电动驱动装置
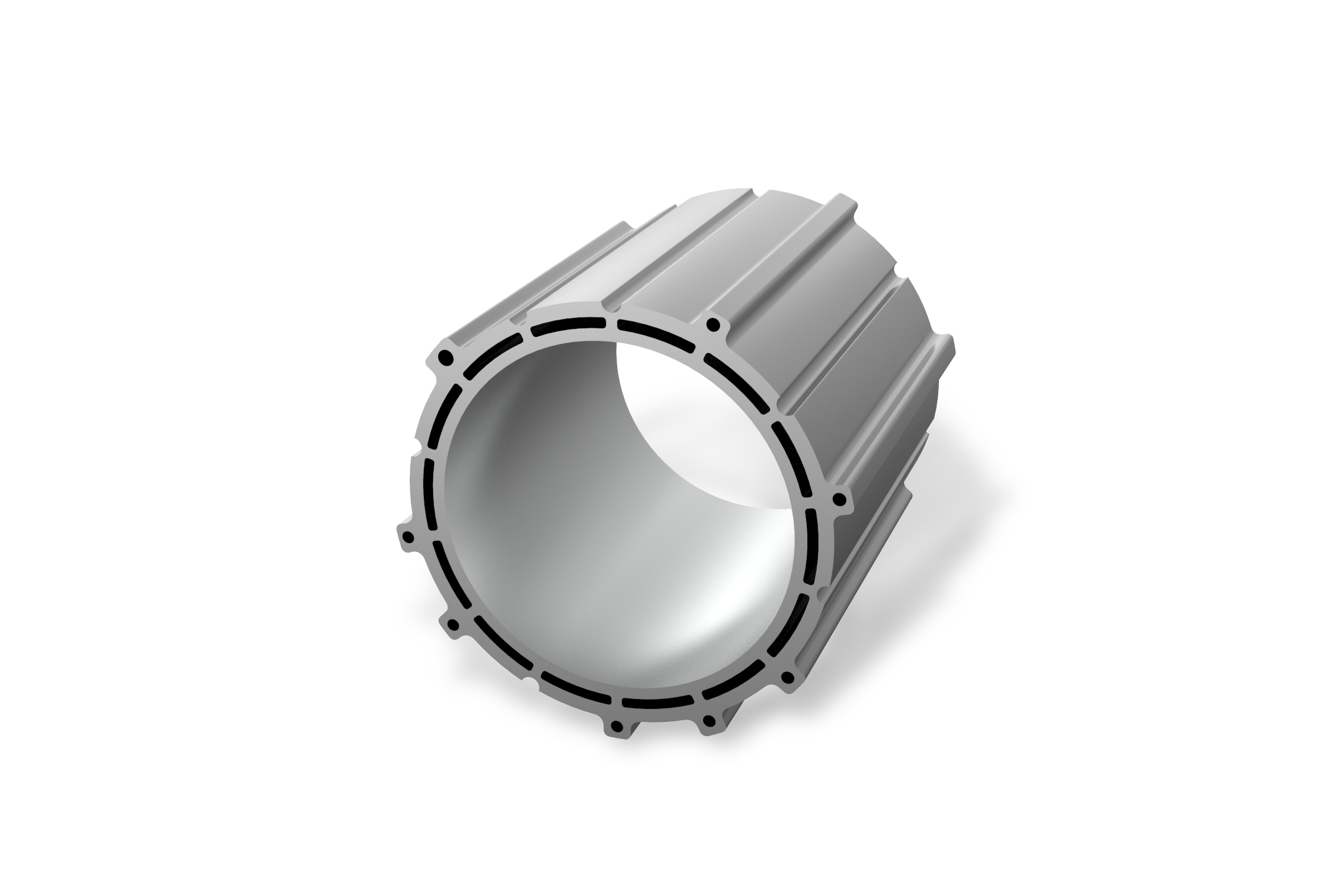
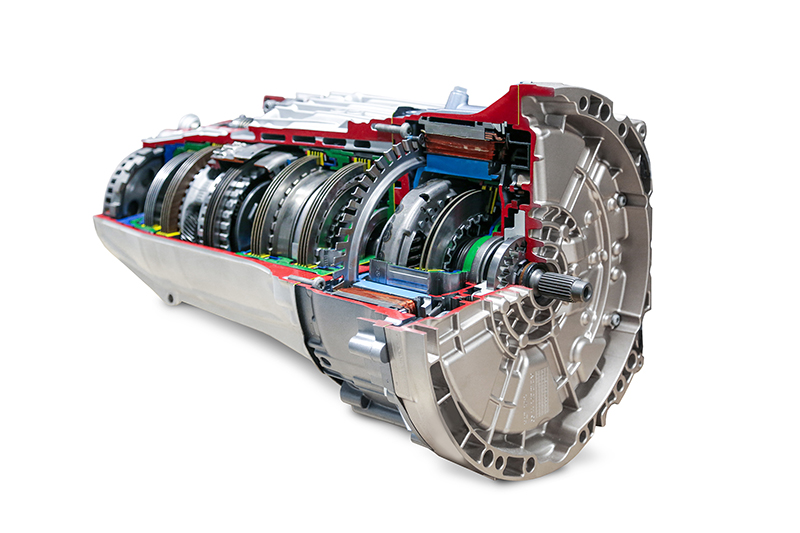
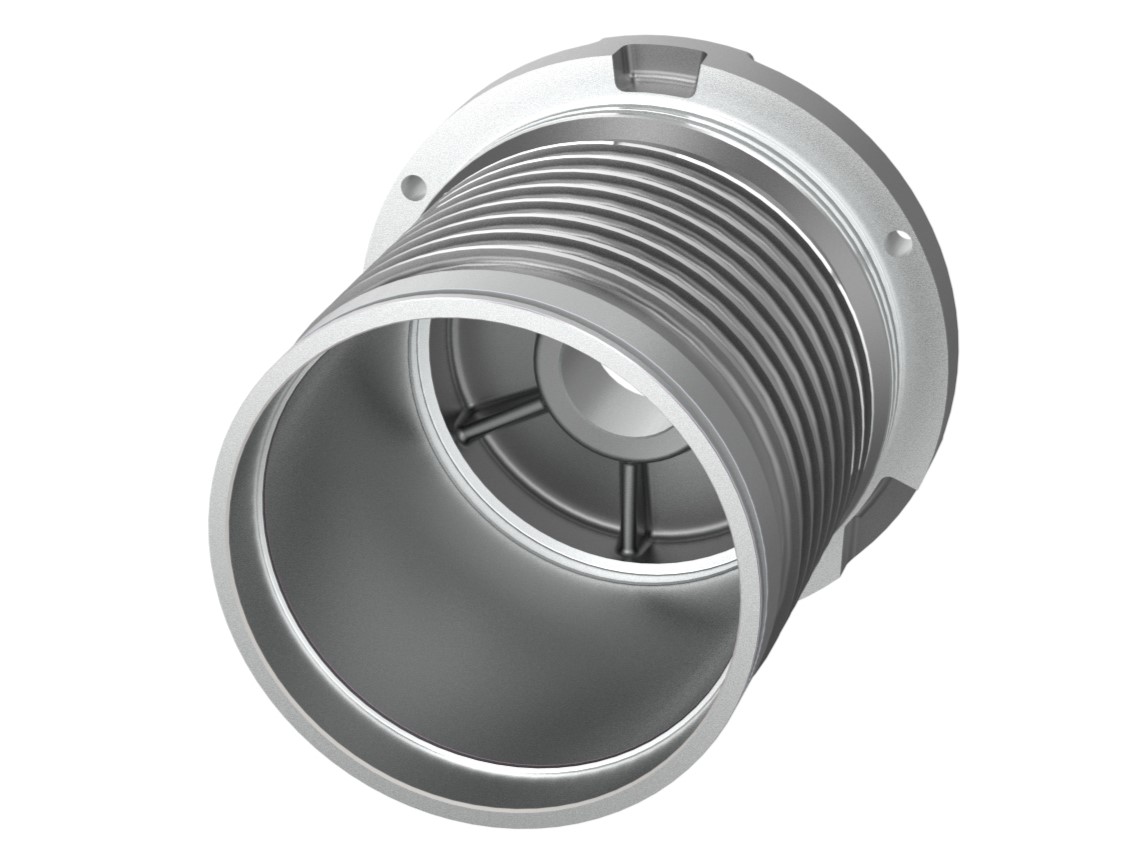
随着时代的前进,现代汽车制造商和供应商在电动机结构组件制造方面正面临新的挑战。