

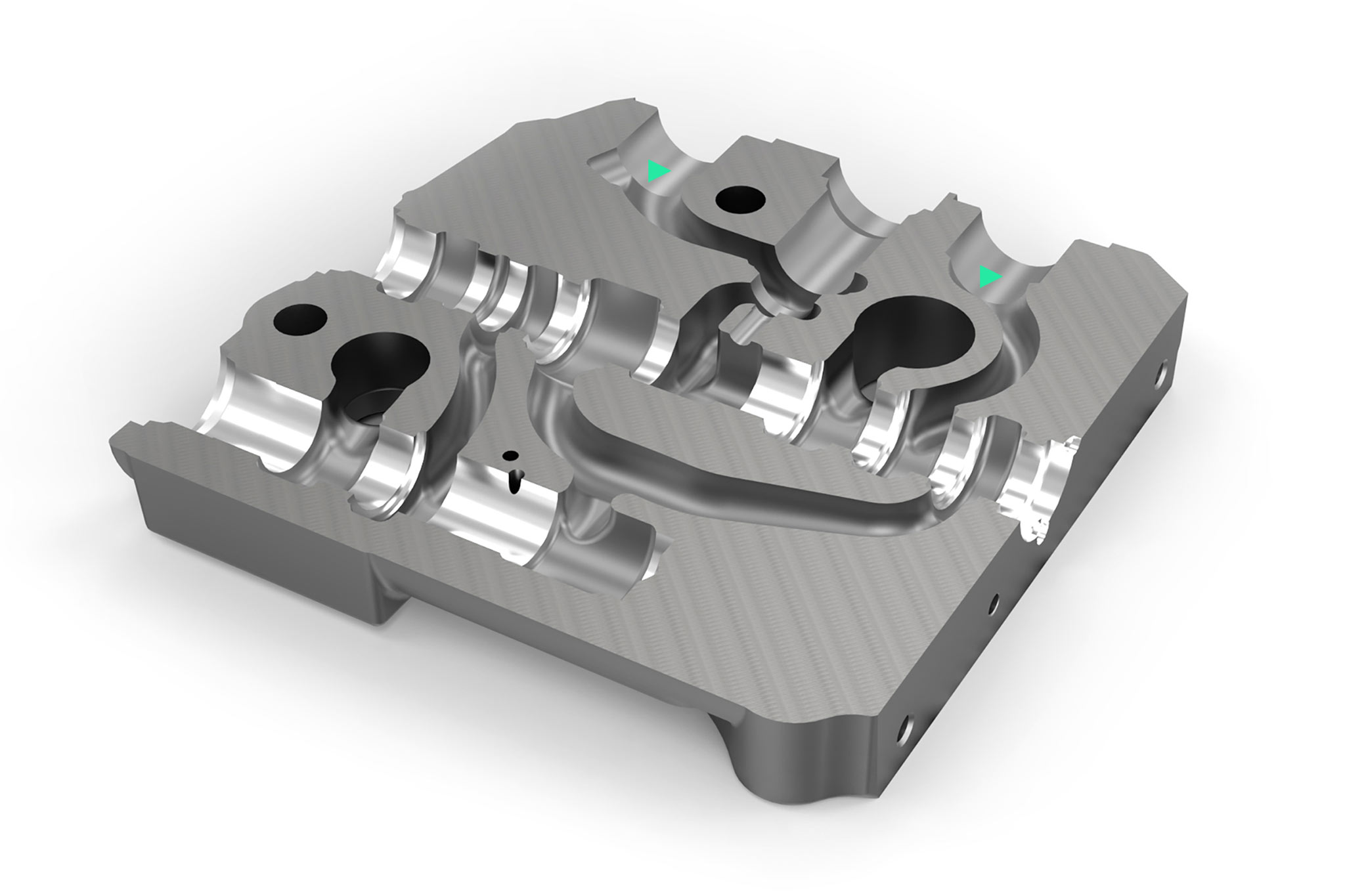
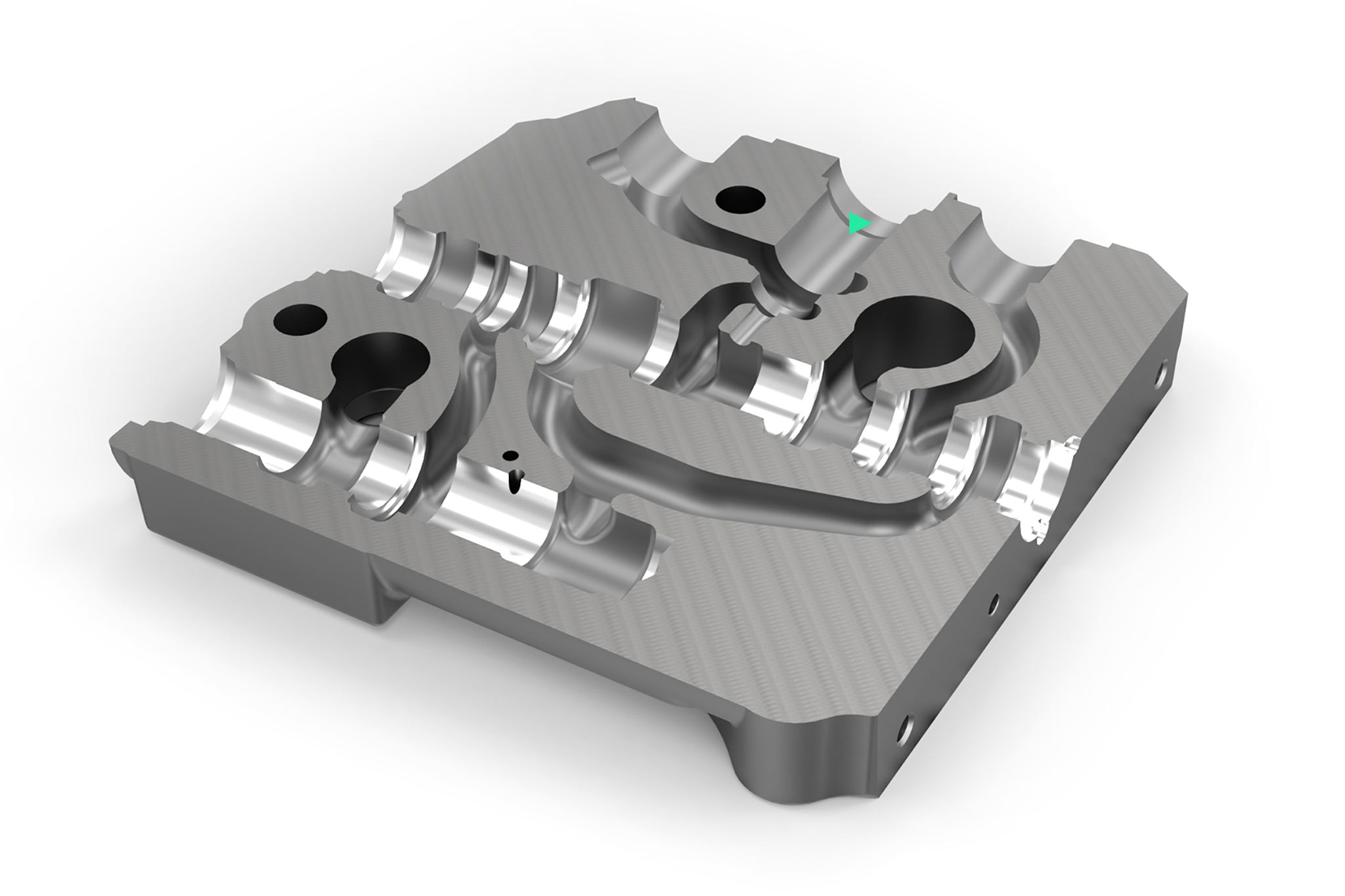
油圧バルブハウジング
すべてはメイン穴の加工品質に依存します。流体技術部品の加工において、バルブケースの製造は、最も高い精度が要求される分野です。ここでは長年にわたってマパールのスプール穴加工に関する技術ノウハウが必要とされてきました。スプールとスプール穴のギャップは、加工穴の精度に左右され、作動油は一定の方向にしか流れないようになっています。 最近の油圧バルブ穴は、加工公差の幅が非常に狭くなっています。そのため、加工穴の真円度、真直度、円筒度、仕上げ面精度はきわめて重要になっています。

