
气动缸
气动系统铝制导向缸 AW – Al Mg0,7Si – T66
客户的初始情况
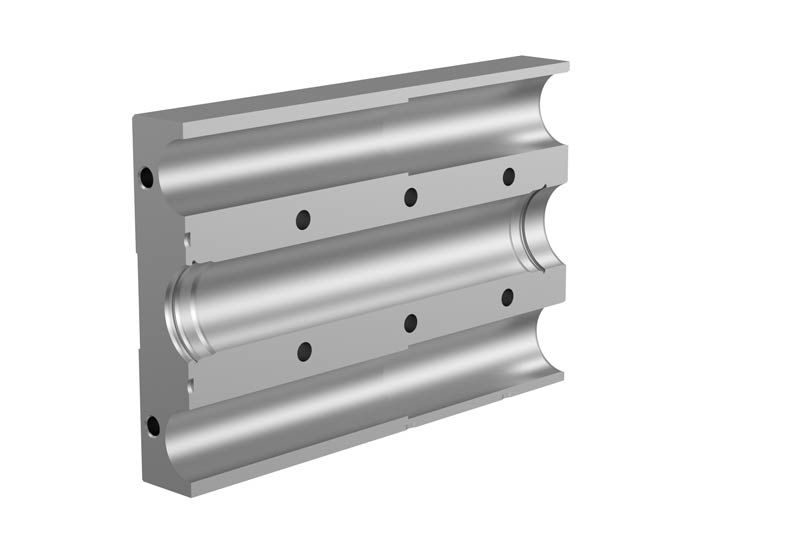
- 连铸材料的波动硬度特性
- 中到大批量
- 自动化制造
- 组件要求高(形状和位置、无毛刺和表面)
Besonderheiten der Lösung
- Chip breaker adapted to workpiece material and machining solution → Reliable chip control while machining long-chipping aluminium and varying hardness properties
- Long tool life and consistent quality for automated series production and varying degrees of workpiece material quality thanks to premium PCD tools
- Premachining with solid carbide → Precisely aligned processes from a single source
Piston bore

Boring
- PCD boring tool for finishing bearing seats in the pilot bore
- PCD cutting material combined with six inserts
