
流体技術のソリューション

流体技術でよく使われる素材には、鋳鉄、鋼、ステンレス鋼、非鉄金属があり、マパールは穴加工とミーリング加工で高い専門性を用い、経済的なプロセスソリューションを提供しています。マパールの専門知識は、特に多様な油圧部品の加工の要求において、長年に渡りお客様から信頼を得てきました。
すべてはメイン穴の加工次第
バルブハウジングの製造は、油圧機器の世界では最大のタスクです。長年に渡ってスプール穴加工でマパールの専門知識が求められてきました。スライドとのギャップは、この穴の精度に左右されます。最近の油圧バルブでは、作動油が目的の方向にしか流れないようにするために、穴の幅が非常に狭くなっています。そのため、この穴の真円度、真直度、表面仕上げは重要になります。
最初の加工工程では、ブランクの品質のばらつきが考慮されます。プリキャストの下穴は比較的不正確なため、まず第1ジャーナルに正確なパイロット穴を形成する必要があります。これにより、その後の加工工程で良好な円筒形状を得るための基礎が整います。次に超硬工具、または大型部品の場合はインサート交換式ツール が穴全体を通過します。パイロットドリルで最初のジャーナル用に形成したものが、今度は全長に渡って製造されます。ワーの
中空部で切り屑によるリング形成を防ぐため、マパールではタンジェンシャル技術を用いて加工時のソフトカットを実現しています。これにより、個別の洗浄サイクルを省くことができます。

この前加工の後、マパールの一般的なファインボーリングツールを使用し、非常に正確な穴を仕上げます。このツールは調整可能な刃先と、ジャーナルからジャーナルへのツールの位置ズレを防ぐガイドパッドを備えています。これにより、高い真直度と正確な円筒形状が形成されます。
通常、穴の品質を向上させるために、3段階のホーニング加工が必要な場合もありますが、1~2段階のホーニング加工に減らすことが可能で、またはホーニング加工を完全に省略することも可能です。それにもかかわらず、3つのステップが必要な場合は、優れた前加工のおかげで、大抵の場合このプロセスはかなり高速になります。
標準ツールによる高い費用対効果
油圧部品の加工では、利用可能な標準的なラインナップで経済的な加工を可能にすることにも重点を置いています。例えば、フェースミーリング用のNeoMillシリーズやTritan-Drill-Reamerは、ボーリングとミーリングを一度に行うことができ、新しいUNIQ DReaM Chuck 4.5°との組み合わせで、最高のドリル加工結果を保証します。
タンジェンシャルボーリングツ ールによる効率的な加工
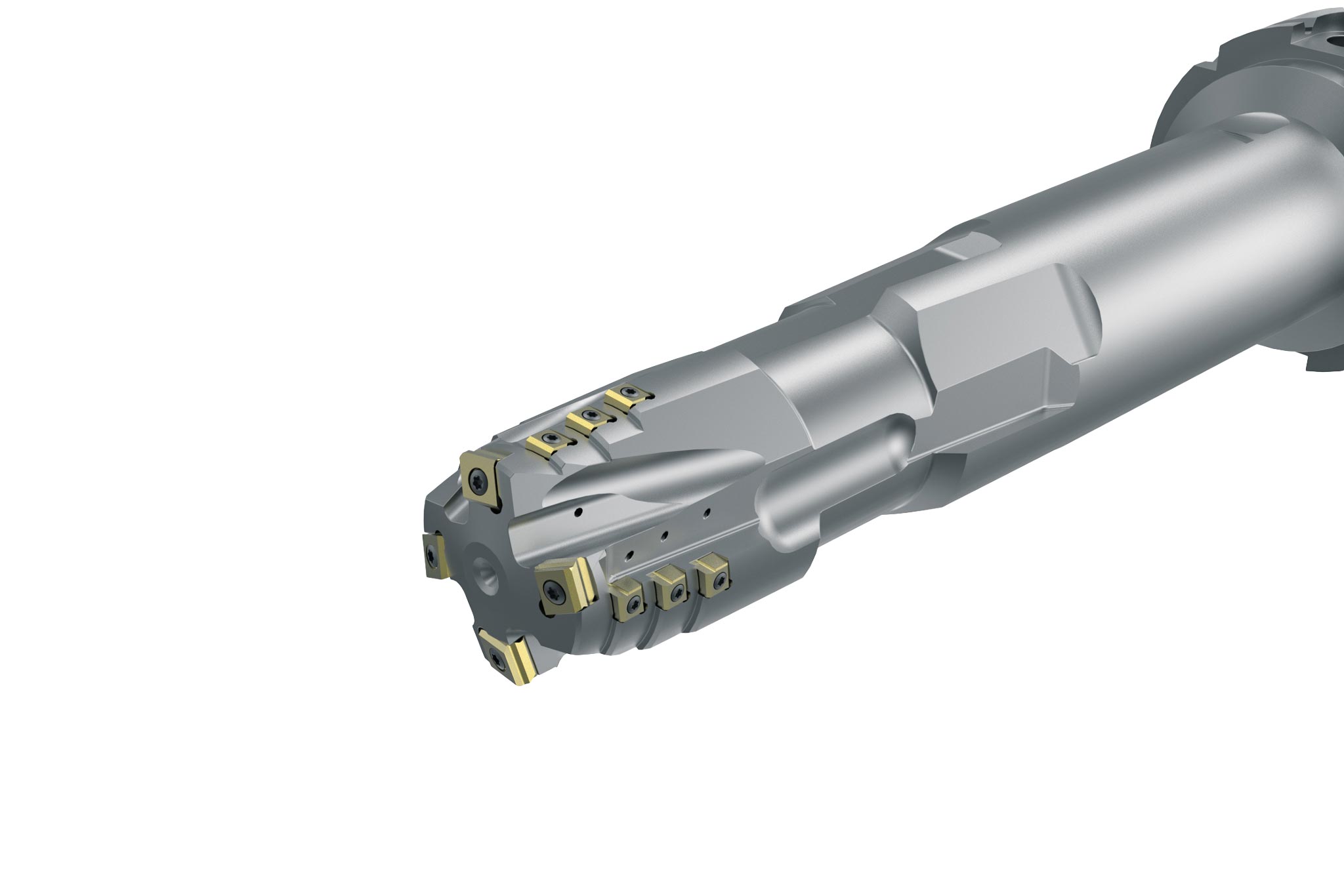
部品はG G G 5 0 ( 球状黒鉛鋳鉄) の500x500mmの大きさのバルブブロックで、3つのピストン穴を両側から加工します。その取り代は、直径16mmにまで達しています。交換式のインサートを備えたタンジェンシャルボーリングツールは、短い不連続チップを生成して、リングが隙間に押し込まれるのを防ぎますが、これを取り除くには多大な労力を費やします。部品あたりの加工時間は、15.33分短縮できます。このタイプのハウジングは500個生産されており、これは合計で128時間の時間を節約したことになります。