

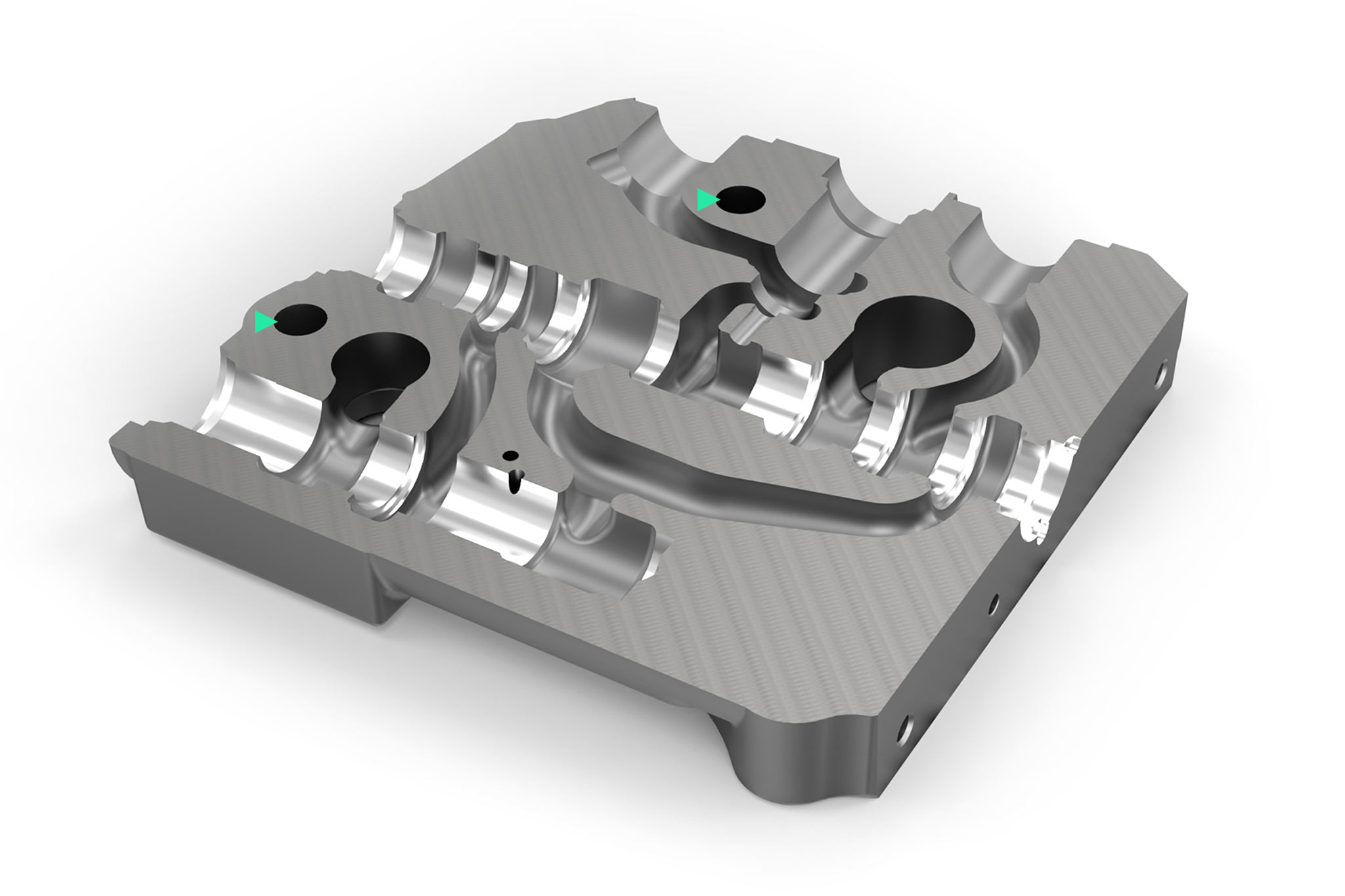
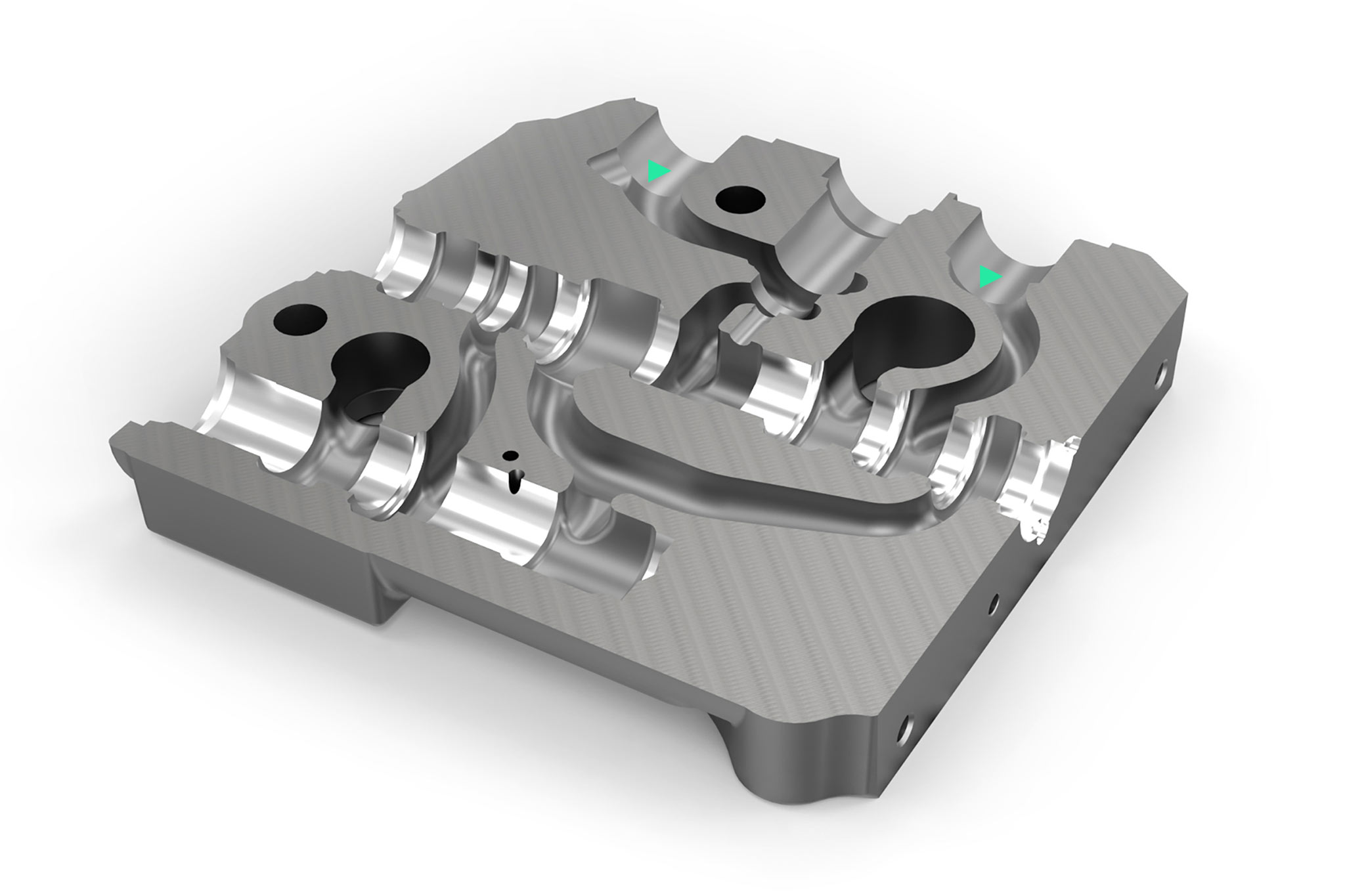
Corps de vanne hydraulique
Tout dépend de l'alésage principal. La production de corps de valve est la discipline suprême dans le monde de la technologie des fluides. L'expertise de MAPAL dans l'alésage de tiroir est convoitée depuis de nombreuses années. De la précision de ce perçage dépend le jeu avec le tiroir, de sorte que l'huile hydraulique ne puisse circuler que dans la direction souhaitée. Ce jeu est défini avec une extrême précision pour les vannes hydrauliques modernes. C'est pourquoi une grande attention est accordée à la circularité, à la forme cylindrique, à la rectitude et à la qualité de finition de ce perçage.

