

スクロールコンプレッサの量産
スクロールコンプレッサは、空調やヒートポンプの用途で長年にわたって使用されてきました。これは高い冷却能力とその信頼性に加え、優れたエネルギー効率と低騒音を特長としています。また電動化に伴い、主に空調システム用のエアーコンプレッサーとして自動車分野への進出も増えています。
スクロールコンプレッサの核心となるのは、固定スクロール (fixed scroll) と可動する軌道スクロール (orbiting scroll)の2つの連動するスパイラルです。
その反対方向への動きで媒体を圧縮します。その効率は、これらの加工対象部品の製作精度で必然的に決定されます。形状公差や位置公差の要求精度は、数ミクロンレンジの範囲となります。
マパールはワンソースからスクロールコンプレッサを加工するための完全なプロセスを提供します。例えば、電気自動車で使用するためのアルミニウム製のスクロールコンプレッサの3つの具体的な加工工程を紹介します。
高精度のスパイラルフォーム
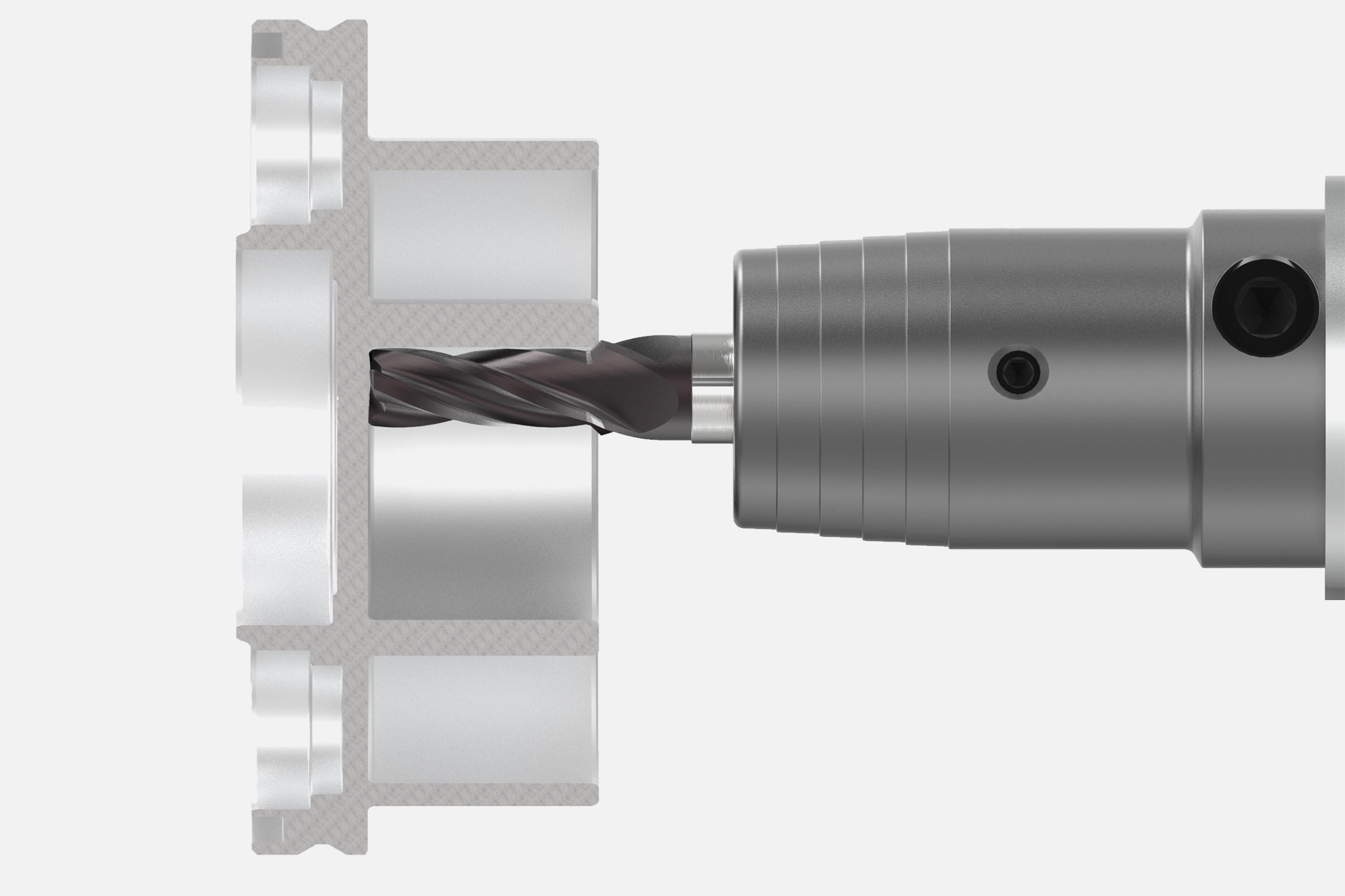