機械加工条件
- 鋳鉄の取り代の変動状況
- 大きく中断する切削
- ボーリング時のリング形成の防止、ハウジングからの確実な切り屑搬出
- ボーリングプロセスでのコントロールエッジの破損の防止
- 形状と位置公差に対する非常に高い要求
- ホーニング前の一定の取り代
- 製造部品のばらつきや限られたツール収納スペースを考慮した機械加工コンセプト
方向切換弁
方向切換弁は、機械的または電子的に作動する弁で、複数の切換位置を持ちます。あらかじめ設定されたスプールの位置に応じて、接続機器を操作するための流量が設定されます。個別圧力補償器(IDW)は、コントロールスプールの供給コントロールエッジで一定の負荷圧力勾配を調整するため、並列運転(負荷補償)でも、全設定範囲で負荷圧力に依存しない体積流量制御が実現されます。並列運転でも負荷が意図せずに低下するのを防ぐために、漏れのないものでなければなりません。
穴加工


加工ソリューション
1 – ソリッドツールを使用する中小規模生産
お客様の初期の加工状況
バルブケース EN-GJS-400-15 - スプール穴
- 個別受注・小ロット・中ロット
- ツール調整機能なし
- ツールのリードタイムが短い
- 高い機械稼働率
- 安定した拡張ホーニングが可能
- 複数部品のバリエーションに適応するツールコンセプト
2 – ソリッドツールとアジャスト可能ツールを使用する大量生産。
Situação inicial no cliente
Corpo da válvula EN-GJS-400-15 – Furo do carretel e furo do compensador
- Produção em grande escala
- Configuração da ferramenta desejada
- Altas taxas de hora da máquina
- Altos custos para posterior brunimento em passe único
3 – Lotes de pequenos tamanhos – Redução da troca de ferramentas por meio de ferramentas combinadas
Situação inicial no cliente
Corpo da válvula EN-GJL-300 – Furo do carretel
- Lotes de pequenos tamanhos
- Opção para configuração de ferramenta disponível
- Muitas ferramentas e trocas frequentes
- Altas taxas de hora da máquina
- Alto esforço devido ao processo de brunimento de passagem única
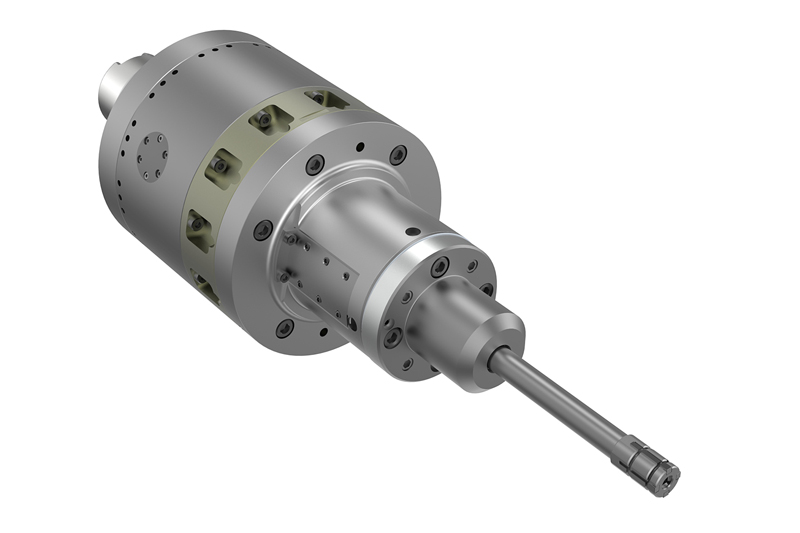
4 – Brunimento flexível no centro de usinagem
Situação inicial no cliente
Corpo de válvula EN-GJS-400-15 – Furo do compensador/brunimento
- Requisito para reduzir custos dos acessórios
- Centro de usinagem existente convertido para TOOLTRONIC
- Brunimento para construção de protótipos, bem como produção em pequena e média escala
- Requisito para salvar o processo de brunimento em uma máquina separada
5 – Gerenciamento de ferramentas
Situação inicial no cliente
Corpo da válvula EN-GJS-400-15 – Usinagem completa
- Altos estoques
- Processos na área de preset de ferramentas não otimizados, e qualidade de dados incompleta
- Transparência de custos não é suficiente
- Alta oscilação devido à falta geral de trabalhadores
- Problemas com quebra de ferramentas
- Altos custos de ferramentas
Soluções de ferramentas
Pilotagem e mandrilamento



