The F. Schumacher Maschinenteilefabrik relies on the expertise of MAPAL for the high-precision machining of interrupted bores
The highly accurate machining of interrupted bores poses particular challenges for the machinist. In isolated cases, single cutting edge tools are used for finish boring. However, this method is too slow and complex for series production with high requirements on the fit. For this reason, F. Schumacher Maschinenteilefabrik decided on a special tool from MAPAL for the fine machining of axle links.
Already in the fourth generation, Ansgar Schumacher manages the business of F. Schumacher Maschinenteilefabrik GmbH & Co. KG in Bad Sassendorf-Ostinghausen. The family business with 70 employees and 30 CNC machines is specialised in the machining of demanding cast and forged parts in the weight range from five kilograms to five tonnes. The customers of F. Schumacher include a world-leading manufacturer of agricultural machinery. This manufacturer relies on crawler running gear for certain applications to achieve the highest productivity for tractors and harvesting machinery. This running gear significantly reduces the load on the ground compared to balloon tyres and also permits higher vehicle speeds. The key functional parts on this running gear include axle links for two smaller rollers in the middle of the crawler. The links, and with them the rollers, are pressed down with the aid of hydraulic cylinders. On uneven ground the rollers can move up or down with a spring action and in this way stabilise the handling.
Challenge due to Interrupted bores
“During the machining of the axle links made of EN-GJS 600-3 for this running gear, there are very high requirements due to two interrupted, aligned bores”, explains Ralf Herlich, technical consultant at MAPAL. The bores arranged one behind the other house a pin that sits in the rod end on a hydraulic cylinder and that is inserted through the interruptions on the top. For this purpose, both the bores must have