下面的示例显示了一个电动机外壳的大小:和变速箱壳体相比,由于电动机外壳体的加工精度对电动机效率发挥绝对的影响力,因此其外壳体的加工必须在极小的公差范围内实现。
另外,由于其上所属的一些特殊结构,例如:集成的冷却通道,使得电动机壳体的壁厚通常比变速箱箱体的壁厚要薄很多。另外,在某一些电动机外壳体中,压装进去了由钢材料制成的轴承衬套。在加工中产生钢质切屑的过程中,刀具上的特殊保护罩可确保这些切屑不会和铝表面发生接触而造成工件损坏。
不同外壳体类型的切削加工要求和特征


加工定子壳体的基本操作步骤
根据余量情况、机床加工区和夹紧要求,对加工流程和刀具进行个性化的单独设计。在此基础上,使得作用于部件上的切削力得以保持到尽可能的小。定子孔的加工分为三个步骤:预加工、半精加工和精加工。

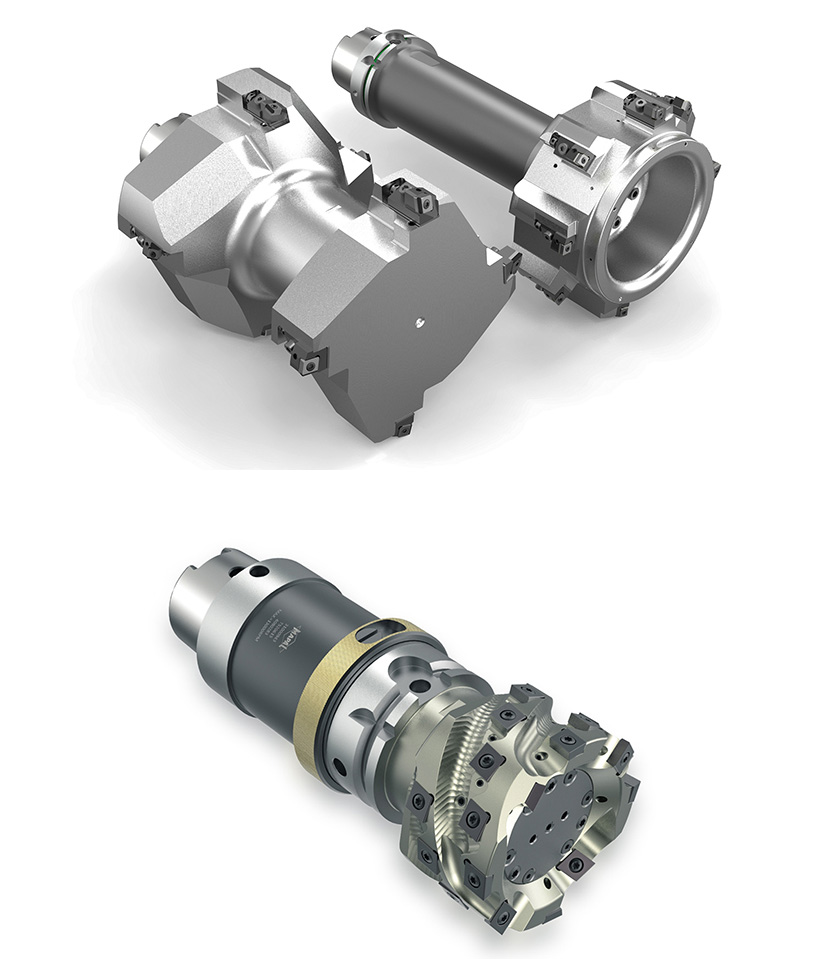
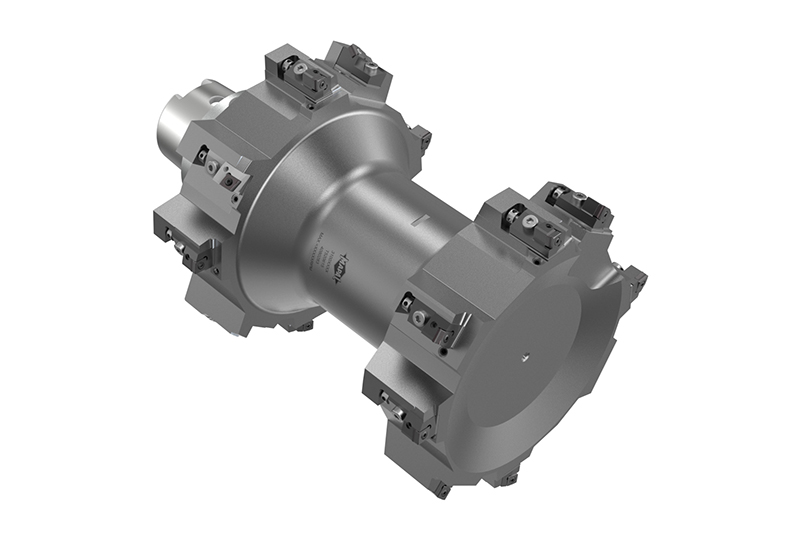
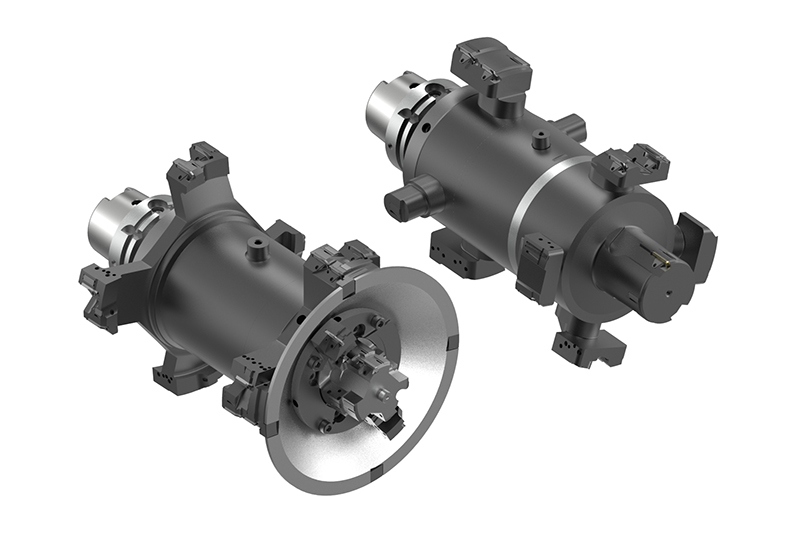
