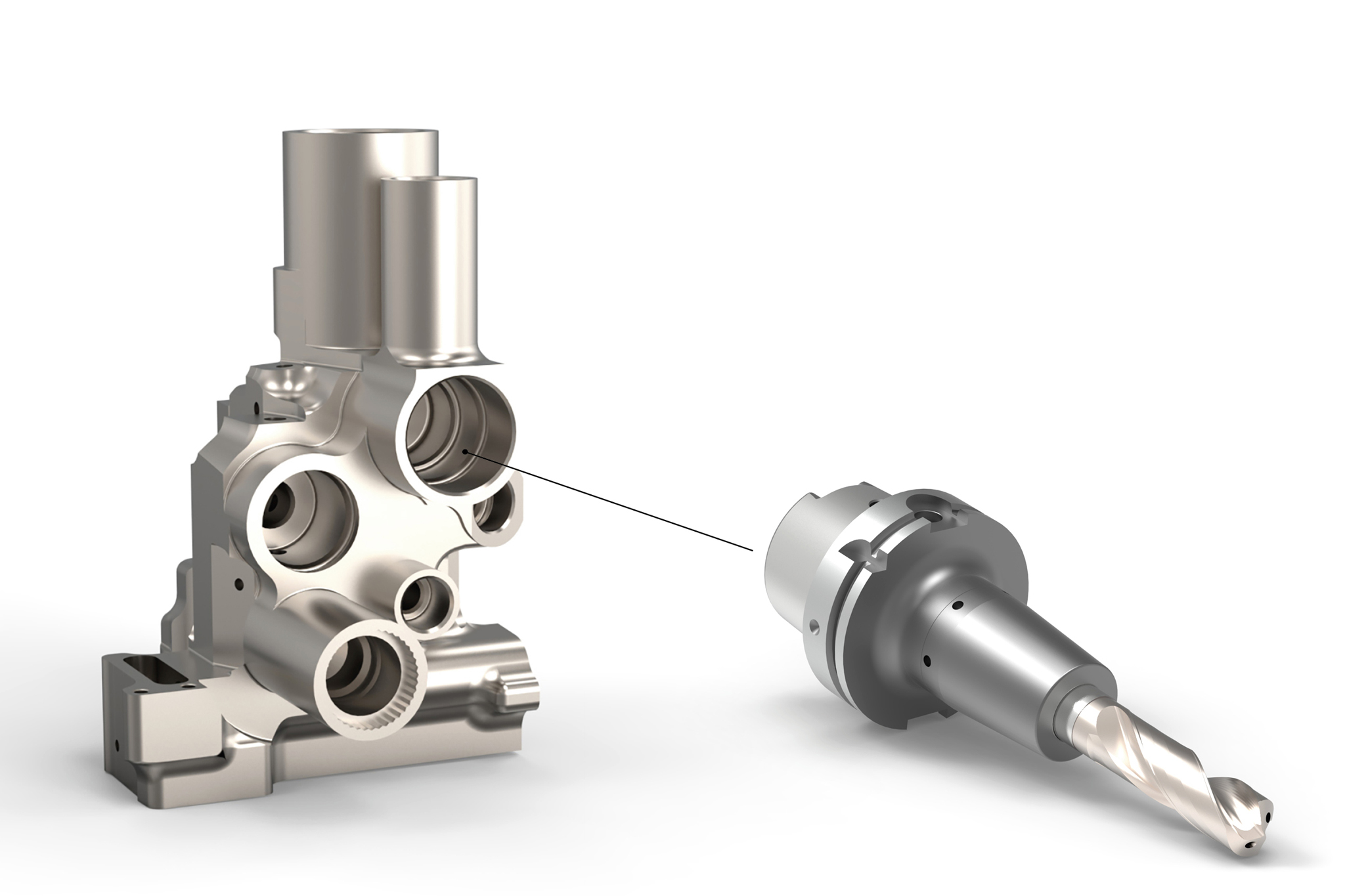
Gli elevati requisiti dell’industria aerospaziale in termini di robustezza e resistenza alla corrosione in relazione al peso specifico fanno del titanio e delle rispettive leghe i materiali di fabbricazione prescelti. Il variegato campo d’impiego spazia da piccoli componenti strutturali lavorati meccanicamente a elementi portanti della fusoliera o alle pale dei motori.
