
PKD für die Bearbeitung anspruchsvoller Luftfahrtbauteile
Ein Großteil der für moderne Flugzeuge und Hubschrauber verwendeten Bauteile bestehen aus Aluminiumlegierungen oder Composite-Materialien beziehungsweise Kombinationen dieser Werkstoffe. Das hat mit der Prävention gegen Materialermüdung bei gleichzeitig geringem Gewicht zu tun. Bei ihrer Zerspanung steht vor allem die Prozesssicherheit im Fokus. PKD-Werkzeuge von MAPAL erfüllen diese Anforderung in hohem Maße und überzeugen zudem durch lange Standzeiten und beste Bearbeitungsergebnisse.
60 Prozent mehr Standzeit beim Bohren von Composite-Werkstoffen
Im Flugzeugbau müssen in Composite-Bauteile und Materialverbunde in der Montage tausende von Bohrungen für Nietverbindungen eingebracht werden. In der Regel kommen dafür Vollhartmetallbohrer mit Diamantbeschichtung zum Einsatz. Für spezielle Anwendungen sind diese allerdings ungeeignet. Vor allem bei extrem hohen Anforderungen an Standzeit, Prozesssicherheit und Qualität der Bohrung sollen die Grenzen noch weiter hinausgeschoben werden.
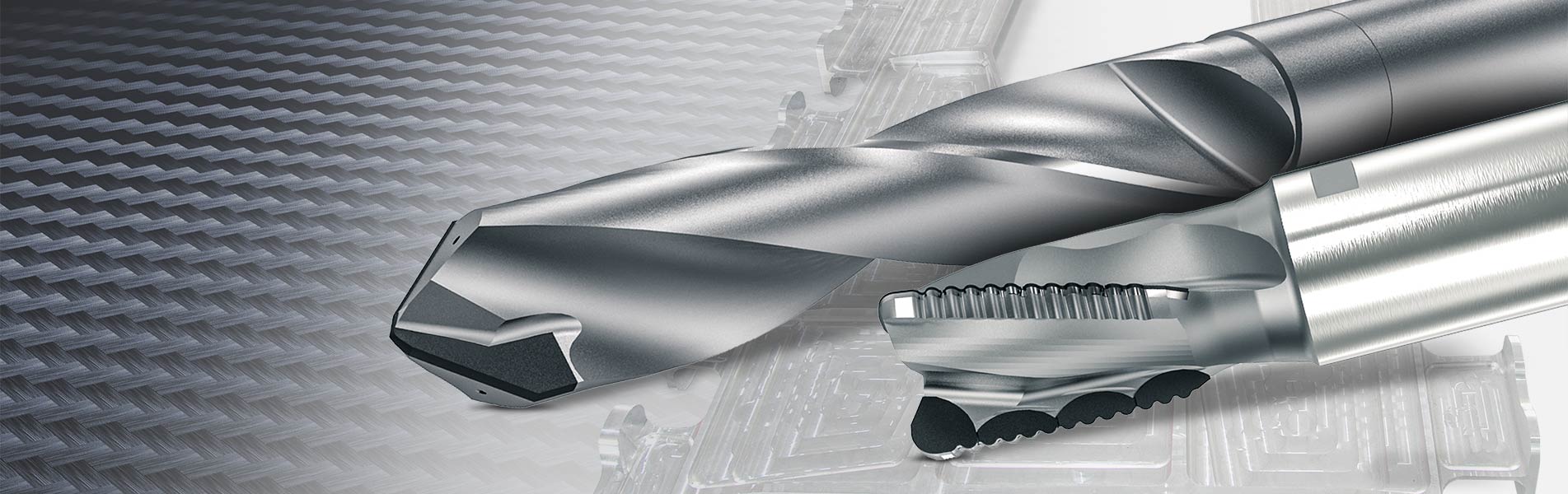
MAPAL hat einen neuen PKD-Bohrer zur Bearbeitung von Composite-Materialien, wie CKF (Kohlenstofffaserverstärkter Kunststoff) und Schichtverbunde aus Aluminium und CFK, in der Montage entwickelt. Der Bohrer zeichnet sich vor allem durch seine durchgängige PKD-Schneide aus. Bisher kamen im Zentrum meist Spitzen aus Vollhartmetall zum Einsatz, nur die Seiten waren PKD-bestückt. Allerdings sorgte die Unterbrechung der Schneide für Instabilität an den Übergängen, der Lötspalt neigte zu Ausbrüchen. Diese Instabilität hat MAPAL mit dem neuen Werkzeug eliminiert.
