
19.01.2022
Wenn nichts mehr schief gehen darf
MAPAL bietet Prozesssicherheit beim Bohren, Reiben und Gewinden
Bis im Produktionsprozess Verfahren wie Bohren, Reiben oder Gewinden zum Einsatz kommen, ist zuvor bereits viel geschehen. Umso wichtiger ist es, dass bei diesen abschließenden Bearbeitungsschritten kein Werkzeugversagen mehr zur Beschädigung oder gar Zerstörung des fast fertigen Bauteils führt. Werkzeuge von MAPAL sind nicht nur sehr prozesssicher, sondern ermöglichen darüber hinaus auch hohe Produktivität. Dreischneidiges Bohren und Reiben in einem Schritt gehören ebenso dazu wie der in einem Kombinationswerkzeug integrierte Gewindefräser.
Drei Führungsfasen für mehr Speed

Bohren und Reiben in einem Werkzeug

Wirrspäne, die sich in die Nebennut hineinziehen, sich um das Werkzeug wickeln und das Bauteil zerstören, sind für den Anwender der blanke Horror. Mit seiner dreischneidigen Lösung konnte MAPAL dieses Problem ausmerzen und gewährleistet hohe Prozesssicherheit auch bei langspanenden Stahlwerkstoffen. Für das Kombiwerkzeug wurde der Dreischneider um drei weitere Führungsfasen ergänzt. Zusammen mit diesen sechs Führungsfasen sorgt die selbstzentrierende Querschneide dafür, dass die Bohrreibahle sehr unempfindlich gegenüber verschiedenen Einsatzparametern ist und stets höchste Prozessfähigkeit bietet. Die Spitze sieht aus wie ein kleiner Stern und hat einen Schraubenflächenanschliff mit einer Querschneide. Sie gewährleistet höchste Positionsgenauigkeit des Werkzeugs.
Mit Versuchsreihen belegt die MAPAL Forschung und Entwicklung, dass Veränderungen der Schnittwerte kaum Abweichungen der Bohrungsdurchmesser bewirken. In der Fertigung müssen daher nicht erst zeitaufwändig die passenden Schnittparameter gesucht werden, was den Rüstaufwand reduziert und schneller zum Ergebnis führt. Auch die Rundheit blieb über hunderte von Testbohrungen konstant.
MAPAL bietet den Tritan-Drill-Reamer für Durchmesser von 4 bis 20 mm in Längen von 3xD und 5xD mit Innenkühlung an. Um verschiedenste Passungen mit der Bohrreibahle hochgenau fertigen zu können und weitere IT7-Toleranzen zu erreichen, sind auch Durchmesser in 1/100-Abständen verfügbar.
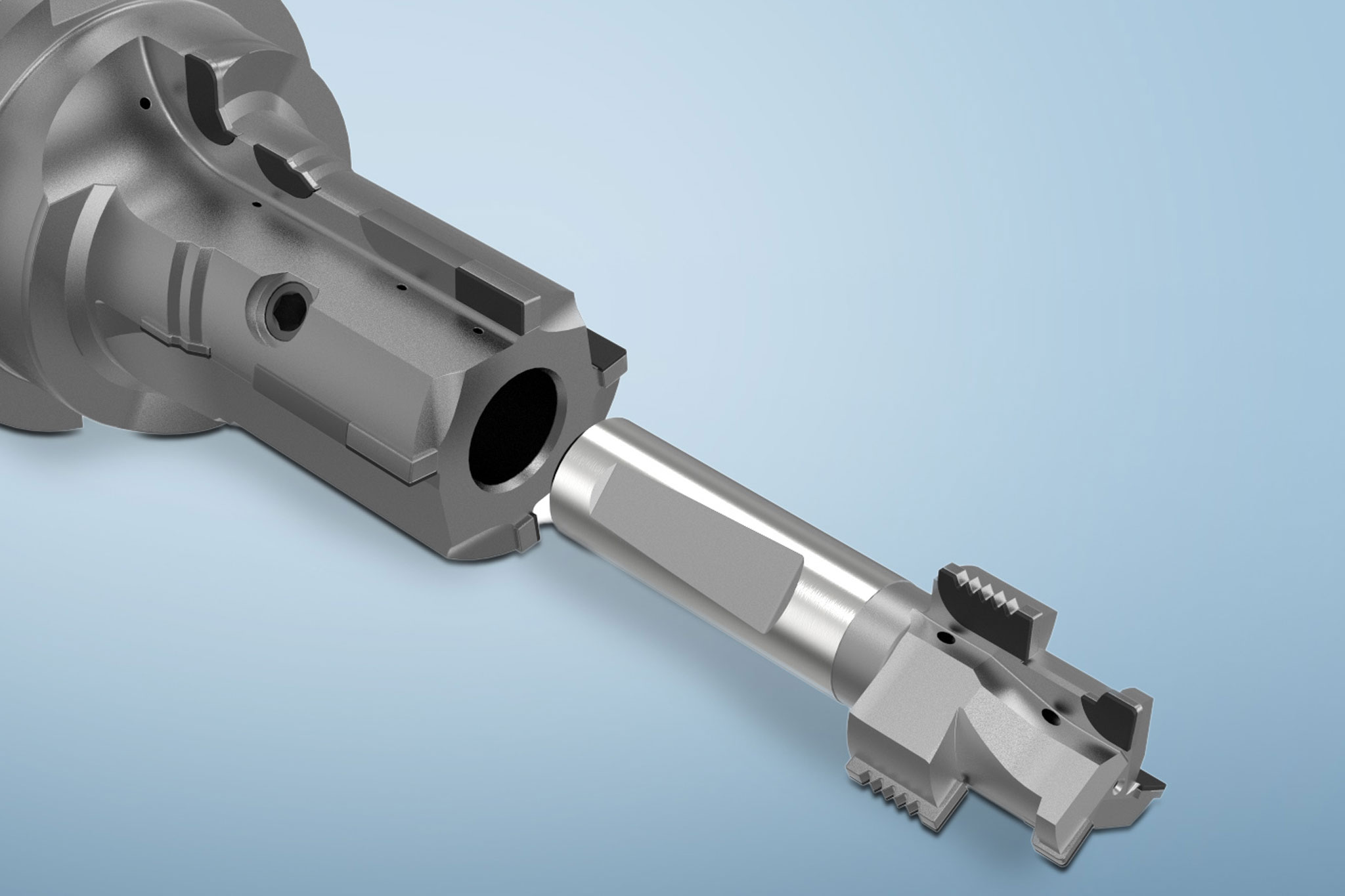
PKD-Gewindefräser kommt huckepack