- Short cycle time
- Long tool life
- Very good form and position
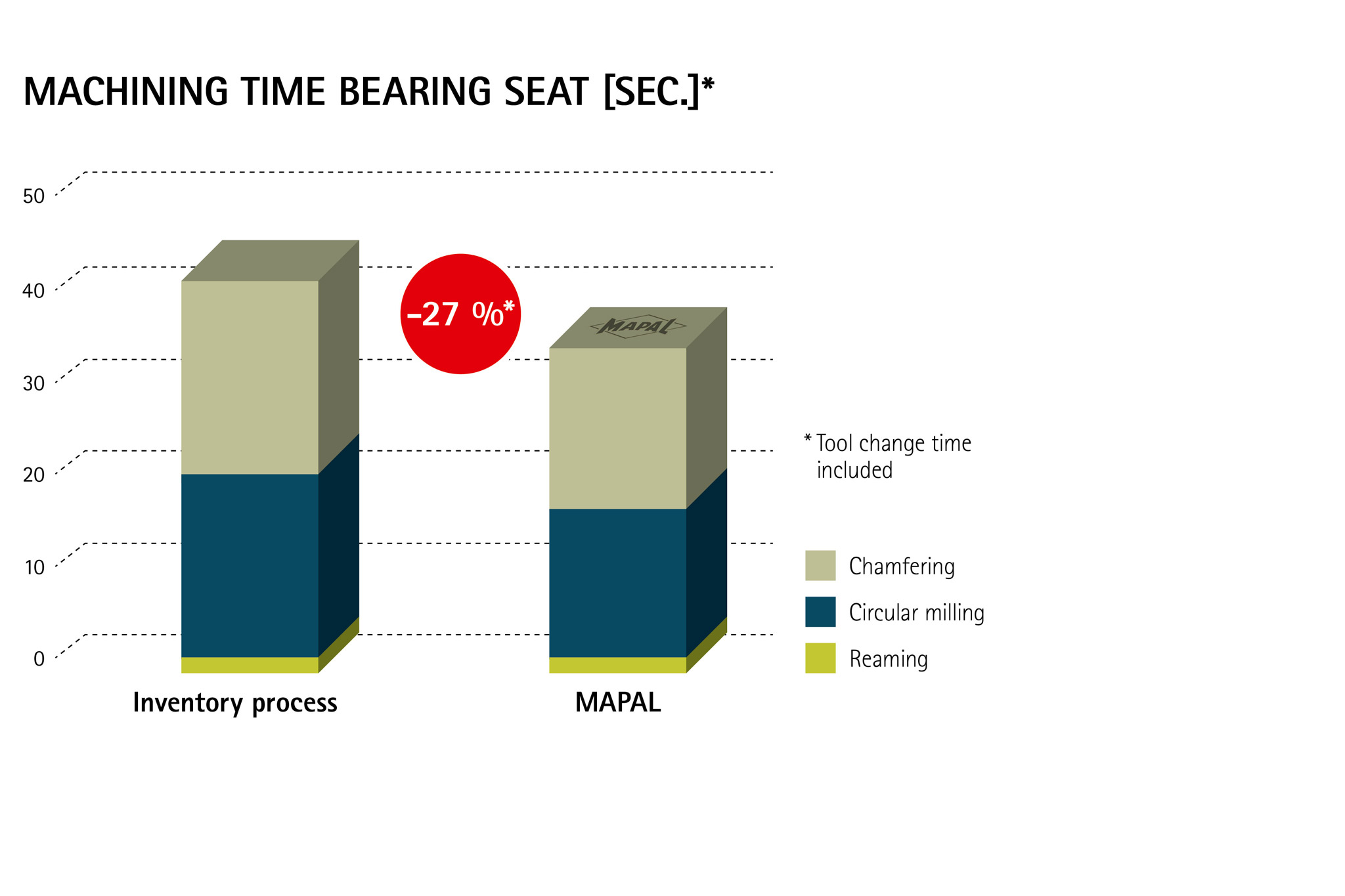
Piston bore (bearing seat)
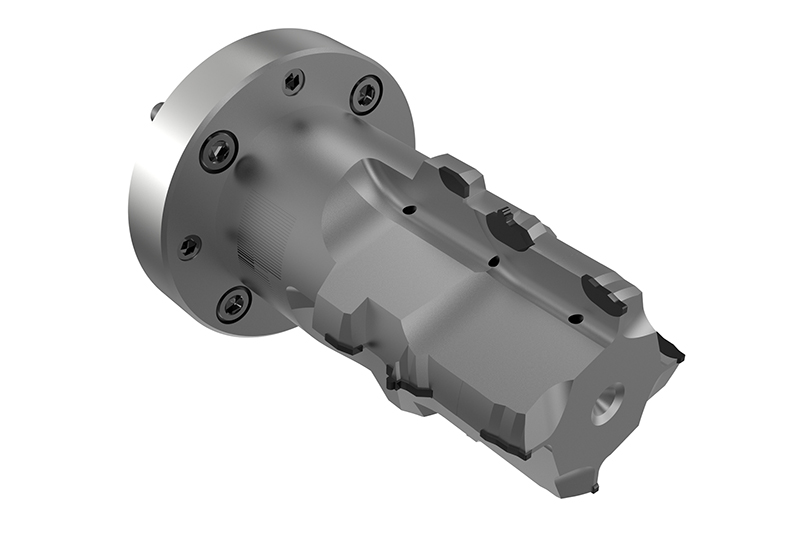
Barrenado + fresado circular + biseles
- Herramienta combinada PCD para el mecanizado completo del asiento del rodamiento en la perforación del pistón con un mínimo de estrías
- Operaciones de barrenado y fresado circular combinadas eficientemente en una sola herramienta
Procesos de fresado
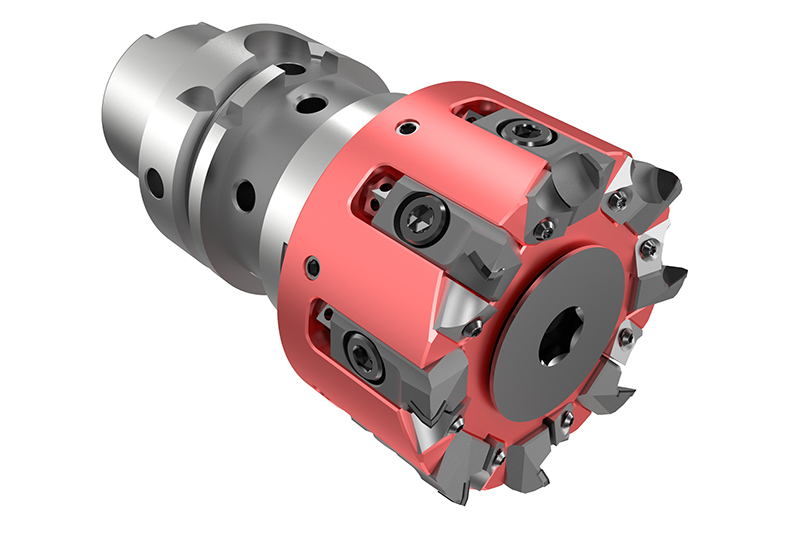
Planeado con fresa
- Fresa plana de PCD para operaciones de fresado plano económicas en procesos en serie
- Mecanizado con poca rebaba de la carcasa del cilindro para una funcionalidad óptima