Esempio di applicazione: giunto di torsione
1 / 5
Bareno di precisione
Regolazione dei taglienti ad alta precisione
Perfetta coassialità dei fori
Ottima ruvidità della superficie
Perfetta geometria di foratura
Eccellente stabilità di lavorazione grazie ai pattini di guida
Elevata precisione di ripetizione e semplice regolazione dell’utensile
2 / 5
NeoMill-Titan-2-Shell
Massimi tassi di asportazione truciolo
Asportazione dei trucioli ottimale
Elevata silenziosità del funzionamento
Concetto di raffreddamento variabile
Possibilità di utilizzare taglienti con diversi raggi d’angolo
Diversi materiali da taglio disponibili
3 / 5
MEGA-Speed-Drill-Titan
Angolo tra taglienti 140°
Assenza di aderenze grazie al rivestimento estremamente liscio
Quattro margini di guida per valori di circolarità ottimali
Tagliente convesso
Adduzione interna del refrigerante
Scanalatura per trucioli di nuova concezione (asportazione ottimale)
Efficiente flusso del refrigerante (prevenzione di attriti e surriscaldamenti sul tagliente)
4 / 5
OptiMill-Titan-HPC
Speciale preparazione dei bordi (tagliente stabile)
Inclinazione differenziata della spirale (taglio stabile, scorrimento regolare)
Nucleo rialzato (maggiore stabilità)
5 / 5
FixReam
Versione in metallo duro integrale o brasata
