Un alésage novateur pour les composants hydrauliques
Grâce à des forets pilotes et des alésoirs performants
マパールは、スプールボア加工向けの強力 なツールソリューションを製品ラインに追 加しました。

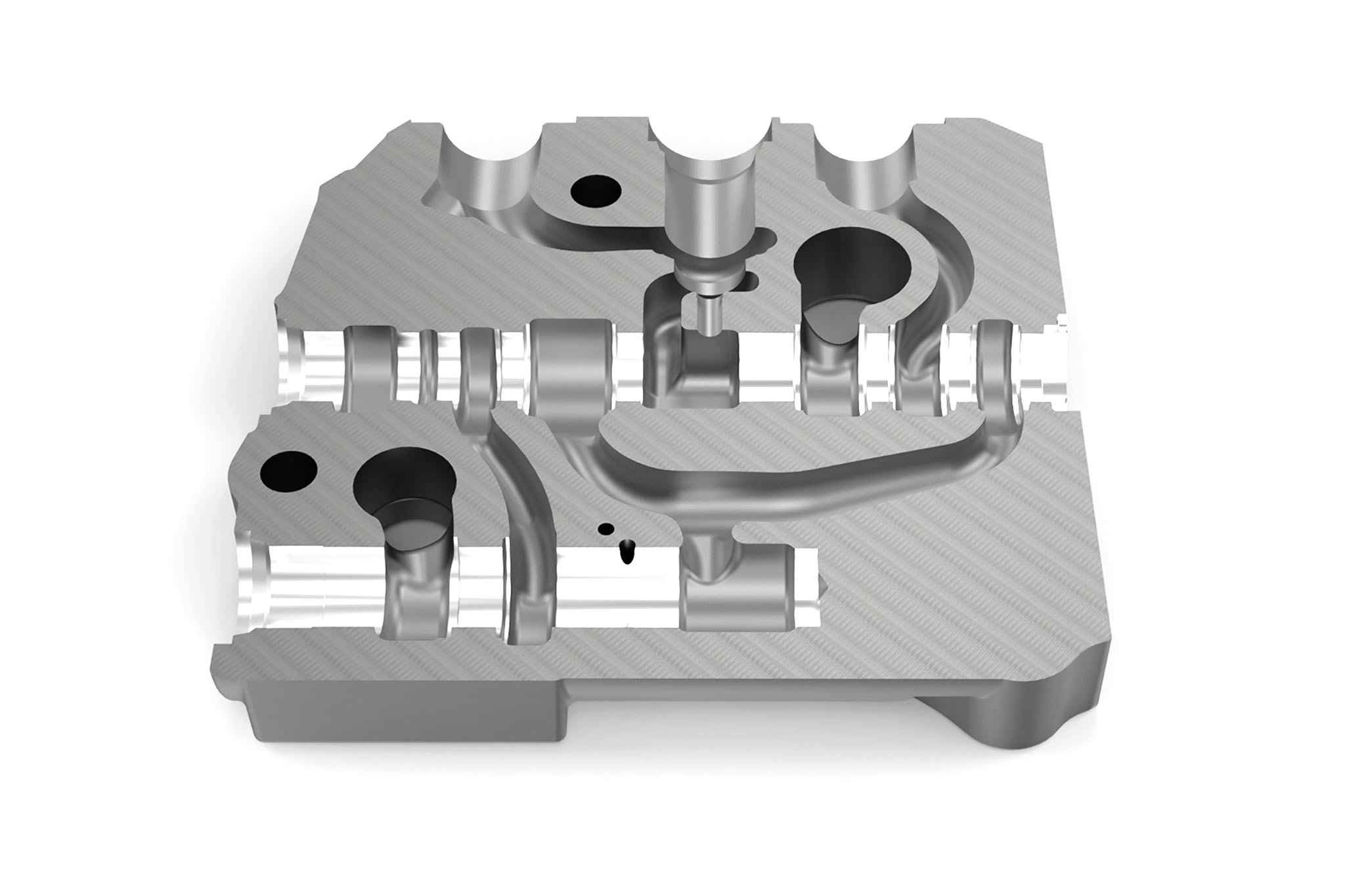
スプールボアは、バルブハウジングやアキシ ャルピストンポンプなどの油圧部品におけ る重要な要素です。 MAPALは、これらの部品を高精度ボーリ ングツールで精密加工することを、長年の 中核技術としてきました。 今回、前加工向けの新しいツールソリュー ションを導入するこ で、MAPALは包括 的な技術パートナーとしての地位をさらに 強化しています。 お客様は、パイロット加工から精密加工ま でを一貫して提供する「ワンストップ加工コ ンセプト」の恩恵を受けることができます。
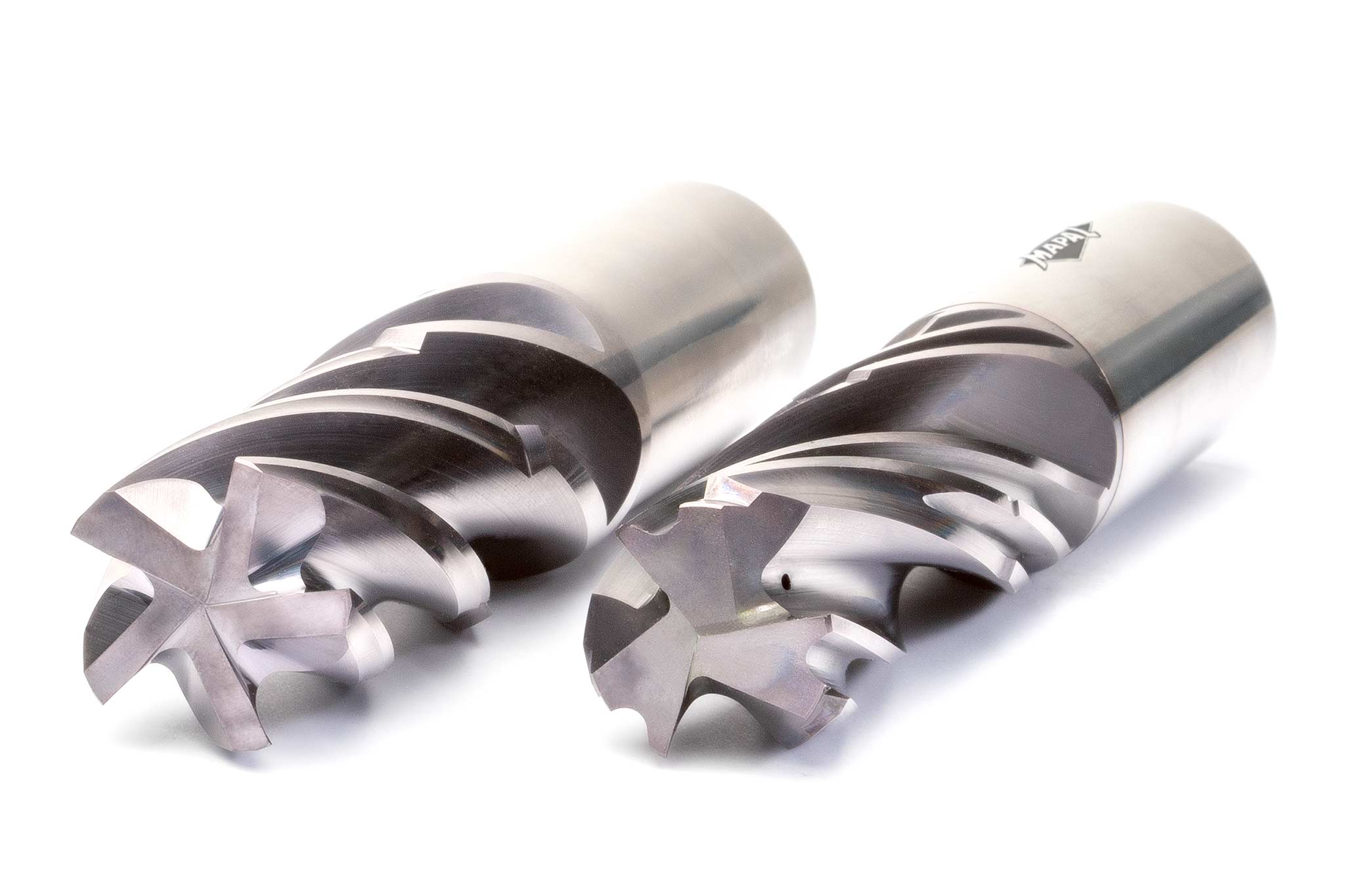
注目すべきは、2種類の新しいツールです。 3枚刃または5枚刃のパイロットドリルは、 鋳造条件に応じて選択でき、効率的かつ非 常に経済的な部品のパイロット加工を可 能にし す。これにより、加工工程の削減や 工具 換の手間を省くことができます。 安定した素材には3枚刃のコアドリルが使 用されますが、鋳造条件が不安定な場合に は、5枚刃のオプションが高送りでも高精 度な加工結果を提供します。
3枚刃のパイロットドリルと同様に、3枚刃 の超硬ボーリングツールもMAPALの特許 技術であるマルチチャンファ技術に基づい ています。 この技術により、切りくずの排出がス ムーズに行われ、切りくずの渦巻き (スワール)を防止します。 これは、10xDの深穴加工においても有効
です。 さらに、内部冷却機構により工具寿命が延 び、加工プロセスの信頼性も向上します。
です。 さらに、内部冷却機構により工具寿命が延 び、加工プロセスの信頼性も向上します。
両ツールは後工程の仕上げ加工に最適に マッチしています。最適化されたプロセス、 低減された不良率、最大限の経済性によ り、流体技術分野において革新的なソリュ ーションを生み出し、お客様に明確な付加 価値を提供します。