Exigences d'usinage
- Situation fluctuante des surépaisseurs de fonte
- Coupes fortement interrompues
- Éviter la formation d'anneaux lors de l'alésage et garantir une évacuation sûre des copeaux hors du boîtier
- Éviter les éclats sur les arêtes de commande lors du processus d'alésage
- Exigences très élevées en matière de tolérance de forme et de position
- Surépaisseur constante avant le pierrage
- Prendre en compte la variabilité des composants et les espaces limités de stockage des outils dans le concept d'usinage
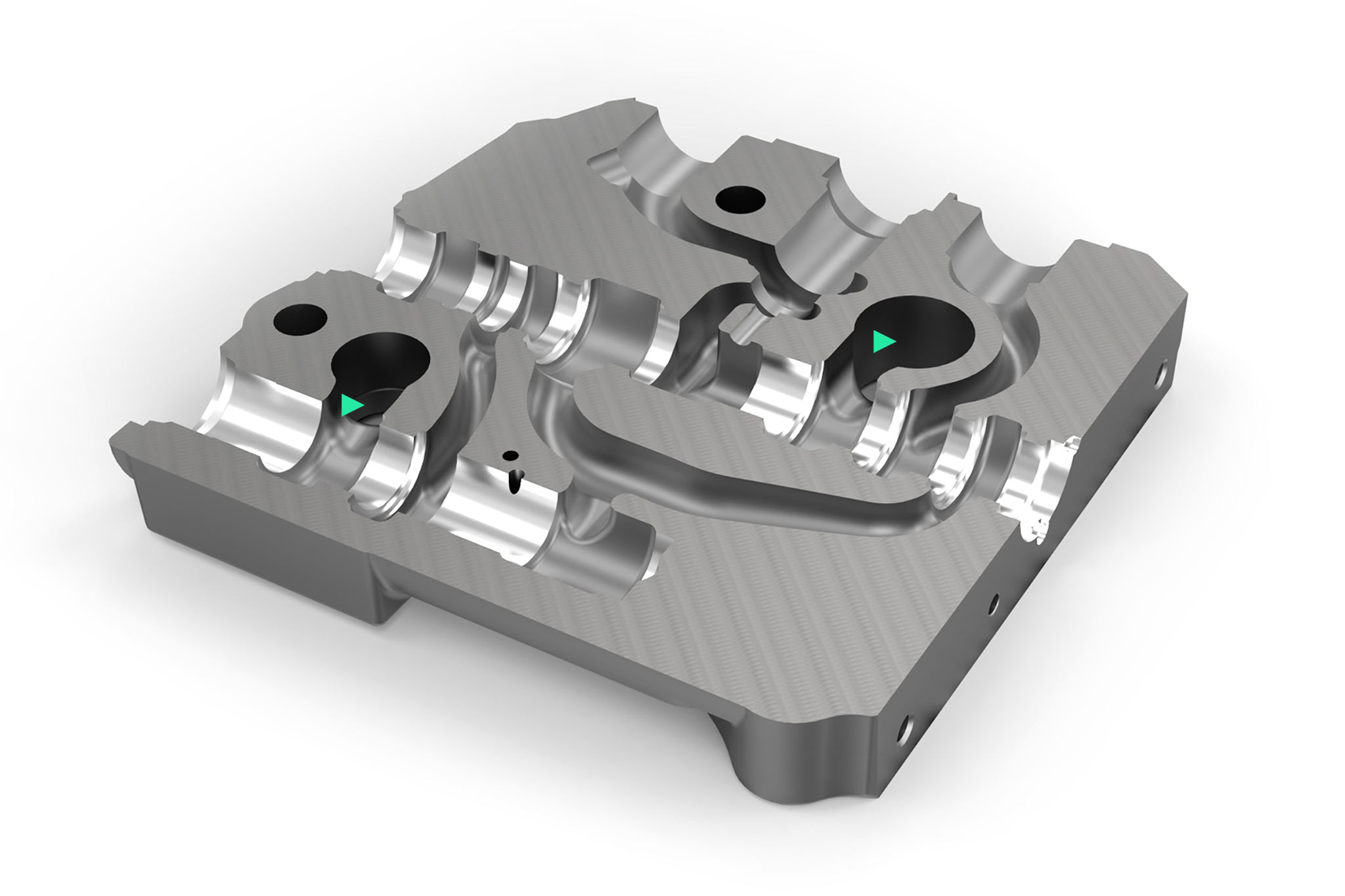
Distributeur
Les vannes à voies sont des vannes à commande mécanique ou électronique avec plusieurs positions de commutation. Selon la position prédéfinie du tiroir de commande le long des arêtes de commande, un débit volumétrique est réglé pour le fonctionnement des appareils de travail raccordés. La balance de pression individuelle (BPI) régule une chute de pression de charge constante au-dessus de l'arête de commande d'alimentation du tiroir de commande, de manière à obtenir une commande de débit indépendante de la pression de charge sur toute la plage de réglage, même en fonctionnement parallèle (compensation de charge). Le système doit être exempt de fuites afin d'éviter toute descente accidentelle de la charge, même en cas de fonctionnement en parallèle.