Perforación para conexión de aire
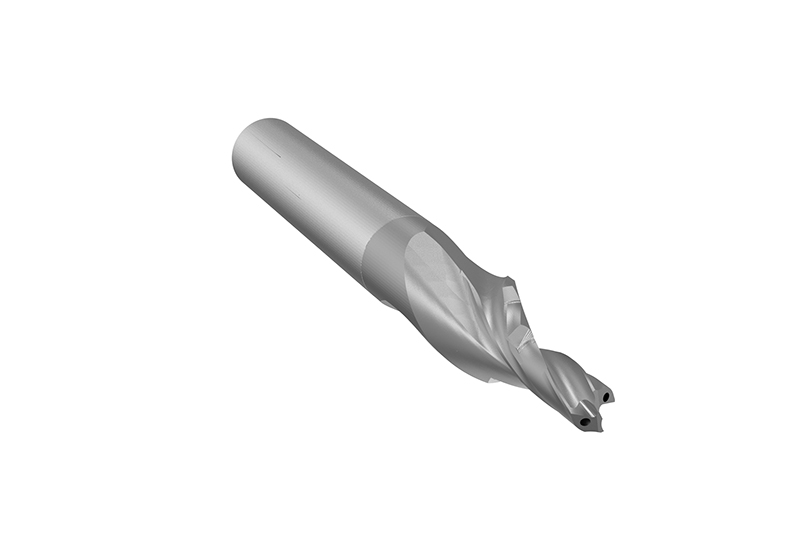
Taladrado en macizo
- Broca escalonada de metal duro con tecnología especial de biselado múltiple y rompevirutas
- Control ideal de las virutas
- Rectificado frecuente al mecanizar conexiones de aire y perforaciones de fijación
Ventajas
- Alta seguridad del proceso, así como mecanizado sin rebabas para cantidades medias y grandes, y un alto nivel de automatización
- Las herramientas combinadas permiten ahorrar tiempo de ciclo mientras mantienen constante la calidad y funcionalidad de los componentes
- Superficies perfectas, así como tolerancias de forma y posición mediante soluciones de mecanizado adaptadas a las necesidades del cliente