In den geschlitzten Grundkörper aus Vollhartmetall wird die beidseitig polierte PKD-Schneide eingebracht. Dadurch ist das gesamte System besonders stabil. Dank des Spitzenwinkels von 115˚ zentriert sich der Bohrer sehr gut selbst. Der Differentialspitzenwinkel von 80° sorgt für einen sauberen Bohrungsaustritt ohne Delamination.
Bei einer Kundenanwendung überzeugt der Bohrer nicht nur durch hohe Prozesssicherheit. Auch die Standzeit begeistert den Kunden. In einem Helikopterbauteil werden in diesem Fall Bohrungen für Bolzen eingebracht. Das Bauteil besteht aus 50 mm starkem CFK. Das bisher eingesetzte Werkzeug hatte nach 50 Bohrungen sein Standzeitende erreicht. Bei höheren Schnittwerten und einer deutlich besseren Qualität der Bohrungen realisiert der Kunde mit dem PKD-Bohrer von MAPAL mit einem Durchmesser von 19 mm über 80 Bohrungen – eine Steigerung um 60 Prozent gegenüber den lediglich an den Seiten mit PKD-bestückten Werkzeugen.
MAPAL hat einen neuen PKD-Bohrer zur Bearbeitung von Composite-Materialien, wie CKF (Kohlenstofffaserverstärkter Kunststoff) und Schichtverbunde aus Aluminium und CFK, in der Montage entwickelt. Der Bohrer zeichnet sich vor allem durch seine durchgängige PKD-Schneide aus. Bisher kamen im Zentrum meist Spitzen aus Vollhartmetall zum Einsatz, nur die Seiten waren PKD-bestückt. Allerdings sorgte die Unterbrechung der Schneide für Instabilität an den Übergängen, der Lötspalt neigte zu Ausbrüchen. Diese Instabilität hat MAPAL mit dem neuen Werkzeug eliminiert.
In den geschlitzten Grundkörper aus Vollhartmetall wird die beidseitig polierte PKD-Schneide eingebracht. Dadurch ist das gesamte System besonders stabil. Dank des Spitzenwinkels von 115˚ zentriert sich der Bohrer sehr gut selbst. Der Differentialspitzenwinkel von 80° sorgt für einen sauberen Bohrungsaustritt ohne Delamination.
Bei einer Kundenanwendung überzeugt der Bohrer nicht nur durch hohe Prozesssicherheit. Auch die Standzeit begeistert den Kunden. In einem Helikopterbauteil werden in diesem Fall Bohrungen für Bolzen eingebracht. Das Bauteil besteht aus 50 mm starkem CFK. Das bisher eingesetzte Werkzeug hatte nach 50 Bohrungen sein Standzeitende erreicht. Bei höheren Schnittwerten und einer deutlich besseren Qualität der Bohrungen realisiert der Kunde mit dem PKD-Bohrer von MAPAL mit einem Durchmesser von 19 mm über 80 Bohrungen – eine Steigerung um 60 Prozent gegenüber den lediglich an den Seiten mit PKD-bestückten Werkzeugen.
ドライ加工用PCD粗加工用カッター
アルミニウム製の航空機の翼を加工する際に、既存の材料の大部分が加工によって除去されます。翼内のチャンバーやポケットの粗削り加工用に、マパールはOptiMill-SPM-Roughともにその性能が何度も実証されている超硬エンドミルを用意しています。しかしこのラフィングカッターは湿式加工にしか適していません。その理由は航空機の構造物に使用されるようなロングチップのアルミニウム合金のドライ加工の場合、ソリッドカーバイドツールでは限界に達します。すぐに構成刃先が形成され、ツールは過度の摩耗にさらされます。
翼のチャンバーやポケットがクーラントで満たされないように、PCD装備のミーリングカッターを備えたマパールに対応するドライ加工用ツールに対する需要が高まっていました。
新しいミーリングカッターの形状は、ソリッドカーバイドドリルと多くの点で同じです。特別に設計された刃先形状がソフトカットを保証し、切削抵抗を軽減します。また工具の優れたプランジ加工特性により、部品への熱影響が最小限に抑えられます。
ソリッドカーバイドドリルと比較して、工具寿命が非常に長いアルミ合金のドライ加工用PCD工具は、工具寿命が非常に長いため、経済的な使用が可能です。高いツールコストはすぐに回収できます。