Qualità del foro: H7
Rivestimento DLC per prestazioni ottimali
Diametro configurabile (Speedline)
Versione per fori passanti e fori ciechi
Idoneo per la lubrificazione minimale
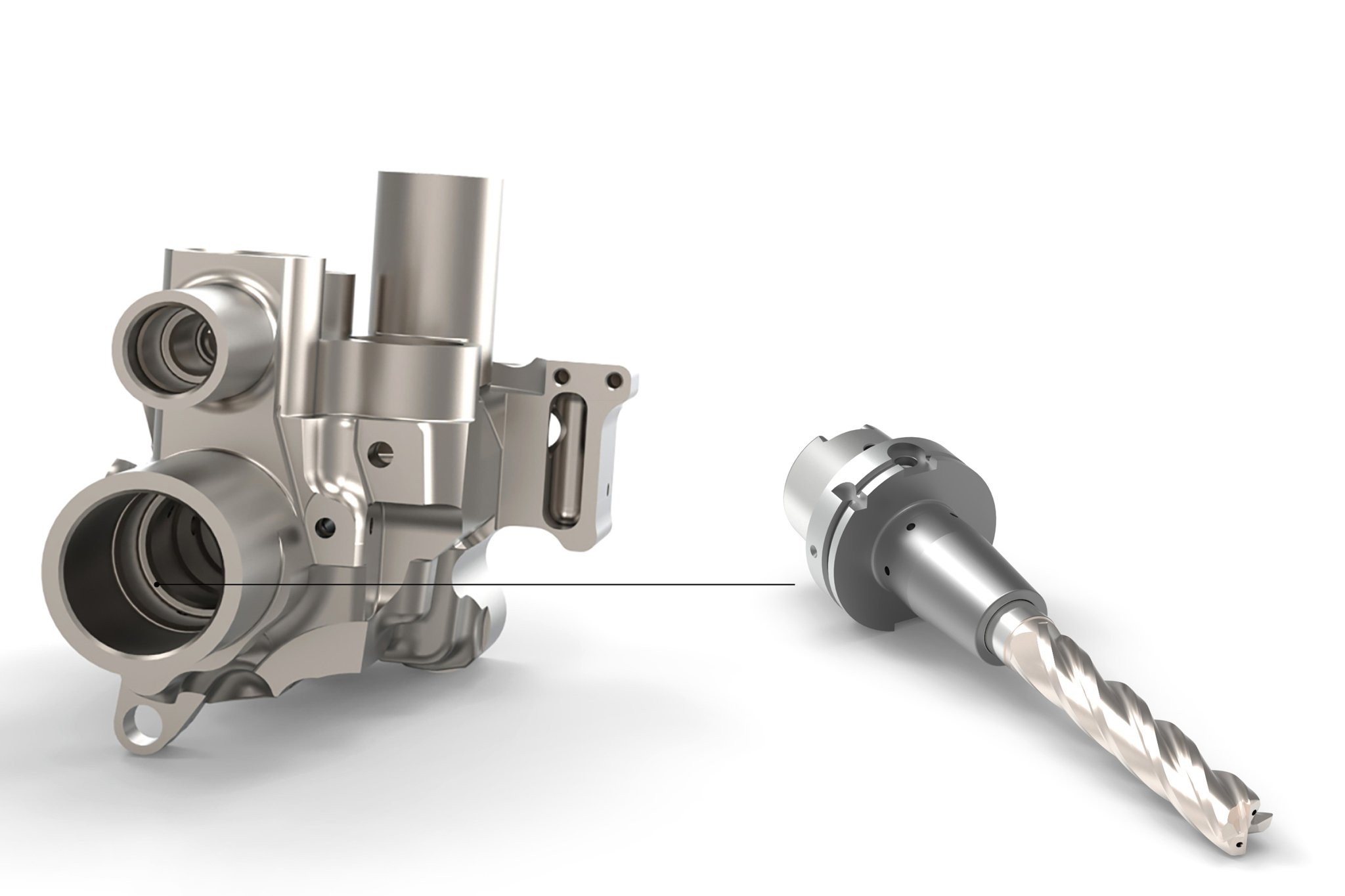
Esempio di applicazione: Hingeline
1 / 6
Utensile per sbavatura in metallo duro integrale
Questo speciale utensile di forma sferica viene utilizzato per la sbavatura degli ingressi e delle uscite del foro principale e dei fori di fissaggio mediante fresatura circolare.
2 / 6
NeoMill-Titan-2-Corner
Elevati tassi di asportazione truciolo
Elevata silenziosità del funzionamento
Possibilità di utilizzare taglienti con diversi raggi d’angolo
Diversi materiali da taglio disponibili
3 / 6
MEGA-Speed-Drill-Titan
Incremento della durata dell’utensile del 30% rispetto alla soluzione precedente
Per applicazioni di foratura ad avanzamento e velocità di taglio elevati
Tempo di ciclo ridotto
4 / 6
Punta ad inserto intercambiabile TTD, punta speciale, barra di barenatura
Punta ad inserto intercambiabile TTD per foratura pilota del primo passante
Punta speciale con elemento di guida aggiuntivo sul gambo per la lavorazione centrale del passante su ambo i lati
Barra di barenatura con guida a cuscinetto per una lavorazione di finitura precisa del foro principale da un lato