Die zusätzliche Werkzeugkomponente muss dabei durchaus nicht für den gleichen Arbeitsschritt eingesetzt werden. So kann ein Sonderwerkzeug vornehmlich für das Aufbohren und die Anbringung einer Fase ausgelegt sein und das Gewinde entsteht an einer ganz anderen Stelle des Bauteils. Mit einem wegfallenden Werkzeugwechsel verkürzt sich die Taktzeit. „Wir kommen immer dann ins Spiel, wenn sehr viele Gewinde wirtschaftlich produziert werden sollen, oder eine hohe Präzision verlangt wird “, weiß Matthias Fuchs, Produktspezialist für PKD-Werkzeuge bei MAPAL.
Der Wechsel von einer Vollhartmetallschneide auf den polykristallinen Diamanten als Schneidstoff kann unterschiedliche Vorteile bringen. Der PKD-Gewindefräser hat eine wesentlich längere Standzeit, ermöglicht bei gleichzeitig höheren Schnittwerten eine längere Maßhaltigkeit der Toleranzen wie beispielsweise des Flankenwinkels und hält die geforderten Oberflächenqualitäten. Wie sich das in der Praxis auswirkt, belegt MAPAL mit einer Vielzahl von Anwendungsbeispielen. Gegenüber einem Vollhartmetallwerkzeug konnten die Schnittwerte beim Gewindefräsen in einem Zylinderkopf um 30 Prozent gesteigert werden. In einer Fertigung für Durchflusszähler aus Messing verkürzte sich die Taktzeit um 40 Prozent gegenüber Vollhartmetall. M12x1 Feingewinde in hochvergütetem Schmiedealuminium für einen Common Rail Flansch wird mit Hilfe eines PKD-Gewindefräsers bearbeitet und erreicht eine Standzeit von etwa 85.000 Gewinden.
Bei automatisierten Montagelinien steigert ein gratfreies und gefastes Gewinde die Prozesssicherheit beim Zusammenbau. Optional bietet sich auch die Möglichkeit, eine Entgratschneide zu integrieren und so den sonst zusätzlichen Arbeitsgang des Entgratens einzusparen.
Ein weiterer Vorteil besteht darin, dass Anwender das Werkzeug wesentlich seltener nachsetzen müssen. Bei Vollhartmetallwerkzeugen verändert sich mit zunehmendem Verschleiß die erzeugte Form der Gewinde, was Korrekturen in der Maschinensteuerung erfordert. In der Herstellung eines M12-Gewindes für einen Kunden zeigt sich der Standzeitvorteil des PKD-Gewindefräsers deutlich: Während er 120.000 Teile erreicht, kommt das Pendant aus Vollhartmetall im Vergleich auf lediglich 14.000. Um diese Mengen zu erreichen, musste beim Vollhartmetallgewindefräser vier Mal eine Radiuskorrektur um jeweils 50 µm vorgenommen werden, während der PKD-Gewindefräser mit nur einer Anpassung um 5 µm auskam.
Als alternative Technologie erzeugt der Gewindebohrer das Gewinde in einem einzigen Arbeitsschritt, während der Gewindefräser zunächst eine Kernlochbohrung benötigt. Beim Gewinden in der Großserienfertigung wird dennoch aus Gründen der Prozesssicherheit vorzugsweise gefräst, um Probleme mit Werkzeugbruch oder Späneabfuhr zu vermeiden. Am Ende darf schließlich nichts mehr schief gehen.

Kontakt
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Tel.: +49 7361 585 3342