a diameter of 59 mm with a fit of H7 with Rz = 16 μm over a total length of 177 mm. Occasional increases in hardness in the area of the thin protrusions at the interruptions are a challenge during the machining of these bores, along with the interrupted cut. Machining is undertaken on two machining centres from Nigata with a BT 50 connection; workpieces clamped on pallets with a zero point clamping system are fed with the aid of an automatic pallet changer with 60 stations.
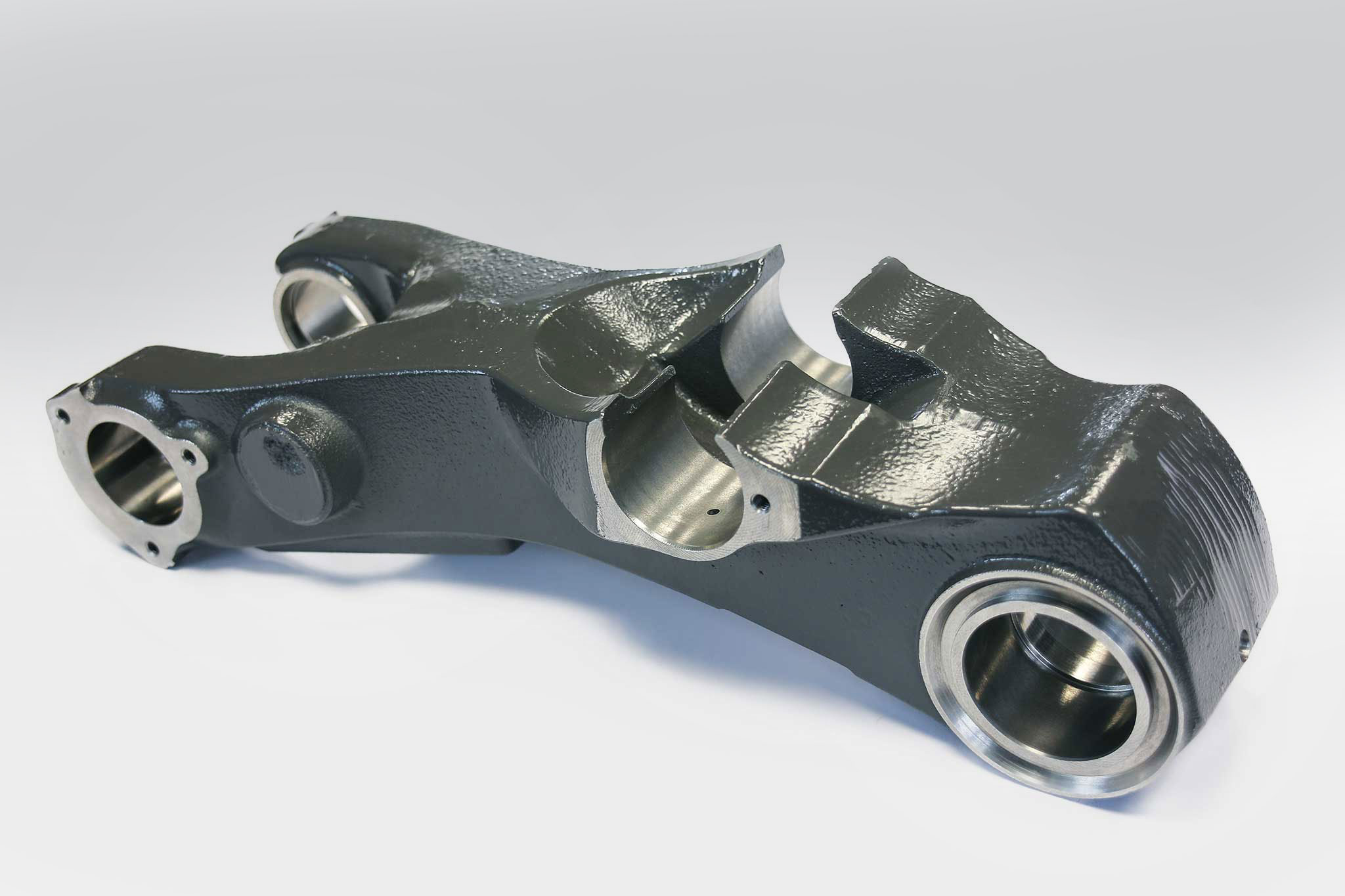
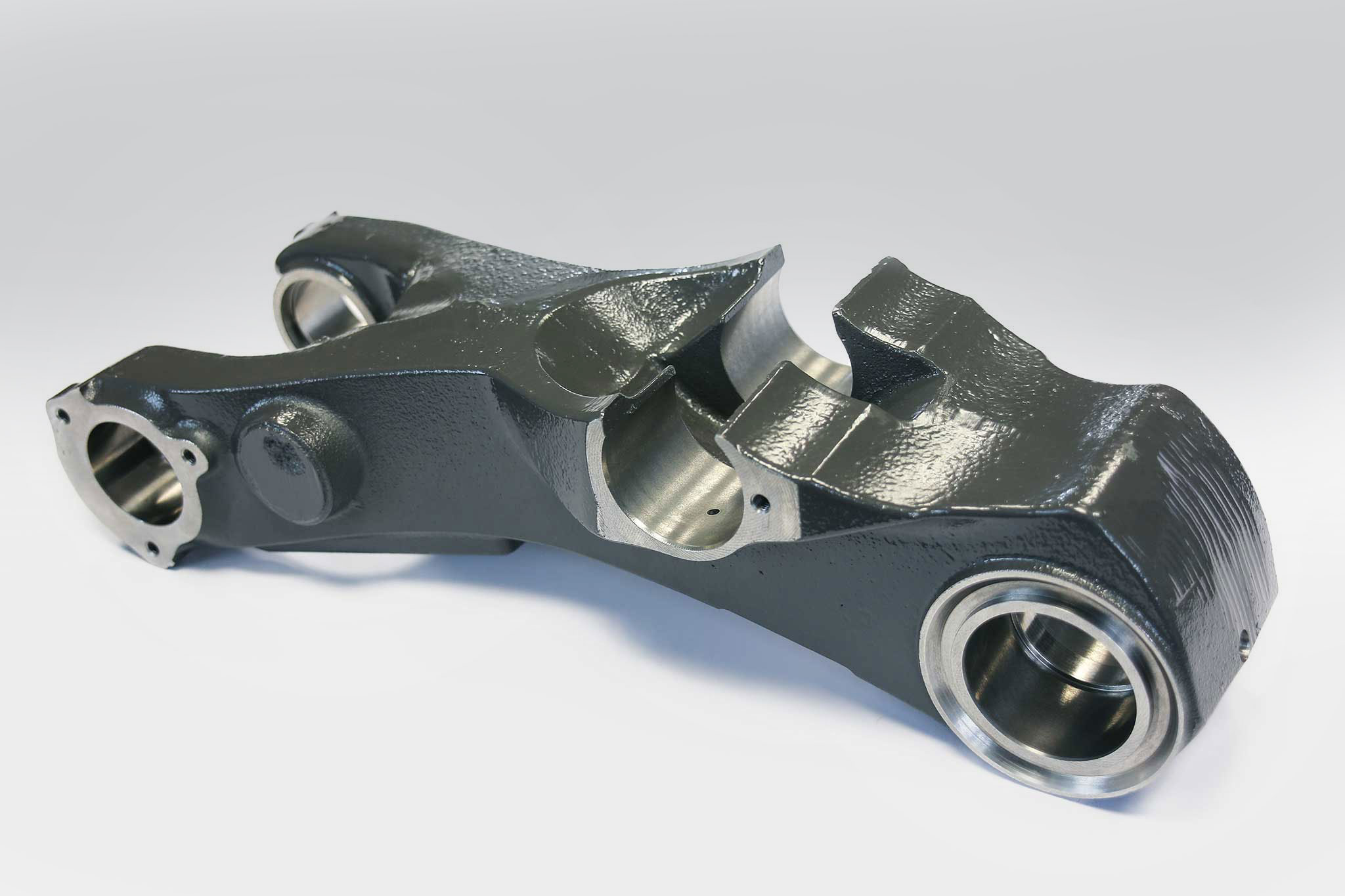
General view of the swing arm with the aligned, interrupted bores.
Difficulties with the previous machining strategy
“In the past F. Schumacher undertook the fine machining by boring after pre-boring with a diameter of 58.65 mm”, recalls MAPAL application engineer Frank Pfeiler. However, this process was not satisfactory in relation to the stability of the process or in relation to the productivity. The spindle tool with long projection reacted sensitively to fluctuations in the stock removal, for instance. There were difficulties in relation to the cylindricity, machining time and dimensional accuracy. The employees had to dedicate a lot of time and effort to be able to provide the necessary number of parts to the customer despite the problems. The process was therefore neither particularly cost-effective nor reliable. Ansgar Schumacher finally turned to MAPAL with this challenge as he searched for the optimal machining strategy.
A case for a newly developed tool category
“In relation to this enquiry, it was good that at MAPAL we had recently developed a new tool concept for similar bearing applications”, recalls Ralf Herlich. Instead of a spindle tool, a multi-cutting edge fine boring tool with guide pads is used. The multi-cutting edge capability makes possible a significant reduction in the machining time, while the guide pads ensure very high accuracy. The tool can also be set highly precisely. The axial setting dimension of the inserts is matched exactly to the spindle speed and the feed during the related machining. The corresponding distribution of the material removal over the inserts ensures long tool lives and very good surface quality.