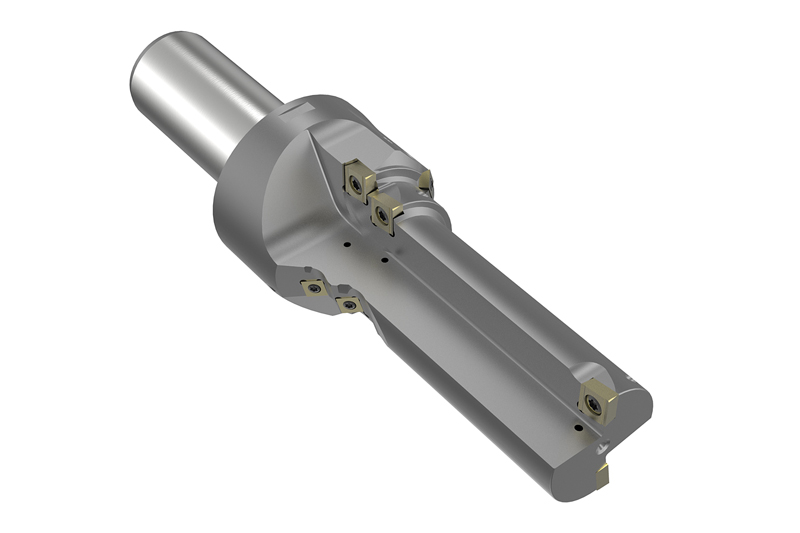
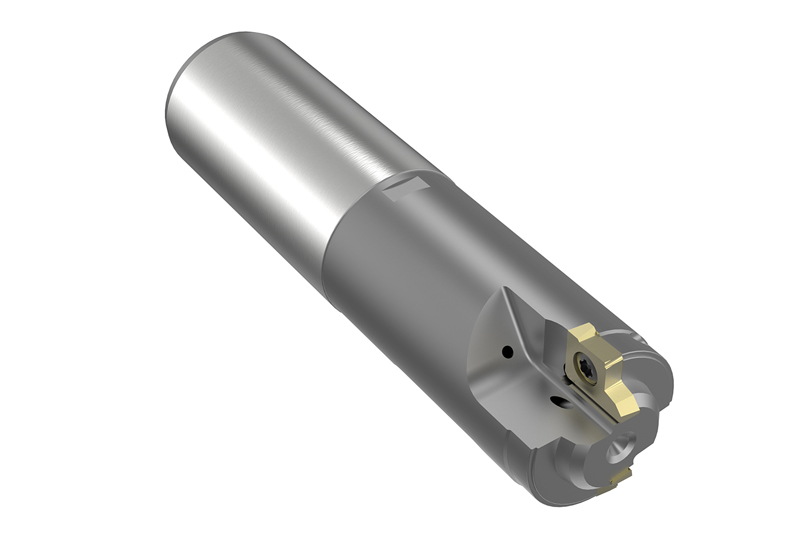
Controle na usinagem das bordas
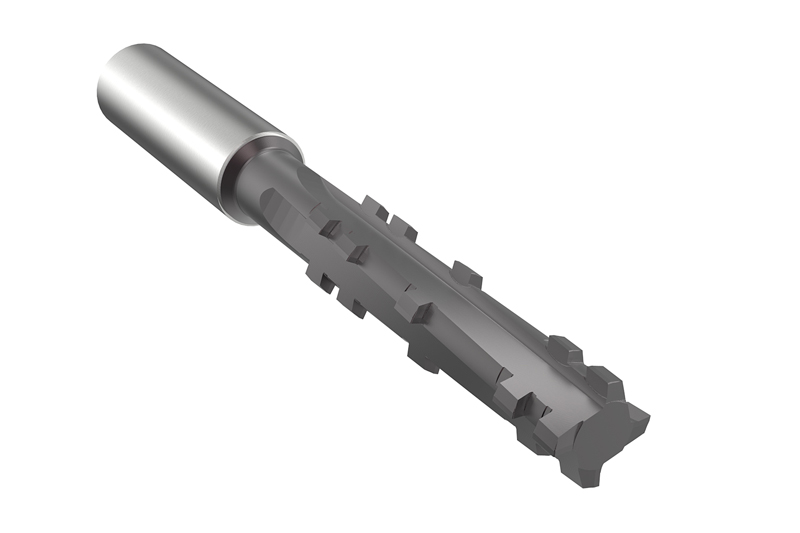

Mandrilamento e acabamento fino



Usinagem de acabamento por brunimento
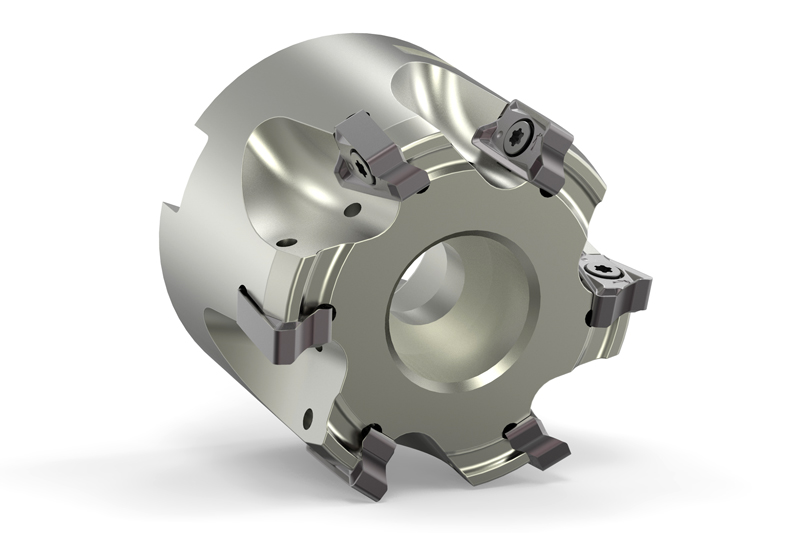
Fresamento


Fixação