特に課題となるのはスパイラルの加工で、定義された直角度が0.02mm以下、平均凸凹段差が一桁のμm範囲内でなければなりません。薄い壁と深い加工溝等の厳しい加工条件にも関わらず、ワンパス加工で仕上げる必要があります。
スパイラルの粗加工と仕上げは、2つの3枚刃超硬エンドミルで行われます。工具の精度が高いことが決め手となり、半径方向と軸方向の振れの許容差が10μm以下になります。極端に鋭い工具の刃先により、高い寸法精度が保証され、コア直径が強化されているため、特に安定しています。細かく仕上げられたフルートが安全で迅速な切り粉排出を保証します。
仕上げ用ミリングカッタは、外周にチャンファーが付いています。スクロール溝の側面および面取り加工をワンパスで行うことができ、工具は厳しい公差の直角度と表面仕上げを確実に達成します。
正確なベアリング穴
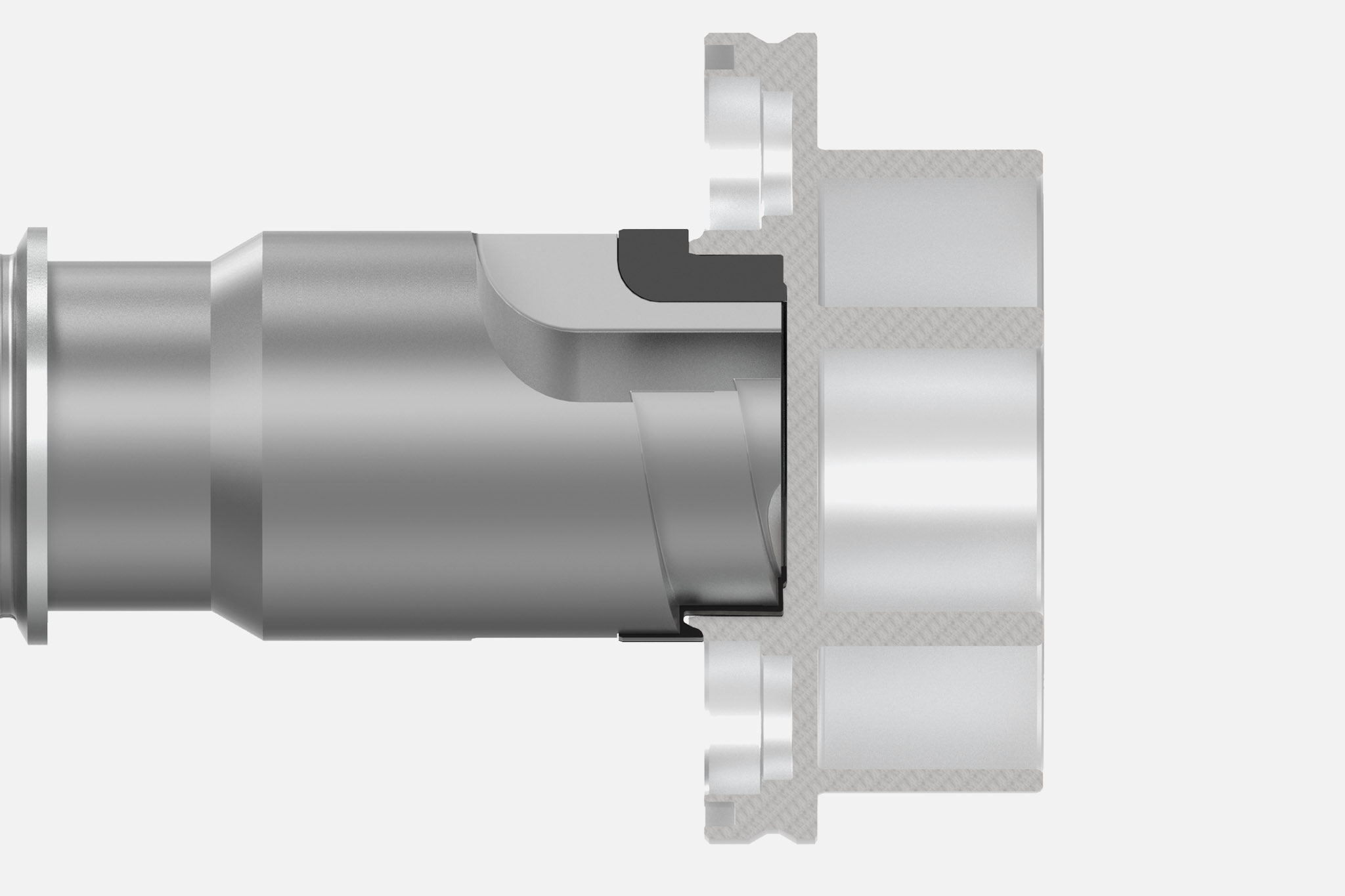
シャフトが軌道上の移動スクロールを駆動します。それはローラーまたはボールベアリングによって支持され、ベアリング穴は2つのスパイラルの位置決めに重要です。