The fine boring tool was configured for the specific application at F. Schumacher with seven guide pads made of cermet as well as three symmetrically arranged TEC indexable inserts. The TEC inserts are clamped with the aid of the EasyAdjust system in which the indexable inserts are mounted securely and free of play. The back taper on the minor cutting edge is already integrated into the cassette saving the related setting effort. Thanks to the exact guidance in the cassette on a precision guide pin, the back taper remains unchanged even while setting the diameter. During the machining of the bores with a feed of 0.45 mm and a cutting speed of 80 m/min, the tool produces the best results in use at F. Schumacher.
The detailed view of the fine boring tool shows the three asymmetrically arranged indexable inserts. The part can be seen in the background.
Convincing results - processing time halved
“I am very satisfied with the tool supplied by MAPAL as well as the support provided by the tool manufacturer, and am very happy to give them both top marks”, Ansgar Schumacher summarises his experience. He even reports of successes in two areas: not only has the machining time halved in comparison to the previous approach, the stability of the process has also improved significantly. The latter is particularly apparent in the number of good parts that can go to the customer at the end of the month. The tool life is also more than satisfactory. “Of course, the tool was not particularly cheap as a custom design. However, if you compare it to the effort that had to be applied in the past for the in-house developed solutions, the machining time and the tool life, there is no question about the cost-effectiveness of the purchase”, concludes Ansgar Schumacher.