Perçages et alésages


Solutions d'application
1 – Petites et moyennes séries avec outils fixes
Situation initiale du client
Corps de valve EN-GJS-400-15 – Alésage de tiroir
- Commandes individuelles, petites et moyennes quantités
- Pas de possibilité de régler l’outil
- Temps de passage moindre requis
- Taux horaire élevé des machines
- Processus de pierrage d’expansion stable disponible
- Concept d'outil adapté à plusieurs variantes de composants
2 – Grande série avec outils fixes et ajustables
Situation initiale du client
Corps de valve EN-GJS-400-15 – Alésage de tiroir et de compensation
- Grande série
- Réglage des outils souhaité
- Taux horaire élevé des machines
- Coûts élevés pour les pierrages suivants
3 – Petits lots – Diminution des changements d'outils grâce aux outils combinés
Situation initiale du client
Corps de valve EN-GJL-300 – Alésage de tiroir
- Petits lots
- Possibilité de régler l’outil
- Changement d'outil trop fréquent/fréquent
- Taux horaire élevé des machines
- Frais élevés en raison du processus de pierrage
4 – Rodage flexible sur le centre d'usinage
Situation initiale du client
Corps de valve EN-GJS-400-15 – Alésage de compensation / Usinage de pierrage
- Exigence de réduction des frais annexes
- Centre d'usinage existant transformé en TOOLTRONIC
- Usinage de pierrage pour la construction de prototypes, ainsi que pour les petites et moyennes séries
- Exigence d'économiser le processus de pierrage sur une machine séparée
5 – Toolmanagement
Situation initiale du client
Corps de valve EN-GJS-400-15 – Alésage intégral
- Vaste stock
- Déroulement des processus dans la salle de réglage non optimal et qualité des données incomplète
- Transparence de coûts insuffisante
- Un taux de rotation élevé en raison d'un manque général de personnel qualifié
- Problèmes avec les ruptures d’outils
- Coûts d’outils élevés
Solutions d'outils
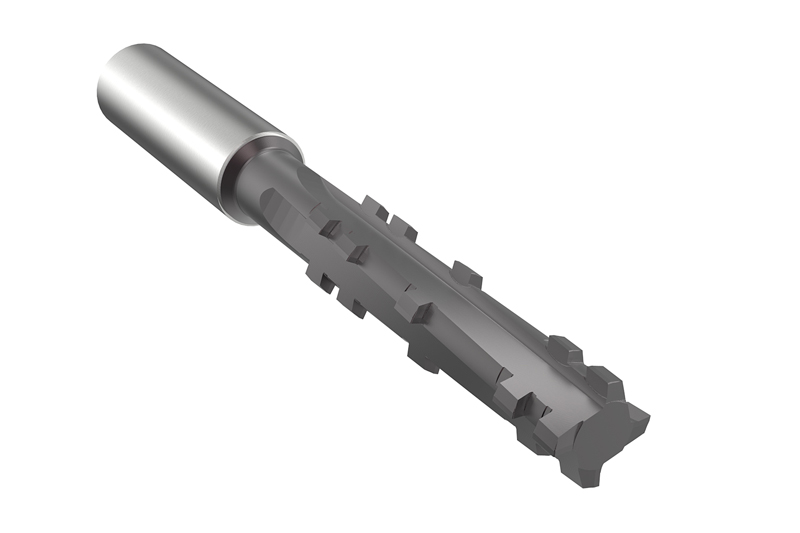
Perçage pilote et alésage



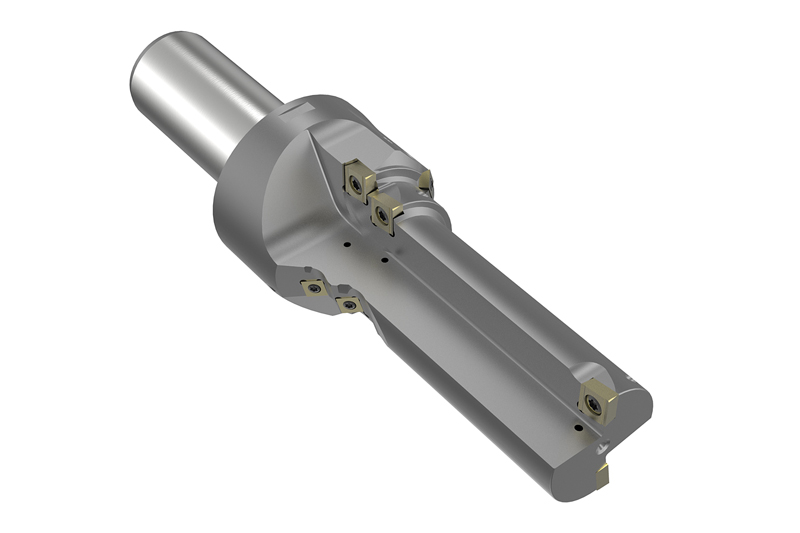
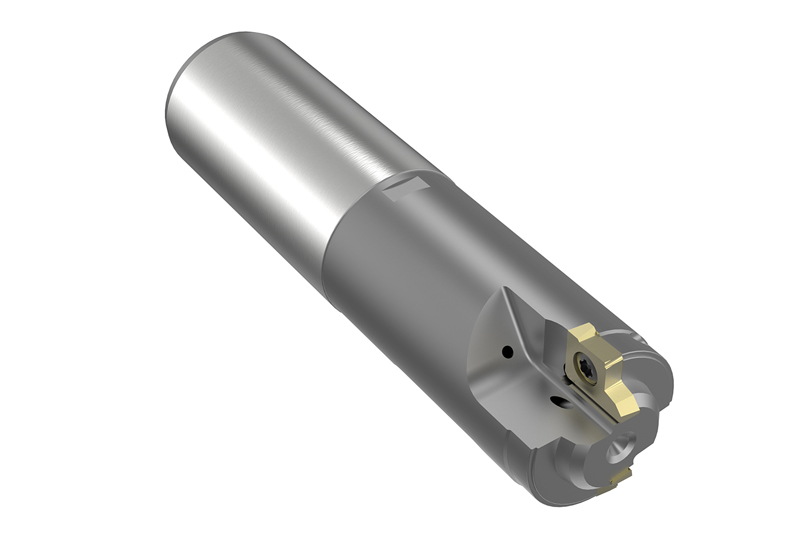
Usinage des arêtes de commande

Alésage et alésage de précision



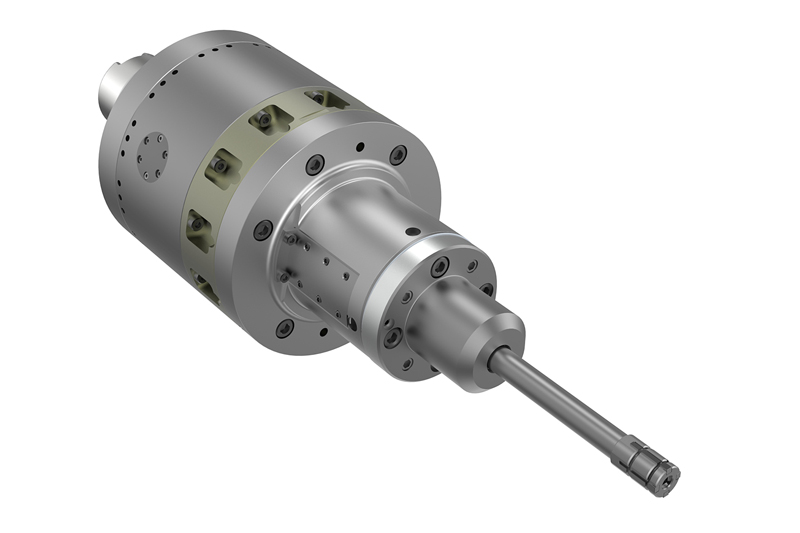
Usinage final par pierrage
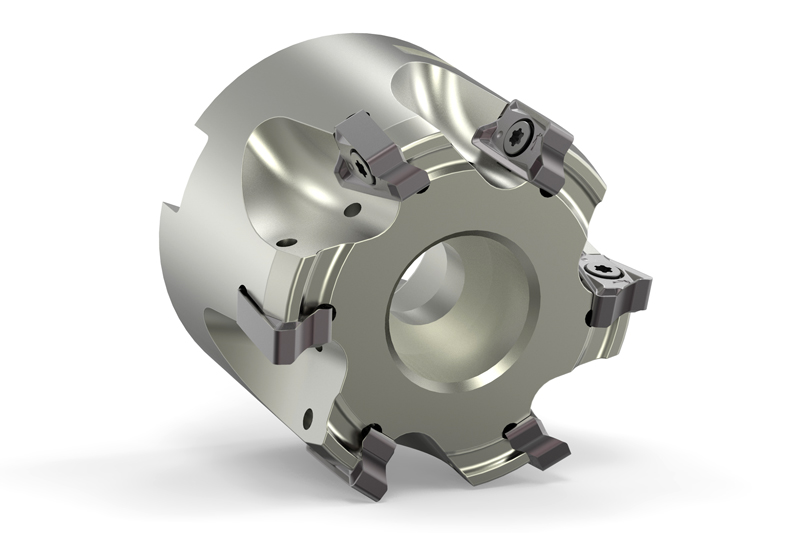
Fraisage


Serrage