5 / 6
OptiMill-Titan-HPC
Incremento della durata dell’utensile del 35%
Soluzione perfetta per la sgrossatura, la lavorazione media e la finitura
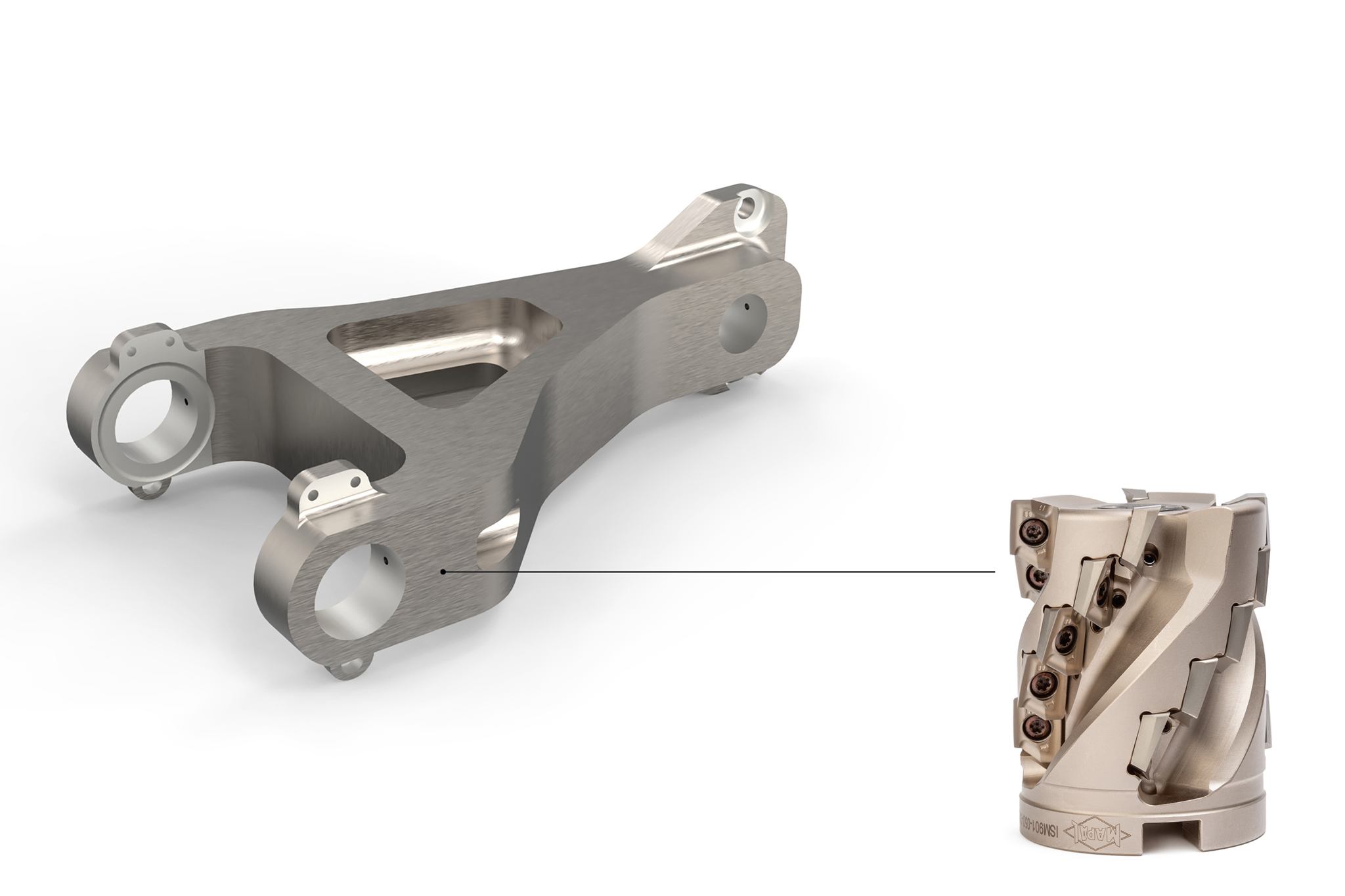
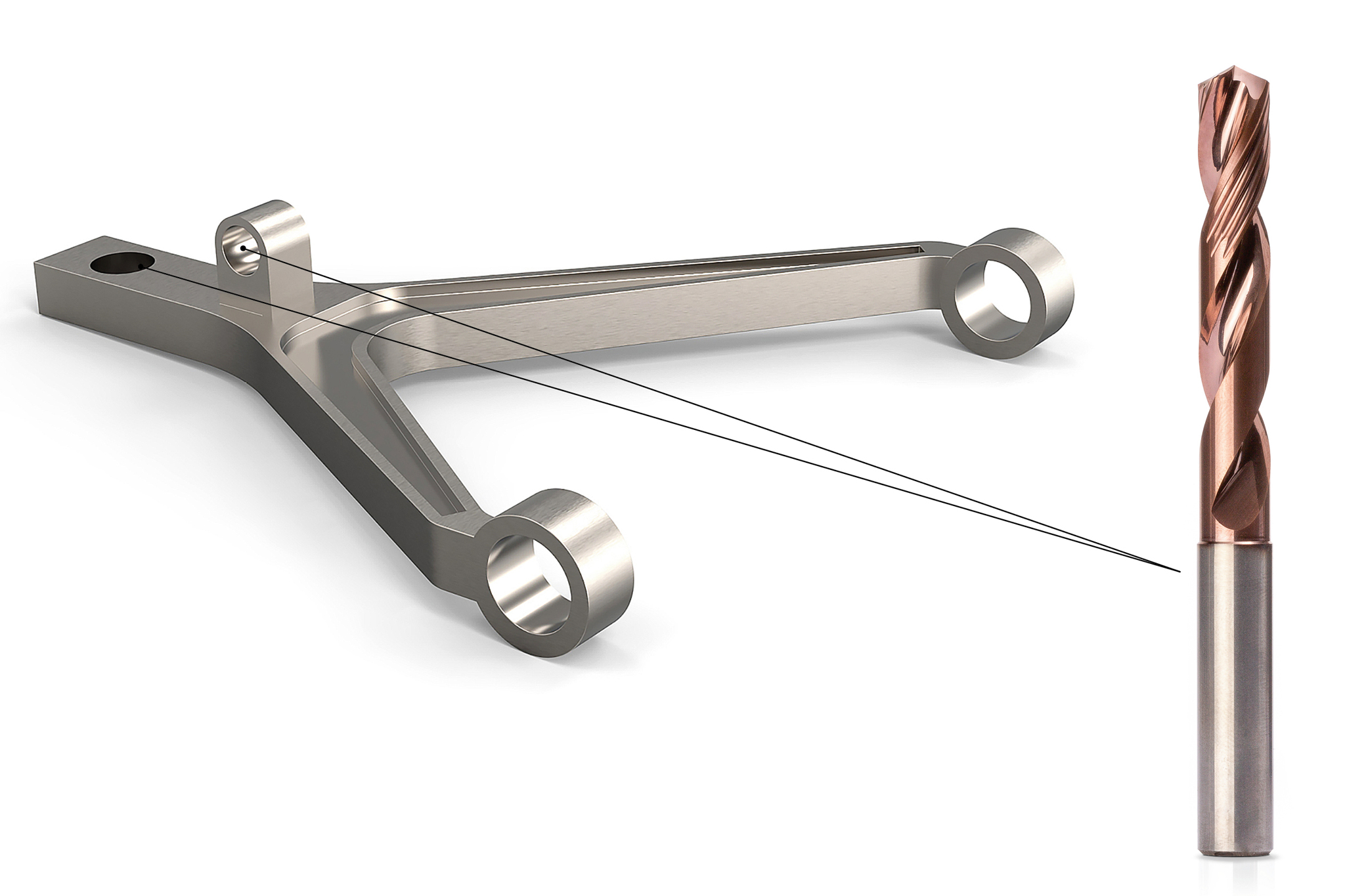
Un peso ridotto comporta un minore consumo di carburante e meno emissioni. Esistono molti approcci diversi ai materiali in titanio nell’industria automobilistica, dai componenti del motore a quelli della trasmissione e delle sospensioni fino ai sistemi di scarico. I costruttori di auto puntano alla creazione di veicoli sempre più leggeri e dunque ecologici.
Esempio di applicazione: braccio di controllo
1 / 4
MEGA-Speed-Drill-Titan
Incremento della durata dell’utensile del 30% rispetto alla soluzione precedente
Per applicazioni di foratura ad avanzamento e velocità di taglio elevati
Tempo di ciclo ridotto
2 / 4
OptiMill-Titan-HPC
Frese di sgrossatura a quattro taglienti
Scanalatura per trucioli levigata
Rivestimento ad alte prestazioni resistente al calore
Passo differenziato dei taglienti (taglio liscio)
3 / 4
Alesatore a testina intercambiabile HPR
Concentricità e precisione di cambio inferiore a 3 µm
Facile utilizzo
Massima precisione e produttività