前処理は、3枚刃PCDミリングカッターによるサーキュラーミーリングで行われます。その後、フランジがミーリング加工されます。ベアリング穴の仕上げは、2枚刃PCDボーリング工具で2段階で行われます。
第1段階では、大径のベアリング穴が加工され、第2段階ではフランジが仕上げられます。切削力を低減するために加工工程は分割されます。
シール部材用の3つのリセス
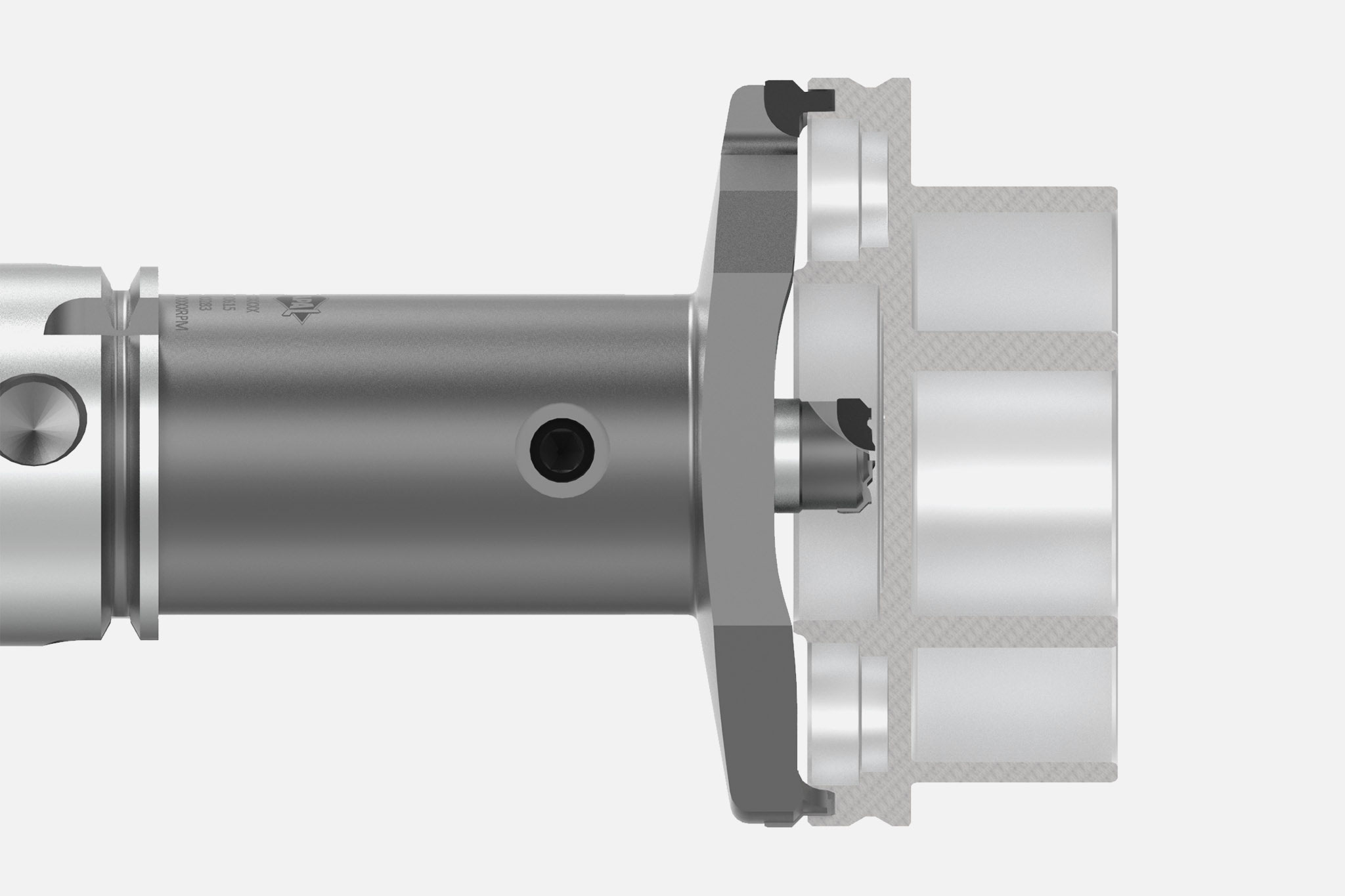
追加のシール部材を使用して、高圧側から低圧側への流れを最小限にしたり、接続穴をシールしたり、システム全体をシールすることができます。この部材受け入れるにはリセスが必要です。リセスの前処理および仕上げは、2枚刃PCDボーリング工具で行います。加工工程の分割により切削力が軽減されます。
仕上げ用工具はコンビネーション工具として設計されており、また固定スクロールの背面の接続穴に追加でリセスを加工することも可能です。PCD切れ刃のチップブレーカにより、切り粉処理と加工の信頼性が向上します。
担当連絡先

担当者
Matthias Winter 市場セグメント管理自動車産業 matthias.winter@mapal.com +49 7361 585 3360