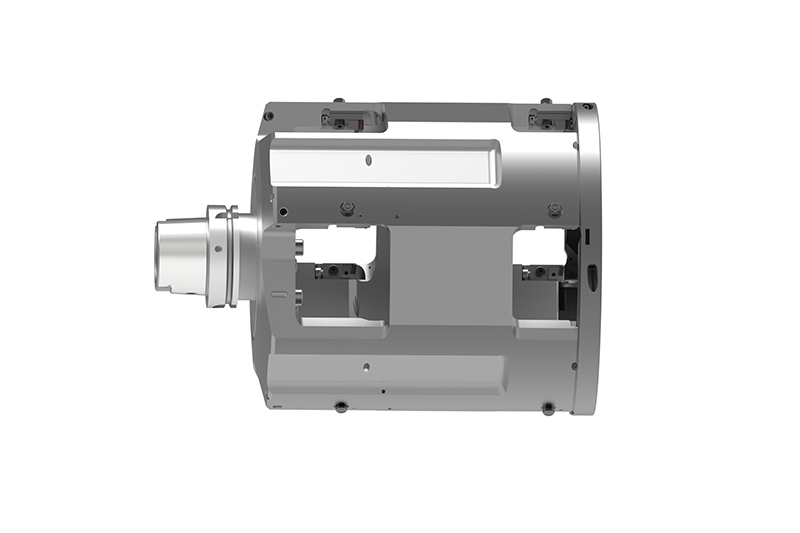
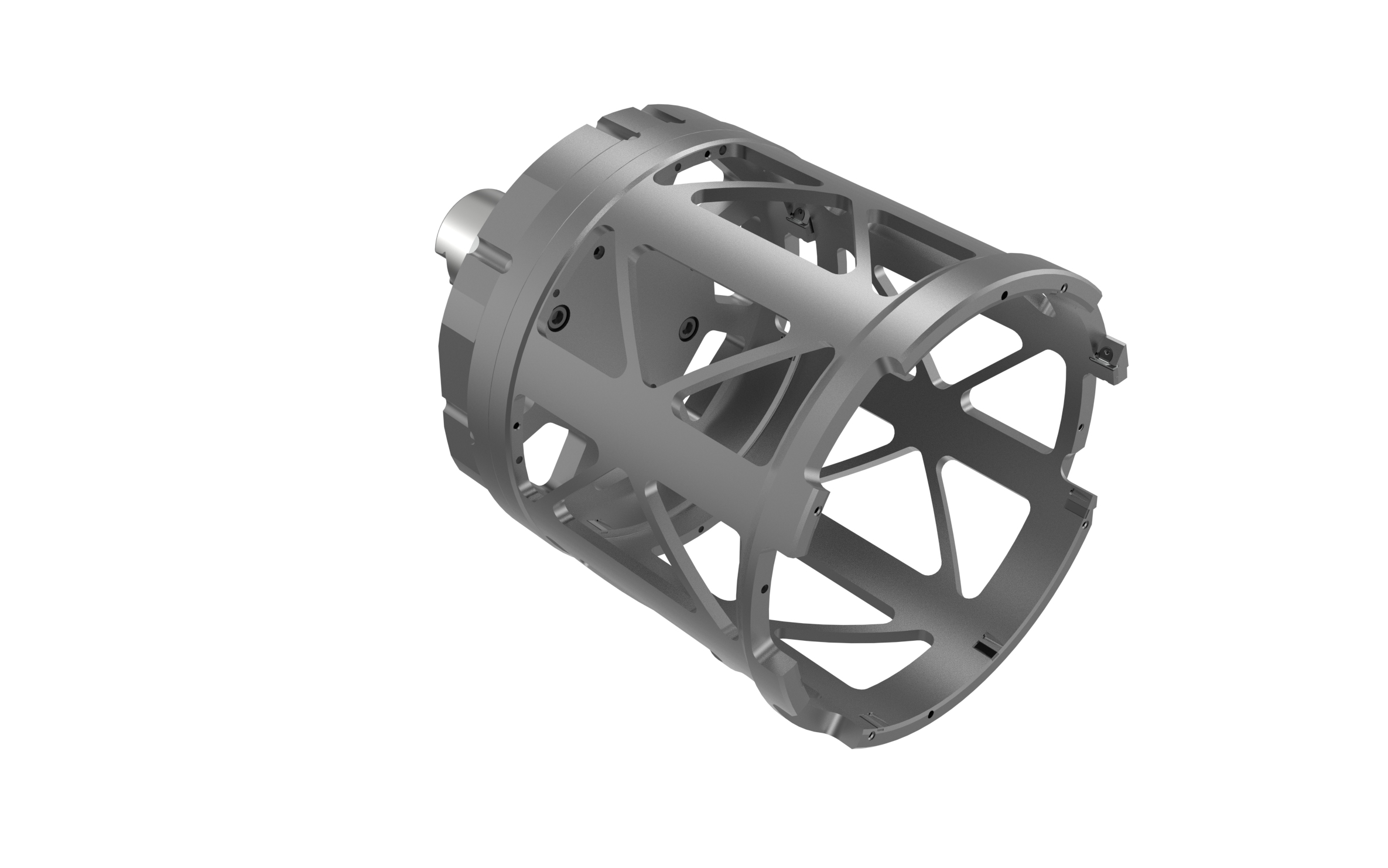
定子壳体的外部加工
电机定子壳体的外部加工是一项艰巨的高要求加工任务。这些壳体对于电机的效率具有至关重要的作用,通常采用管状或罐形设计。在该加工工艺流程中,必须克服一系列的难度挑战。