Adduzione interna del refrigerante per il raffreddamento diretto dei taglienti
Elevata efficienza (testina intercambiabile)
4 / 4
NeoMill-Titan-2-Shell
Massimi tassi di asportazione truciolo
Asportazione dei trucioli ottimale
Elevata silenziosità del funzionamento
Concetto di raffreddamento variabile
Possibilità di utilizzare taglienti con diversi raggi d’angolo
In virtù della sua biocompatibilità, ovvero la resistenza in ambiente biologico (proprietà antiallergiche), la bassa conducibilità termica e il comportamento amagnetico, il titanio è un materiale pressoché perfetto per le esigenze della tecnologia medicale.
Esempio di applicazione: articolazione dell’anca
1 / 1
OptiMill-Tro-Titan
Rivestimento ad alte prestazioni resistente al calore
Scanalatura per trucioli con speciale design per asportazione ottimale
Dissipazione termica nella zona di taglio
Esempio di applicazione: placca ossea
1 / 2
OptiMill-Tro-Titan
Rivestimento ad alte prestazioni resistente al calore
Scanalatura per trucioli con speciale design per asportazione ottimale
Dissipazione termica nella zona di taglio
2 / 2
MEGA-Speed-Drill-Titan
Incremento della durata dell’utensile del 30% rispetto alla soluzione precedente
Per applicazioni di foratura ad avanzamento e velocità di taglio elevati