薄壁型铝制壳体上带有用于冷却循环散热的集成加强筋,基于该类别工件在直径精度、形位公差上的要求,对应的加工要求需要达到极高的精度。保证各种不同直径之间的同心度在加工中具有非常重要的意义。
准备工作


精加工

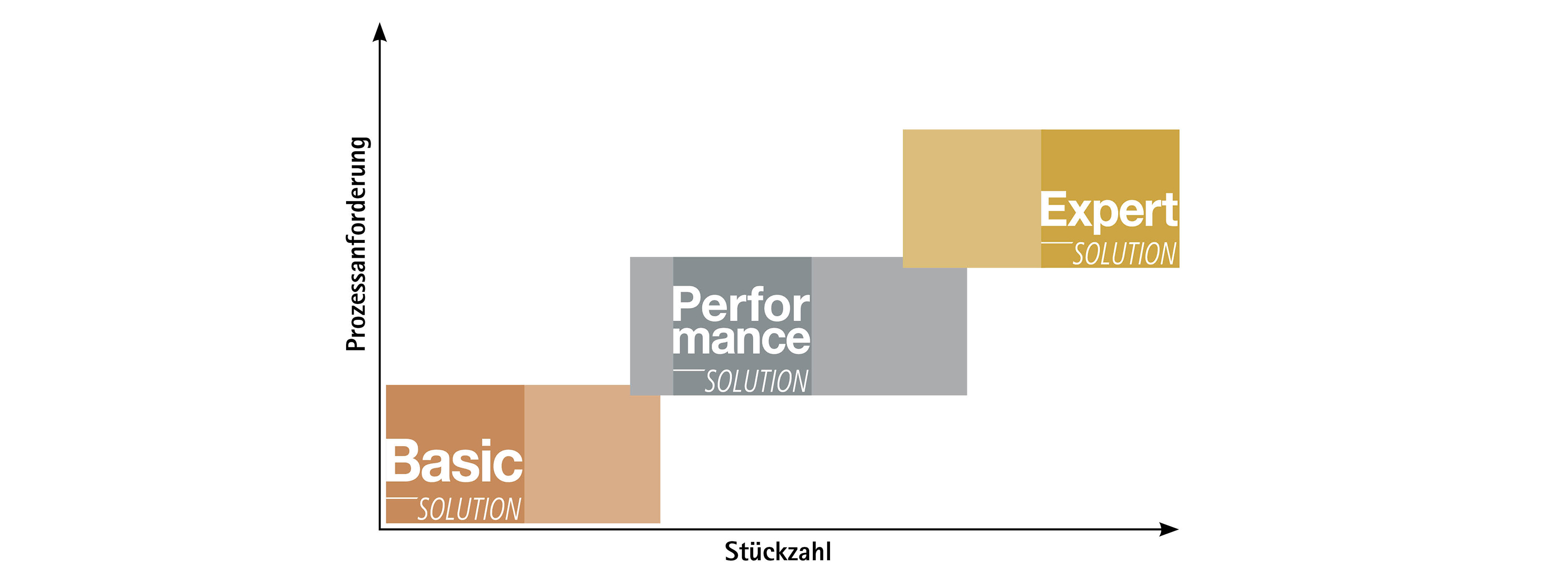
切削加工解决方案用于...